

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...
Топ:
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Интересное:
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Расчет сборочно-сварочных устройств производится в две стадии: определяются необходимые усилия зажатия собираемых деталей и рассчитываются конструкции сборочно-сварочного устройства на прочность и жесткость под действием этих усилий.
В сборочно-сварочных приспособлениях и стендах могут действовать:
а) усилия, необходимые для совмещения стыкуемых кромок в одну плоскость, сближения их для обеспечения требуемой величины сварочного зазора, поджатия собираемых элементов для устранения местных зазоров и др.;
б) усилия, необходимые для удержания изделия от деформирования в процессе сварки и последующего остывания, в том числе и усилия, возникающие при остывании и усадке сварных швов;
в) усилия, необходимые для предварительного деформирования изделия с целью компенсации остаточной сварочной деформации (если это необходимо по заданию).
При расчете усилий сборочных устройств, предназначенных для совмещения стыкуемых кромок в одну плоскость, сближения их для обеспечения требуемой величины сварочного зазора и т.п., используются расчетные схемы теории сопротивления материалов, теоретической механики, теории машин и механизмов, теории упругости. Расчет усилий зажима сводится к решению задачи статики на равновесие детали под действием приложенных к ней сил. При составлении расчетной схемы опорные закрепления элементов наделяют некоторыми теоретическими свойствами (шарнирные опоры, опоры с упругим и жестким закреплением и т.п.).
Некоторые примеры расчета сборочных усилий приведены в таблице 5.1.
При сборке и сварке случайные нагрузки составляют незначительную величину, поэтому минимальное усилие сборки может быть принято равным 300…400 Н (30…40 кгс).
|
|
Таблица 5.1
Примеры приближенных расчетов усилий зажима при сборке
| Схема | Расчетная формула | Примечание |
| 
| Обычно: d 1 < 70…100 мм, G – модуль сдвига, МПа, b = πD |
| 
| f < (1…3)103 D При больших отклонениях диаметров проводят селективную сборку E – модуль упругости, МПа |

| 
| φ ≤ 0,17рад |

| 
| Δ < (0,02…0,04) Меньшим δ соответствует большее Δ |

| Δ = D 2 – D 1
| Δ < 0,01 D 45º < α < 120º |
В тех случаях, когда зазор между стыкуемыми кромками устраняется перемещением детали по приспособлению, усилие закрепления Р = fG, где f = 0,2...0,4 - коэффициент трения детали, зависящий от чистоты обработки, G — масса изделия, кг.
Расчет усилий сборочно-сварочных и сварочных приспособлений, необходимых для удержания изделия от деформирования в процессе сварки, представляет значительные трудности. В этом случае вначале определяются возможные деформации (либо теоретическим путем с использованием методов теории сварочных деформаций, либо экспериментально на опытных образцах изделия при его свободном деформировании). Затем рассчитываются усилия и моменты, которые необходимо приложить к изделию, чтобы предупредить деформации в приспособлении, т.е. свести их к нулю во время сварки.
В результате термического воздействия сварки возможно искажение размеров и формы элементов сварных конструкций (укорочение, изгиб, потеря устойчивости, закручивание). Как показывает практика, предотвратить продольное или поперечное сокращение зоны сварного соединения обычно трудно из-за большой величины требуемых усилий. Необходимо проектировать зажимные усилия, исключающие возможность изгиба, выхода из плоскости.
Величина усилия, развиваемого зажимным устройством, ограничивается следующим условием: в сварном шве или прилегающих зонах под действием этого усилия не должны возникать напряжения выше заданного уровня, например, предела текучести. В соответствии с этим условием максимально допустимый изгибающий момент на 1 см погонной длины шва
|
|
 (5.1)
(5.1)
откуда
 Н/м (5.2)
Н/м (5.2)
где Рдоп — расчетное удельное усилие на единицу длины каждой кромки, Н/мм;
l – расстояние от оси шва до линии приложения зажимного усилия, мм;
δ – толщина детали, мм;
σ — допускаемое напряжение, МПа.
 Определение зажимных усилий при сварке стыковых соединений. Теоретически рассчитать возможные деформации стыковых соединений полотнищ и оболочек — местные выпучины, волнистость, угловую деформацию в виде так называемого "домика" по оси стыкового шва, скручивание – сложно. Форма и размеры остаточных сварочных деформаций замеряются на опытных образцах изделий при их свободном деформировании
Определение зажимных усилий при сварке стыковых соединений. Теоретически рассчитать возможные деформации стыковых соединений полотнищ и оболочек — местные выпучины, волнистость, угловую деформацию в виде так называемого "домика" по оси стыкового шва, скручивание – сложно. Форма и размеры остаточных сварочных деформаций замеряются на опытных образцах изделий при их свободном деформировании
При известных размерах круглой выпучины (рис.5.1) требуемое усилие прижатия
 (5.3)
(5.3)
где Е - модуль упругости, MIIa;
δ — толщина пластины, мм;
f — высота выпучины, мм;
r - радиус выпучины, мм
 При определении усилия, предупреждающего появление угловой деформации (рис. 5.2), необходимо установленную теоретическим или экспериментальным путем угловую деформацию α сравнить с критической угловой деформацией α кр.
При определении усилия, предупреждающего появление угловой деформации (рис. 5.2), необходимо установленную теоретическим или экспериментальным путем угловую деформацию α сравнить с критической угловой деформацией α кр.
Критическое значение угловой деформации αкр можно определить из 2 условий:
1) напряжение изгиба под действием прижимов достигнет предельно допустимой техническим заданием величины (например, σт), т.е. σ = σ доп;
2) на линии прижимов отсутствует зазор под листами. Тогда
 (5.4)
(5.4)
При α > α кр удельное усилие прижатия на 1 единицу длины каждой кромки следует рассчитывать по формуле (5.2), т.е.

