Для количественной оценки процессов передачи и термодинамического преобразования энергии при разных видах сварки необходимо наметить обобщенную схему баланса энергии. В нее входят следующие основные ступени передачи энергии (рис. 1.6): сеть питания; источник энергии для сварки или преобразователь энергии ПЭ; носитель энергии - инструмент, передающий энергию от источника энергии к зоне сварки (резки или напыления); изделие - зона сварки (стык соединяемых деталей).
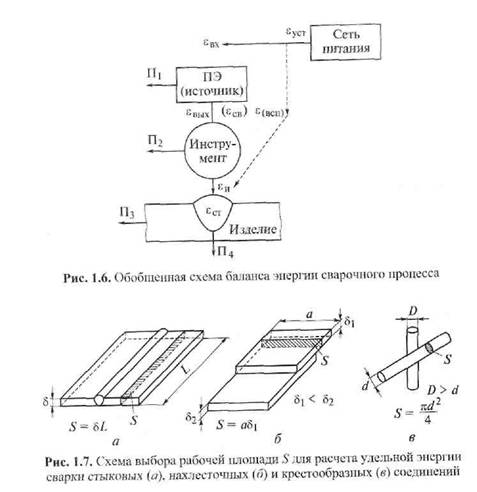
При изучении преобразования энергии в сварочных процессах Удобно использовать удельную энергию ε, определяемую в расчете на единицу площади сварного соединения S (рис. 1.7).
Обозначения удельной энергии на различных стадиях преобразования в схеме баланса энергии (см. рис. 1.6) приняты следующие:
εвх - энергия, получаемая сварочной установкой от сети питания; она может использоваться непосредственно на сварку (εсв) и вспомогательные операции (εвсп);
П1 - потери энергии в сварочном источнике, с их учетом энергия εсв составит: εсв = εвх — П1;
П2 - потери в инструменте при передаче энергии изделию; εи -
энергия, введенная в изделие: εи = εсв _ П2;
Пз - потери энергии в изделии на теплопроводность;
П4 - потери уноса (с испарившимся или выплавленным материалом);
εст - энергия, аккумулированная в зоне стыка: εст = εи - (Пз + П4).
Потери уноса характерны главным образом для резки, но могут возникать и при высокоинтенсивных процессах лучевой сварки.
Отдельные ступени передачи энергии в схеме ее баланса в зависимости от вида сварочного процесса могут существенно изменяться и даже отсутствовать совсем. Например, носитель энергии (инструмент) в термических процессах - это луч, дуга или пламя, а при контактной сварке - сам нагретый металл в зоне контакта.
КПД сварочных процессов
Каждая ступень передачи энергии от источника к изделию может иметь свой коэффициент полезного действия (КПД). Из теории распространения теплоты при сварке известны эффективный (ηи) и термический (ηt) КПД сварочного процесса, которые принято выражать так:

Кроме того, по мере накопления данных по анализу энергетического баланса для всех сварочных процессов в дальнейшем целесообразно ввести термодинамический КПД сварочного процесса ηтд = εст / εсв = ηи ηt, который по форме аналогичен КПД процесса проплавления (например, при дуговой сварке листов), однако имеет более общий характер. Термодинамический КПД сварочного процесса показывает отношение минимальной удельной энергии εст, необходимой в зоне сварки для выполнения данного соединения, к требуемой энергии сварочного источника, передаваемой инструменту. Удельная энергия εст соответствует в данном случае изменению энергосодержания зоны стыка, отнесенному к площади получаемого сварного соединения.
Представляет интерес сравнение введенной в изделие удельной энергии εи и удельной энергии εр, необходимой для разрушения полученного сварного соединения. Их отношение будет приближенно характеризовать некоторый физический КПД процесса соединения материалов: ηф = εр /εи.
В связи с изложенным целесообразно сравнивать по вводимой энергии все существующие сварочные процессы. Этот критерий поможет выявить общие физические закономерности, связывающие их между собой.
Классификация сварочных процессов






