Дать определение понятиям точность, заданная точность, действительная точность, ожидаемая точность.
Точность детали – степень соответствия геометрических действительных параметров заданным. Количественной х-ой точности обработки является погрешность обработки.
Заданная точность изготовления приводится конструктором на чертежах детали. Ожидаемая точность – та точность, которую ожидает получить технолог после выполнения технологического процесса. Действительная точность – та точность, к-ая получается при изготовлении детали(контролируется рабочим или контролером).
Проанализировать связь точности и себе стоимости
Чем выше точность обработки, тем дороже эта обработка, т.к. требуется более точное оборудование, более высокая квалификация рабочего и большее время на обработку.

Экономическая точность обработки – та точность для получения которой, затраты для применения данного метода обработки не превышают затраты при применении другого метода обработки той же поверхности.
Таблицы значений экономической точности являются основным руководящим материалом при проектировании технологических процессов и выборе методов обработки.
Проанализировать классификацию погрешностей по природе их возникновения.
Погрешности возникают при базировании и закреплении. Это статические погрешности. Те погрешности. Которые возникают в процессе обработки наз-ся динамическими.
К статическим относятся: погрешности установки детали, погрешность самой детали, погрешность установки приспособления, погрешность наладки инструмента.
К динамическим относятся: погрешность взаимного расположения элементов, обусловленная деформацией из-за действия сил резания, нагрева, внутренних остаточных напряжений и износа инструмента.
Дать определение понятию «припуск». Как вычисляется величина минимального операционного припуска
Припуск – слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали.
Припуск подразделяется на общий и операционный. Общим припуском называют слой материала, удаляемый с заготовки в процессе механической обработки с целью получения готовой детали. Операционным припуском называют слой материала, удаляемый с заготовки в процессе операций для получения заданной точности и качество поверхности.
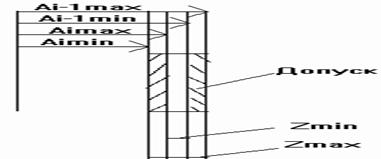
 Zimin=hc+Rz для плоских пов-ей, Zimin=2(hc+Rz) для цилиндрических пов-ей.
Zimin=hc+Rz для плоских пов-ей, Zimin=2(hc+Rz) для цилиндрических пов-ей.
Исходные данные для проектирования технологических процессов
Для проектирования технологических процессов необходимы следующие исходные данные:
Рабочий чертеж детали (с техническими условиями);Производственная программа;Чертеж заготовки;Паспортные данные располагаемого оборудования;ГОСТы и отраслевые стандарты для выбора операционных припусков, допусков, режимов резания, норм времени;Типовые технологические процессы (для отрасли). Чертеж детали является единственным документом, определяющим требования к детали, единственным основанием для контроля и приемке детали после изготовления. Производственная программа позволяет разработать технологический процесс с учетом типа производства. Производственная программа определяет:а. Способ получения заготовки;б. Степень концентрации операций;в. Выбор оборудования.
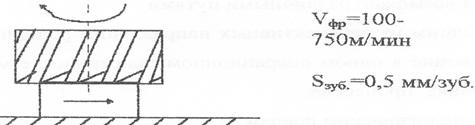
Фрезерование плоскостей.
При фрезеровании плоскости необходимо надежное закрепление деталей. Допустимый припуск очень универсален, ограничены лишь надежность закрепления детали и прочность детали.
Цилиндрическое фрезерование (встречное) характеризуется высокой производительностью.

Цилиндрическое фрезерование имеет следующие параметры шероховатости:
Грубое фрезерование (Rz=80-40, 12-14 квалитет)
Черновое фрезерование (Rz=20, 10-11 квалитет)
Чистовое фрезерование (Ra=2,5, 7-9 квалитет)
Торцевое фрезерование более производительно и точно в области применения – широкая.