При α < α кр удельное усилие прижатия на 1 единицу длины каждой кромки определяется следующим образом:
 (5.5)
(5.5)
При проектировании стендов для листовых полотнищ расчетное условное усилие на кромку определяется по формуле
Р = 4,5 fE (δ/ r)3 (5.6)
где r – радиус круглой выпучены, мм;
f – величина прогиба, мм;
Е – модуль упругости, МПа;
δ – толщина пластины, мм.
Напряжение изгиба вычисляется из выражения
σ = 2,8 fEδ/ r 3.
С учетом коэффициента запаса ИЭС им. Е.О. Патона в стендах для сборки и сварки листовых полотнищ принимают Q р = 40 кН на 1 м длины шва.
|
|
Определение зажимных усилий, предупреждающих продольные остаточные пластические деформации. Для низкоуглеродистых и низколегированных сталей с пределом текучести до 300 МПа при дуговой сварке стыковых, тавровых и нахлесточных соединений весьма жёстких (с большой площадью поперечного сечения) элементов за один проход значение сжимающей усадочной силы в Н
Р ус = – [230000/(q 0 + 12600)+ 3,58] q / v с (5.7)
 где q – эффективная мощность, Дж/с;
где q – эффективная мощность, Дж/с;
v с – скорость сварки, см/с;
q 0 = q (v с δ расч) – удельная погонная энергия сварки, Дж/см2;
δ расч – расчетная толщина свариваемого элемента, см.
В стыковых или угловом соединении пластин толщиной δ 1, δ 2(рис. 5.3,а,б) δ расч = 0,5(δ 1 + δ 2) или в тавровом или нахлесточном соединении (рис.5.3,в,г) δ расч = 0,5(2 δ п + δ с). Формула (5.7) действительна в диапазоне q 0 от 4000 до 38000 Дж/см2. Определять требуемое зажимное усилие следует с учетом коэффициента запаса Q з = Р ус· к
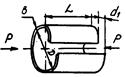
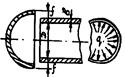
 Определение зажимных усилий при сварке кольцевых швов тонкостенных цилиндрических оболочек. Для предотвращения возможных деформаций – местного изгиба и уменьшения диаметра в зоне кольцевого шва (рис. 5.4) – необходимое усилие разжима жесткого прикладного кольца можно рассчитать, используя следующие формулы. Для приближенных расчетов принимаем, что фиктивная усадочная сила Р уcравномерно распределяется на длину l.
Определение зажимных усилий при сварке кольцевых швов тонкостенных цилиндрических оболочек. Для предотвращения возможных деформаций – местного изгиба и уменьшения диаметра в зоне кольцевого шва (рис. 5.4) – необходимое усилие разжима жесткого прикладного кольца можно рассчитать, используя следующие формулы. Для приближенных расчетов принимаем, что фиктивная усадочная сила Р уcравномерно распределяется на длину l.
Величину Р уc можно определить по формуле (5.7).
l =  , (5,8)
, (5,8)
где μ – коэффициент Пуассона.
Расчетное разжимное усилие на единицу площади стыкового соединения
Р = Р ус/2 l · r (5.9)

