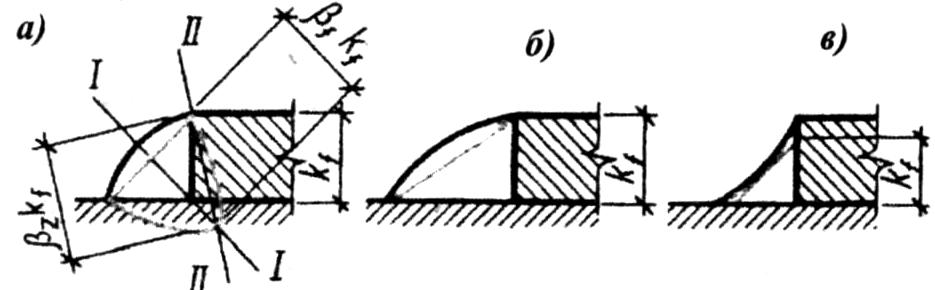
а — нормальный выпуклый; б— пологий выпуклый; в — вогнутый
Минимальный катет-шва в конструкциях, работающих на статическую нагрузку, при автоматической и полуавтоматической сварке — 3 мм, при ручной сварке — 4 мм, а при динамических нагрузках — 6 мм. Швы имеют градацию через 1 мм. Кроме того, наименьший катет однопроходных угловых швов ограничен в зависимости от толщины более толстого из свариваемых элементов. В таблице ниже приведены минимальные значения катетов угловых швов для основных групп конструкций. Наибольшее значение катета углового шва в зависимости от толщины соединяемых элементов может быть принято kf = 1,2t, где t — наименьшая из толщин свариваемых элементов.
Из-за большой концентрации напряжений в начале и конце шва длина углового шва должна быть не менее 40 мм или 4kf (при динамических нагрузках 60 мм или 6kf). Наибольшая длина фланговых швов также ограничена и не должна превышать 85 βfkf (βf— коэффициент глубины проплавления угловых швов, принимаемый по таблице ниже), так как фактические напряжения по длине шва распределены неравномерно и при длинных швах его крайние участки испытывают перенапряжение, а средние — недонапряжения против расчетного значения. Это ограничение не распространяется на такие швы, у которых усилие возникает по всей длине, например на поясные швы балок.
Минимальные значения kf угловых сварных швов
| Вид
соединения
| Вид сварки
| Предел текучести свариваемой стали, МПа
| Kf(мм) при толщине более толстого из свариваемых элементов t, мм
| |
| 4-5
| 6-10
| 11-16
| 17-22
| 23-32
| 33-40
| Более 40
| |
| Тавровое с дву
сторонними
угловыми шва
ми; нахлестанное и угловое
| Ручная
Автоматиче
ская и полу
автоматиче
ская
| До 430
43Q-580
До 430
430-580
| 4
5
3
4
| 5
6
4
5
| 6
7
5
6
| 7
8
6
7
| 8
9
7
8
| 9
10
8
9
| 10
12
9
10
| |
|
Коэффициент глубины проплавления угловых швов β
| Вид сварки при диаметре сварочной проволоки d, мм
| Положение шва
| Коэффи-
циент
| Значение β при катетах швов, мм
|
| 3-8
| 9-12
| 14-16
| 18
и более
|
| Автоматическая
d = 3-5 мм
| В лодочку
| βf
| 1,1
| 0,7 ’
|
| βz
| 1,15
| 1,0
|
| Нижнее
| βf
| 1,1
| 6,9
| 0,7
|
| βz
| 1,15
| 1,05
| 1,0
|
| Автоматическая и полуавтоматическая при
d = 1,4-2
| В лодочку
| βf
| 0
| 0,9
| 0,8
| 0,7
|
| βz
| 1,05
| 1,0
|
| Нижнее, горизонтальное, вертикальное
| βf
| 0,9
| 0,8
| 0,7
|
| βz
| 1,05
| 1,0
|
| Ручная; полуавтоматическая проволокой сплошного сечения при d ≤ 1,4 или порошковой проволокой
| В лодочку, нижнее, горизонтальное, вертикальное, потолочное
| βf
| 0,7
|
| βz
| 1,0
|
Примечание. Швы «в лодочку» применяют для поясных швов в балках и колоннах
Расчет как фланговых, так и лобовых швов производят по их наименьшему сечению βkf, который называют расчетным (см. рисунок ниже).
При этом у выпуклых швов выпуклость не учитывают. В угловых швах, выполненных автоматом или полуавтоматом, получается более глубокое проплавление, чем при обычной ручной сварке, что и следует учитывать в расчете.
Напряжения принимают равномерно распределенными по длине шва и рассматривается возможность разрушения шва от условного среза по одному из двух сечений (см. рисунок ниже):
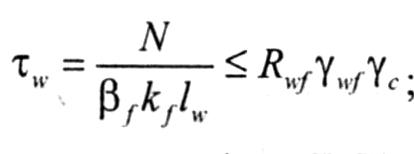
· по металлу шва (сечение I-I)
· по металлу границы сплавления (сечение II-II)
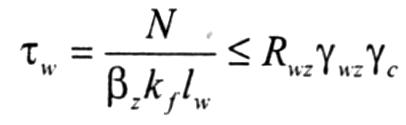
где βf и βz — коэффициенты глубины проплавления шва, принимаемые по таблице ниже в зависимости от вида сварки и положения шва для сталей с пределом текучести до 580 МПа; kf — катет шва; lw — расчетная длина шва, принимаемая меньше его фактической длины на 10 мм за счет непровара на концах шва; Rwf— расчетное сопротивление условному срезу металла шва по таблице ниже; γwf и γwz— коэффициенты условий работы шва, равные 1 для сварных конструкций, работающих при температуре не ниже -40 °С; Rwz = 0,45Run — расчетное сопротивление условному срезу металла границы сплавления (значения Run = σв).
Обычно в расчетах определяют необходимую фактическую длину шва, задаваясь катетом шва kf (используя для этого приведенные ранее рекомендации):

Расчет производят по двум сечениям (по металлу шва, принимая βf и RWf и по металлу границы сплавления, учитывая βz и Rwz). Большее из двух значений принимают за длину шва.
Как говорилось выше, из-за неравномерного распределения напряжений в длинных угловых швах в расчет можно вводить только длину lw = βfkf Если расчетная длина шва, полученная по формуле выше, окажется больше, то определяют необходимый катет шва по формуле

При действии изгибающего момента на прямоугольный элемент, прикрепленный угловыми швами (рисунок ниже), напряжения в швах по двум сечениям определяют как напряжения изгиба в двух прямоугольных сечениях, принимая за ширину прямоугольника расчетное сечение шва (βfkf или βzkf), а за высоту — расчетную длину шва (lw):

При действии сдвигающей силы на элемент, прикрепленный угловыми швами (рисунок ниже), напряжения в каждом из двух швов определяют по формулам ниже, заменяя в них N на Q.






