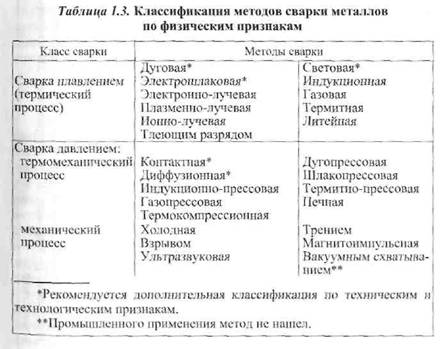
При классификации сварочных процессов целесообразно выделить три основных физических признака: наличие давления, вид вводимой энергии и вид инструмента - носителя энергии. Остальные признаки можно условно отнести к техническим или технологическим (табл. 1.2). Такая классификация использована в ГОСТ 19521-74. Признак классификации по наличию давления применим только к сварке и пайке. По виду вводимой в изделие энергии все сварочные процессы, включая сварку, пайку, резку и др., могут быть разделены на термические, термомеханические и механические. Термические процессы идут без давления (сварка плавлением), остальные - обычно с давлением (сварка давлением).

Термины «класс», «метод», «вид», «способ» условны, но будут использованы в классификации, они позволяют в дальнейшем ввести четкую систему типизации сварочных процессов. Термин «процесс» используют как независимый от классификационных групп.
Классификация методов сварки по физическим признакам приведена в табл. 1.3. Физические признаки - общие для всех методов сварки. Технические признаки могут быть определены только для отдельных методов сварки.
Анализ энергетического баланса показывает, что все известные в настоящее время методы сварки металлов осуществляются введением энергии двух видов - термической и механической или их сочетания. Нейтронная сварка пластмасс и (условно) склеивание, которые практически происходят без введения энергии, могут быть включены в группу особых сварочных процессов. Сварка вакуумным схватыванием (не в отдельных точках, а по всему стыку) возможна только при наличии сдавливания, поэтому она отнесена к механическим процессам, хотя в этом случае может происходить выделение энергии, а не ее ввод извне.
Сложившийся годами термин «сварка давлением» не совсем точен, так как давление в этих процессах - не единственное внешнее воздействие. Однако он общеупотребителен. Давление необходимо всегда, если при сварке отсутствует ванна расплавленного металла и сближение атомов (активация стыкуемых поверхностей) достигается вследствие упругопластического деформирования материала поверхностей. Следует отметить, что и при наличии давления может происходить расплавление металла, например, при термитной сварке с давлением, контактной точечной и шовной сварке с образованием литого ядра, стыковой сварке оплавлением, сварке трением и др.
Весьма желательно, чтобы принцип классификации процессов сварки определялся какими-либо количественными технико-экономическими признаками. Такими признаками могут быть: значения удельных энергий (сварочной εсв или введенной в изделие εи); удельные организационно-экономические затраты на сварку.
Удельные показатели можно подсчитывать отдельно по каждой группе соединений, свариваемых материалов и т. д. Затраты следует относить к так называемой рабочей площади соединения S, которая в случае сварки встык соответствует продольному сечению шва без выпуклости. Для нахлесточных соединений площадь S соответствует сечению меньшего из соединяемых элементов (см. рис. 1.7). Для дуговой сварки в один проход материала толщиной δ при токе, напряжении и скорости сварки соответственно I, U, v удельная энергия равна

