

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
На токарных станках обрабатываются детали типа тел вращения: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки и т.д.
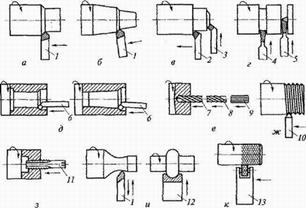 |
а— обработка наружных цилиндрических поверхностей; б — обработка наружных конических поверхностей; в — обработка торцов и уступов; г — вытачивание канавок, отрезка заготовки; д — обработка внутренних цилиндрических и конических поверхностей; е — сверление, зенкерование и развертывание отверстий; ж — нарезание наружной резьбы; з — нарезание внутренней ’резьбы; и — обработка фасонных поверхностей; к — накатывание рифлений; 1 проходной прямой резец; 2 — проходной упорный резец 3 — проходной отогнутый резец; 4 — отрезной резец; 5 — канавочный резец; б — расточной резец; 7 — сверло; 8 — зенкер; 9 — развертка; 10 — резьбовой резец; 11 — метчик; 12 — фасонный резец; 13 — накатка (стрелками показаны направления перемещения инструмента вращения заготовки).
Рисунок 53. Работы, выполняемые на токарных станках
Основными видами работ, выполняемых на токарных станках, являются: обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов; вытачивание канавок; отрезание частей заготовки; обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием; нарезание резьбы; накатывание.
К элементам режима резания при точении относятся глубина резания, подача и скорость резания или частота вращения шпинделя станка, сила резания, мощность резания.
Глубина резания – толщина слоя материала, удаляемого за один рабочий ход. Подача – величина перемещения инструмента относительно заготовки или заготовки относительно инструмента в направлении подачи за один оборот, за один рабочий ход или в единицу времени (минуту). Скорость резания – величина перемещения режущей кромки инструмента относительно обрабатываемой поверхности заготовки в единицу времени. Частота вращения –число оборотов твердого тела в единицу времени. Сила резания – усилие, возникающее при резании материалов в контакте заготовка – режущий инструмент. Мощность резания – это произведение силы резания на скорость резания.
Выбор режимов резания.
Назначение рационального режима резания заключается главным образом в выборе наиболее выгодного сочетания скорости резания и подачи, обеспечивающих в данных условиях с учетом целесообразного использования режущих свойств инструмента и кинематических возможностей оборудования наибольшую производительность общественного труда и наименьшую стоимость операции. Для уменьшения машинного времени следует работать с возможно большей технологически допустимой подачей и соответствующей этой подаче скоростью резания. При этом должны быть наиболее полно использованы режущая способность инструмента и его прочность, динамические возможности станка при соблюдении технических условий на изготовление детали.
Глубина резания определяется в основном величиной припуска на обработку. Припуск на обработку выгодно удалять за один проход. Глубина резания оказывает большое влияние на силы резания, поэтому иногда возникает необходимость разделить припуск на несколько проходов. Суммарный припуск разделяется следующим образом: 60%—на черновую обработку, 20—30% — на получистовую и 10—20%—на чистовую.
Для черновой обработки глубину резания принимают t = 3— 5 мм, получистовой — 2—3 мм и чистовой — 0,5—1,0 мм.
Величина подачи ограничивается силами, действующими в процессе резания; эти силы могут привести к поломке режущего инструмента, деформации и искажению формы заготовки, поломке станка. Целесообразно работать с максимально возможной подачей. Обычно подача назначается из таблиц справочников по режимам резания, составленным на основе специальных исследований и изучения опыта работы машиностроительных заводов. После выбора величины подачи из справочников ее корректируют по кинематическим данным станка, на котором будет вестись обработка (берется ближайшая меньшая величина подачи).
Для черновой обработки принимают s = 0,3—1,5 мм/об, для чистовой — 0,1 —0,4 мм/об.
При одинаковой площади поперечного сечения среза нагрузка на резец меньше при работе с меньшей подачей и большей глубиной резания; нагрузка на станок (по мощности), наоборот, меньше при работе с большей подачей и меньшей глубиной резания, так как на силу резания глубина оказывает большее влияние, чем подача.

Рисунок 54. Организация рабочего места станочника.
Рабочее место станочника — это участок производственной площади цеха, на котором расположен станок с комплектом приспособлений, вспомогательного и режущего инструмента, а также техническая документация и другие предметы и материалы, находящиеся непосредственно в распоряжении рабочего.
Приспособления для фрезерных станков в зависимости от назначения подразделяются на: приспособления, предназначенные только для закрепления заготовки в требуемом положении и предотвращающие ее смещение или вибрацию под действием сил резания или собственной массы; приспособления, выполняющие делительные функции (изменение и точная индексация различных положений обрабатываемых поверхностей заготовки относительно фрезы в процессе обработки). К приспособлениям относят также устройства, применение которых позволяет расширить возможности фрезерного станка: фрезерные вертикальные накладные головки, долбежные накладные головки, накладные сверлильные головки, приспособления для нарезания реек и т.д.
Для обработки металлов резанием механизмы станков имеют два основных движения: главное и подачи, при которых перемещаются режущий инструмент и заготовка. Главное движение — это вращение от электродвигателя шпинделя с установленной фрезой. Подача — поступательное движение стола с укрепленной на нем обрабатываемой заготовкой. На фрезерном станке процесс обработки называется фрезерованием. Перед фрезерованием необходимо закрепить фрезу на оправке, установленной в шпинделе и хоботе. Включают станок и проверяют на биение фрезерную оправку с надетой на нее фрезой. Если фреза бьет, останавливают станок и изменяют установку либо заменяют фрезу или оправку. Проверяют надежность крепления машинных тисков и закрепляют в них размеченную заготовку. При помощи рукоятки подъемного механизма консоли заготовку подводят к фрезе. Включив станок и плавно вращая рукоятку подачи, сообщают столу и заготовке поступательное движение (подачу). Фреза снимает необходимый слой металла. Если у заготовки фрезеруют несколько поверхностей, то, обработав одну поверхность, заготовку переворачивают, зажимают в тисках и продолжают фрезерование.
На строгальных и долбежных станках обрабатывают плоскости, прямолинейные канавки, пазы, выемки различных профилей, фасонные линейные поверхности и т. д. Особенность строгальных и долбежных станков по сравнению с токарными, сверлильными и фрезерными та, что движение резания (главное движение) у них прямолинейное (возвратно-поступательное), а движение подачи совершается периодически, только к моменту очередного рабочего хода ползуна или стола. Недостатком станков является то, что у них на холостой ход затрачивается значительное количество времени и получение больших скоростей на рабочих и обратных холостых ходах представляет большие трудности вследствие инерционных сил и вибраций в момент возвратно-поступательного движения ползуна или стола. Эти станки подразделяются на поперечно-строгальные (односуппортные и двухсуппортные), продольно-строгальные (одностоечные, двухстоечные и кромкострогальные) и долбежные (универсальные).
Типы шлифовальных станков. В зависимости от вида шлифовальных работ шлифовальные станки подразделяются на следующие типы: круглошлифовальные станки, предназначенные для обработки наружных поверхностей вращения; внутришлифовальные — для обработки внутренних поверхностей вращения; бесцентровошлифовальные — для обработки наружных и внутренних поверхностей вращения; плоскошлифовальные — для обработки плоскостей; специализированные — для шлифования резьб, зубьев и т. д.; заточные — для заточки режущих инструментов.
|
|
|

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