 При сварке алюминиевых сплавов остаточные радиальные перемещения направлены во внешнюю сторону, поэтому целесообразно использовать охватывающие жесткие кольца.
При сварке алюминиевых сплавов остаточные радиальные перемещения направлены во внешнюю сторону, поэтому целесообразно использовать охватывающие жесткие кольца.
Определение зажимных усилий при сварке балочных конструкций. Возможны следующие основные виды деформаций сварной балки: продольный (осевой) изгиб, поперечный изгиб (грибовидность), скручивание.
Продольный осевой изгиб (рис. 5.5) как остаточная сварочная деформация происходит под действием момента М = Р ус е в Н/мм, где Р ус – усадочная сила, действующая на оси шва в Н, е – расстояние между центрами тяжести сечения шва и сечения балки (эксцентриситет) в мм.
|
|
Прогиб балки посередине
 , (5.10)
, (5.10)
Расчет заключается в определении усилий, которые необходимо приложить к балке для ее изгиба в обратном направлении с таким же прогибом, т.е. удержать ее в прямолинейном виде.
При сварке втавр одним швом Р ус = 1,7 D к 2.
При сварке втавр двумя швами
Р ус = 1,15·1,7 D к 2·10 (Н),
где D = 30000 при автоматической сварке;
D = 40000 при ручной сварке;
k – катет углового шва, см.
Требуемые усилия зажима для схем нагружения, представленных на рис. 5.5, можно определить по следующим формулам:
для схемы «а»удельное усилие прижатия на 1 мм погонной длины (Н/мм)
 , (5.11)
, (5.11)
полная нагрузка
 , (5.12)
, (5.12)
для схемы «б»
 (5.13)
(5.13)
для схемы «в» (наиболее распространённой)
 (5.14)
(5.14)
 После сборки и сварки тавра со вторым поясом, т.е. после превращения его в двутавр, возникает изгиб в противоположном направлении, величину которого определяют по тем же формулам, подставляя в них момент инерции всего сечения двутавра и нового эксцентриситета е. Суммируя действия этих двух изгибов, можно определить результирующую деформацию двутавровой балки и, в частности, ее прогиб, а в зависимости от него и возникающие в кондукторе усилия. Аналогичным путем рассчитываются усилия в кондукторах для сварки балок другого профиля – швеллерных, коробчатых и др.
После сборки и сварки тавра со вторым поясом, т.е. после превращения его в двутавр, возникает изгиб в противоположном направлении, величину которого определяют по тем же формулам, подставляя в них момент инерции всего сечения двутавра и нового эксцентриситета е. Суммируя действия этих двух изгибов, можно определить результирующую деформацию двутавровой балки и, в частности, ее прогиб, а в зависимости от него и возникающие в кондукторе усилия. Аналогичным путем рассчитываются усилия в кондукторах для сварки балок другого профиля – швеллерных, коробчатых и др.
Поперечную деформацию балки типа "Грибовидность" можно рассматривать как изгиб двухконсольной пластины, заделанной посередине и нагруженной по концам силами, р (рис. 5.6).
Наибольшая допускаемая нагрузка рдоп определяется, исходя из допускаемого напряжения изгиба σ доп, МПа
рдоп =  Н/мм (5.15)
Н/мм (5.15)
Если считать граничным условием изгиба прилегание краев пояса к опорной площадке кондуктора, то необходимое для этого усилие
 (5.16)
(5.16)
Значение α кр определяется формулой
 . (5.17)
. (5.17)
Если действительная угловая деформация α > α кр, то усилие Рдоп нужно рассчитывать по формуле (5.14), а если α < α кр – то по формуле (5.15).
|
|
|

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!