Торцевое фрезерование имеет следующие параметры шероховатости поверхности:
Грубое фрезерование (Rz=40, 12-14 квалитет)
Черновое фрезерование (Ra=2,5-1,25, 9-11 квалитет)
Чистовое фрезерование (Ra=0,63-0,32, 6-7 квалитет)
Уменьшение параметра шероховатости поверхностей и вибрации достигают работая с фрезами минимально возможного диаметра с малым шагом.
Что такое «Тип производства»? Перечислить и охарактеризовать основные типы производства. Что такое коэффициент закрепления операций?
Тип производства — это комплексная характеристика технических, организационных и экономических особенностей машиностроительного производства, обусловленная его специализацией, типом и постоянством номенклатуры изделий, а также формой движения изделий по рабочим местам.Типы машиностроительного производства:Массовое производство – характеризуется узкой установившейся номенклатурой выпускаемых изделий и большим объемом выпуска изделий;Характерные особенности:а. За каждым станком закреплена только 1 операция;б. Оборудование располагается в порядке следования операций;в. Применяются специальные и агрегатные станки;г. Применяются специальные инструменты и оснастка;д. Автоматические линии, автоматические транспортные системы;е. Детали по цеху перемещаются в непрерывном потоке.Время выполнения операции должно быть равным или кратным такту выпуска изделий. Такт выпуска изделий – время, через которое периодически производится выпуск деталей или изделий. Наиболее типичный пример массового производства – автомобилестроение.Серийное производство – характеризуется ограниченной номенклатурой изделий, изготавливаемой периодически повторяющимися партиями (сериями) и сравнительно большим объемом выпуска изделий. Партия – количество деталей (изделий) одного наименования запускаемых в обработку одновременно или в течение определенного интервала времени.Размер партии существенно влияет на характеристику производства. Уменьшение размера партии и увеличение их числа способствует сокращению НЗП, но увеличивает затраты и потерю времени на переналадку оборудования. Увеличение числа деталей в партии и уменьшение числа партий упрощает организацию, уменьшает число переналадок в производстве, но ведет к незавершению производства.Размер партии деталей запускаемых в производство рассчитывается по формуле:
 , где N – годовая программа выпуска изделий; D – количество рабочих дней в году (265 дн.);d – количество дней на которое целесообразно иметь НЗП (3-5 дн.).
, где N – годовая программа выпуска изделий; D – количество рабочих дней в году (265 дн.);d – количество дней на которое целесообразно иметь НЗП (3-5 дн.).
Основные признаки серийного производства: а. Детали по цеху перемещаются партиями;б. За станком закреплено несколько операций. в. Станки переналаживаются для различных операций. г. Применяются специальные и универсальные станки, иногда агрегатные.д. Применяются специальные и универсальные режущие инструменты.е. Станки располагаются в соответствии с этапом технологического процесса.Серийное производство подразделяется на:Крупносерийное КЗО=1-10;Среднесерийное КЗО=10-20;Мелкосерийное КЗО=20-40;Единичное производство – характеризуется широкой номенклатурой и малым объемом выпуска изделий. а. Повторяемость изготовления изделий редка или отсутствует. б. Единичное производство универсально и приспособлено для выполнения различных заданий. в. Заводы комплектуются универсальными станками. г. Оборудование размещается по типу станков.Единичное производство характеризуется в следующих отраслях:Ремонтное оборудование; Тяжелое машиностроение; Судостроение; Научное производство.Основными признаками, определяющими тип производства являются:Количество выпускаемых изделий;Трудоемкость выпускаемых изделий;Номенклатура выпускаемых изделий.Тип производства характеризуется коэффициентом закрепления операций  , который показывает отношение всех различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца, к числу рабочих мест. Так как отражает периодичность обслуживания рабочего всей необходимой информацией, а также снабжение рабочего места всеми необходимыми вещественными элементами производства, то оценивается применительно к явочному числу рабочих подразделения из расчета на одну смену:
, который показывает отношение всех различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца, к числу рабочих мест. Так как отражает периодичность обслуживания рабочего всей необходимой информацией, а также снабжение рабочего места всеми необходимыми вещественными элементами производства, то оценивается применительно к явочному числу рабочих подразделения из расчета на одну смену:  , где
, где  - суммарное число различных операций;
- суммарное число различных операций;
 - явочное число рабочих подразделения, выполняющих различные операции.
