

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
К основным неисправностям котлов цистерн постройки 1969—1973 гг. относятся поперечные трещины в шпангоутах омегообразного профиля и отрыв их от котла. Трещины в шпангоутах возникают в основном по сварным швам, соединяющим отдельные части шпангоута, при расположении их в зоне боковой образующей цилиндрической части котла, а также в зонах приварки к шпангоутам кронштейнов крепления наружных лестниц и запасного резервуара. Причиной образования таких трещин является расположение сварного стыкового шва в зоне высоких растягивающих напряжений или низкое качество сварных швов приварки кронштейнов к шпангоутам.
Трещины в шпангоутах в основном распределяются следующим образом: в зоне боковой образующей 25%, в зоне приварки верхнего кронштейна крепления лестницы 22%, в зоне нижнего кронштейна лестницы 44%, в зоне кронштейна запасного резервуара 9%. Причиной отрыва шпангоутов от котла в его нижней или верхней частях является низкое качество технологии при изготовлении цистерн, не обеспечивающей плотного прилегания шпангоута к оболочке котла, и наличие зазоров более 1 мм.
Следует отметить, что в результате повышения качества сварных соединений при изготовлении котла и установки на котле шести шпангоутов указанные дефекты на цистернах постройки после 1976 г. практически не встречаются.
К повреждениям вспомогательного оборудования на котле относятся излом нижних консольных частей наружных лестниц, (этот дефект имеет место у 20% цистерн) и изгиб их поручней, ослабление крепления и изгиб стоек и поручней ограждений помостов, ослабление крепления направляющей штанги привода сливных приборов, а также неисправности сливо-наливной арматуры.
|
|
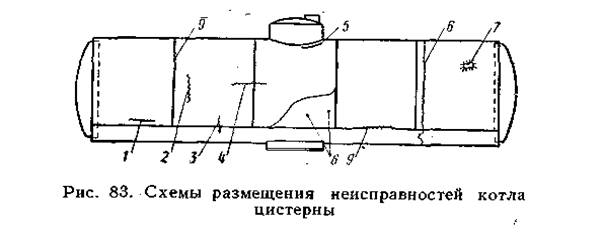
У котлов цистерн чаще всего встречаются следующие трещины:
1 - в листах вдоль сварочного шва над крайними опорами
2- в местах, где ранее приваривались угольники волнорезов;
3- в броневых листах, нередко переходящие через продольный шов на поперечные обечайки. Эти трещины встречаются большей частью в местах крепления опорных угольников у четырехосных цистерн или лап у двухосных цистерн и в некоторых случаях сопровождаются выпучиванием листов в месте повреждения;
4- в обечайках, начинающиеся от поперечного шва или на самом шве;
5- в местах приварки колпака к цилиндрической части котла;
9- в сварных швах.
Кроме трещин, бывают: разрывы котлов, т. е. поперечные трещины 6значительной длины, как в сварных швах, так и в листах обечаек вблизи сварочных швов; пробоины и вмятины 7; уменьшение толщины листов котла, а также сквозные отверстия 8 влистах вследствие коррозии и разъедания агрессивными жидкостями.
В котлах современной конструкции, сваренных из продольных листов, трещины в листах и сварочных швах встречаются редко.
В котлах клепаной конструкции трещины встречаются чаще всего в местах заклепочных швов, распространяясь от кромок обечаек до заклепочных отверстий. Характерной неисправностью котлов клепаной конструкции является также течь в швах вследствие ослабления заклепок.
При ремонте котлов широко применяется электросварка и электронаплавка. Важное значение для качественного выполнения сварки имеет тщательная подготовка свариваемых мест, применение электродов соответствующих марок и установление режимов сварочного тока в зависимости от вида выполняемых работ и толщины свариваемых листов.
Перед выполнением сварочных работ свариваемые места необходимо: тщательно очистить от грязи, краски и ржавчины; подготовить кромки свариваемых частей или разделать трещины с тем, чтобы обеспечивался провар металла по всей толщине листов.
Трещины и другие дефекты кромок не допускаются. Если котел ремонтируется без снятия с рамы, то сварочные работы рекомендуется производить постоянным током. Это облегчает условия и обеспечивает улучшение качества работ при наложении вертикальных и потолочных швов.
|
|
В котельных отделениях вагоноремонтных заводов, где ремонтируются котлы, снятые с рам, применяются стенды различных конструкций, позволяющие поворачивать котел и устанавливать его в положение, удобное для выполнения сварочных работ.
Для ремонта сваркой котлов цистерн, изготовленных из малоуглеродистых и низколегированных сталей, применяются электроды типов Э-42 и Э-42А (ГОСТ 9467- 60).
При ремонте котлов специальных цистерн, изготовленных из легированных сталей, типы электродов и механические свойства металла шва должны соответствовать металлу котла и условиям выполнения сварочных работ.
В эксплуатации на котлах встречаются вмятины и пробоины, которые образуются на днищах при проведении маневровых работ от соударения с автосцепкой соединяемого вагона.
Кроме того, появляются вмятины и пробоины в других зонах котла из-за небрежного отношения к цистерне на предприятиях клиентуры.
Наиболее часто ремонтируют правкой или заменой отдельных элементов лестниц, площадок, причиной образования которых является небрежное отношение к вагону.
На стяжных хомутах, предназначенных для крепления котлов к раме цистерны в вертикальном направлении, появляются коррозионные износы, трещины, деформации и срезы резьбы болтов. Зоны хомутов с трещинами или коррозионными повреждениями вырезают и вваривают вставки длиной не менее 200 мм при условии, что число вставок в полосе должно быть не более двух.
|
|
|

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!