Расчеты удельных энергий εсви εи показывают, что удельная энергоемкость процесса сварки единицы площади стыка имеет тенденцию к уменьшению при переходе от термических к механическим процессам (рис. 1.8). Удельная энергия εи = εсвηи характеризует также количество переплавленного или разогретого материала на единицу площади сварного шва, а следовательно, и объем активной зоны сварного соединения, в которой произошли существенные изменения состояния материала, деформация соединения и т. д. Этот показатель может быть использован наряду с погонной энергией q / v, где q - эффективная мощность источника энергии для сварки.
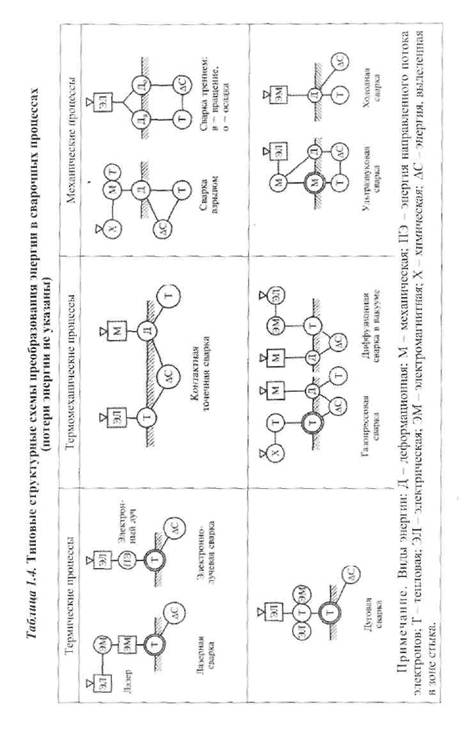
Анализ типовых структурных схем передачи энергии при разных сварочных процессах (табл. 1.4) позволяет обосновать предлагаемую выше классификацию. Например, при дуговой сварке электрическая энергия ЭЛ из сети проходит следующий путь:

- преобразуется в сварочном источнике питания для получения
нужных параметров тока и напряжения дуги;
- преобразуется в дуговом разряде в другие виды энергии: термическую Т, электромагнитную ЭМ, электрическую ЭЛ;
- поступает в зону сварки в виде теплоты, изменяя внутреннюю энергию соединения, расходуясь на образование новых атомных связей, новых структур материала, деформацию и нагрев изделия, и т. д.
Термические процессы
Для всех термических сварочных процессов, независимо от вида носителя энергии (инструмента), она вводится в стык в конечном итоге всегда через расплавленный материал. Энергия хаотически движущихся частиц расплавленного материала носит в термодинамике название термической, чем и обосновано наименование этих процессов.
Теория термических процессов и их применение описаны в гл. 2 и 3 достаточно подробно. Из рассмотрения исключены химические процессы газовой и термитной сварки, индукционная и электрошлаковая сварка, которые изучаются в соответствующих технологических курсах.
Термомеханические процессы
К термомеханическим сварочным процессам относятся процессы, идущие с введением теплоты и механической энергии сил давления при осадке. Теплота может выделяться при протекании электрического тока, газопламенном или индукционном нагреве, при введении в зону сварки горячего инструмента и т. п. Сварка может вестись как с плавлением металла (частичным или по всему соединению), так и без плавления. Эти процессы подробно описаны в технологических курсах.
Сокращение затрат энергии (благодаря рациональному выбору источника энергии для сварки) даже на несколько процентов может дать в масштабах страны существенную экономию энергии, что в свете постоянно растущего дефицита энергии на Земле приобретает с каждым годом все большее значение.
Эффективность использования способов сварки плавлением достигается при минимальной ширине шва, что, в свою очередь, определяется степенью концентрации источника теплоты (диаметром пятна нагрева) и теплофизическими особенностями проплавления. Эти особенности учитываются при определении энергозатрат на сварку через термический КПД процесса, а полученные выше минимальные оценки полезной удельной энергии составляют лишь часть общей энергии сварки, т. е. εст = ηиηtεсв. Учитывая эффективный и термический КПД сварочных процессов, можно изменить представление о целесообразности применения того или иного способа сварки при прочих равных условиях. Например, дуговая сварка с высокими значениями эффективного КПД (ηи = 0,6...0,8) характеризуется низкими значениями термического КПД (ηt = 0,15...0,25). Электронно-лучевая сварка, характеризуется более высокими значениями ηи (0,8...0,9) и ηt(0,3...0,5). В термодинамическом аспекте она более предпочтительна.
Сопоставим удельные энергозатраты на сварку листов низкоуглеродистой стали толщиной 10 мм различными способами (табл. 1.5). Минимальное энергосодержание расплавленной стали составляет около 9000 Дж/см3. Приведенные в табл. 1.5 оценки являются приближенными, так как даже для одного и того же процесса на разных режимах сварки энергозатраты могут различаться в 1,5-2 раза, что определяется параметрами режима и свариваемого сплава. Кроме того, КПД источника теплоты не является постоянным, ввиду его зависимости от скорости сварки, состояния поверхности и др.
Для одного и того же источника энергии, например при контактной сварке, внутреннее сопротивление машины может различаться в 10 раз и соответственно этому изменяется КПД источника.