- явочное число рабочих подразделения, выполняющих различные операции.
Принимаются следующие КЗО: для массового производства КЗО=1, для крупносерийного производства  .
.
3.Технологическая подготовка производства: основные понятия.
В машиностроении изделием называют предмет производства, подлежащий изготовлению. Технологическая подготовка производства - Совокупность мероприятий, обеспечивающих технологическую готовность производства.Сборочная единица – изделие, составные части которого подлежат соединению на предприятии обособленно от других элементов изделия. Деталь – изделие, изготавливаемое из однородного по наименованию и марке материала без применения сборочных операций. Производственный процесс называется совокупность всех действий людей и орудия производства, осуществляемая для изготовления и ремонта выпускаемых изделий. Технологический процесс – законченная часть производственного процесса, содержащий действия по изменению состояния предмета производства. Технологическое оборудование – средство технологического оснащения, в котором для выполнения определенной части технологического процесса размещают материалы или заготовки, средства воздействия на них, а также технологическую оснастку. Технологическая оснастка – средство технического оснащения, дополняющее технологическое оборудование для выполнения определенной части технологического проекта. Технологическое оборудование совместно с технологической оснасткой, а в некоторых случаях манипулятором, принято называть технологической системой. Заготовкой называется предмет труда, из которого изменением формы, размеров, свойств поверхности или материала изготовляют деталь. Рабочим местом называется часть производственной площади, соответственно оборудованный для выполнения заданной работы. Технологической операцией называется законченная часть технологического процесса, выполняемая на одном рабочем месте до перехода к обработке следующей детали. Установ – часть технолгической операции, выполняемая при неизменном закреплении обрабатвыемых заготовок. Технологический переход- законченная часть технолгической операции, хар-я постоянством обрабатываемой поверхности и применяемого инструмента. Вспомогательный переход – законченная часть операции, состоящая из действий человека и оборудования, к=ое не сопровождается изменением формы, размеров или физико-химического состояния поверхности детали.Припуском называется слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств изготовляемой поверхности. Напуск – слой материала, который получается несовершенством методов получения заготовки. Объем выпуска изделий – количество изделий одного наименований, типоразмера и исполнения, изготовляемых или ремонтируемых предприятием в течение планируемого промежутка времени.
4.Дать определения и кратко охарактеризовать понятия: производственный процесс, технологический процесс.
Производственный процесс называется совокупность всех действий людей и орудия производства, осуществляемая для изготовления и ремонта выпускаемых изделий. К производственному процессу относится: закупка и поставка сырья, оборудования, частей производств, обучение, ремонт оборудования, обеспечение медицинской службы и т.д.
Наиболее важной частью производственного процесса является технологический процесс.
Технологический процесс – законченная часть производственного процесса, содержащий действия по изменению состояния предмета производства. Технологический процесс выполняется на рабочем месте.
Рабочим местом называется часть производственной площади, соответственно оборудованный для выполнения заданной работы.
5. Элементы технологических операций: дать определения, пояснить на примере.
Технологической операцией называется законченная часть технологического процесса, выполняемая на одном рабочем месте до перехода к обработке следующей детали. Установ – часть технолгической операции, выполняемая при неизменном закреплении обрабатвыемых заготовок. Технологический переход- законченная часть технолгической операции, хар-я постоянством обрабатываемой поверхности и применяемого инструмента. Вспомогательный переход – законченная часть операции, состоящая из действий человека и оборудования, к=ое не сопровождается изменением формы, размеров или физико-химического состояния поверхности детали.






