Источники:
Ссылки на видео:
Краткие теоретические и учебно-методические материалы по теме
Классификация напряжений и деформаций
Сварка, как и другие процессы обработки металлов (штамповка, литье, прокатка, волочение, прессование, термическая обработка), вызывает в изделиях собственные напряжения. Собственными называются такие напряжения, которые возникают без приложения внешних сил. В зависимости от причины возникновения различают следующие напряжения:
- тепловые, возникающие из-за неравномерного распределения температуры при сварке;
- структурные, появляющиеся вследствие структурных превращений, сходных с закалкой.
В зависимости от времени существования собственных напряжений и деформаций их подразделяют на временные и остаточные. Временные напряжения и деформации существуют в конструкции только в какой-то момент времени. Если возникшее напряжение не превышает предела упругости, то временные напряжения и деформации исчезают (снимаются) после охлаждения изделия. Остаточные – остаются в изделии после исчезновения причины, их вызвавшей. Эти напряжения и деформации также возникают вследствие неравномерного нагрева, но они слишком велики и могут привести к появлению трещин или разрушению сварного соединения. В некоторых случаях разрушения не происходит, но большие деформации выводят сваренную конструкцию из заданных размеров (рис. 19).
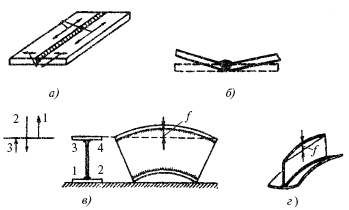
Рис. 19. Основные виды деформаций сварных соединений: а – направление действия продольных и поперечных напряжений; б – деформация стыкового соединения; в – деформация сварной двутавровой балки (цифрами указан порядок наложения сварных швов, стрелками – направления действующих напряжений); г – вид деформированного сварного тавра; f – стрела прогиба
Весь комплекс мероприятий по борьбе с деформациями и напряжениями от сварки можно рассматривать по двум группам:
- мероприятия, предотвращающие возникновение напряжений и деформаций или уменьшающие их влияние;
- мероприятия, обеспечивающие последующее исправление деформаций и снятие остаточных напряжений.
К первой группе можно отнести такие меры, как выбор правильной последовательности сварки изделия, жесткое закрепление изделия, предварительный обратный выгиб, сопутствующий подогрев, интенсивное охлаждение в процессе сварки, уменьшение количества сварных швов, симметричное расположение ребер жесткости, применение гнутых профилей.
Ко второй группе относится местная проковка металла шва или ЗТВ, правка под действием статической нагрузки, местный нагрев и механическая правка, термическая обработка.
Все перечисленные мероприятия заранее просчитываются конструкторами и технологами, уточняются в процессе изготовления образцов, и только после этого окончательно вносятся в технологические карты.
Окончательно невозможно избавиться от напряжений и деформаций. Удается только снизить их до приемлемых требований технологических документов. Только после многочисленных испытаний (для ответственных конструкций) и обобщающих выводов представляется возможным гарантировать надежность работы сварного узла или конструкции по установленным показателям, например, тележка вагона метро имеет гарантийный срок безаварийного пробега 350 000 км.
Соединение с лобовыми швами
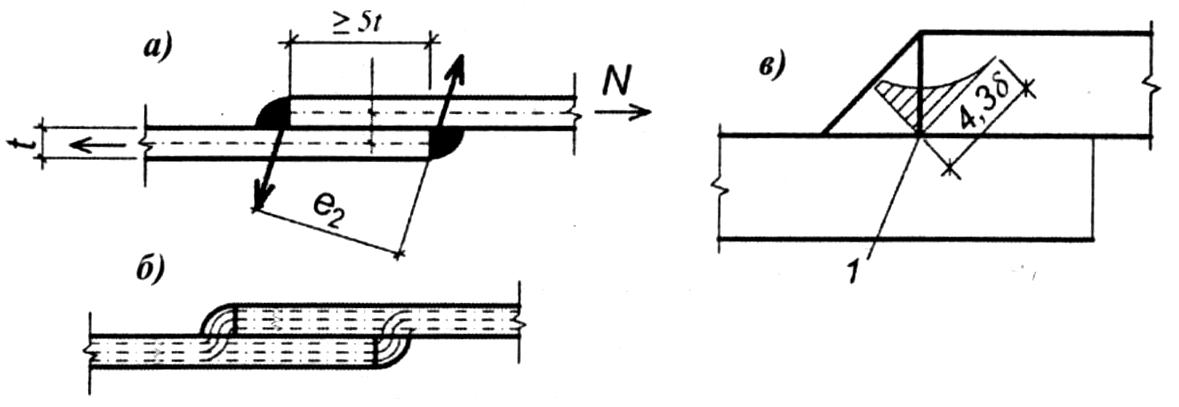
Неравномерность распределения напряжений приводит к снижению качества соединения. Поэтому независимо от вида работы (сжатие, растяжение, срез) расчет лобовых швов условно ведут на срез по минимальной площади сечения шва. При соединении внахлестку с лобовыми швами длину нахлестки следует назначать не менее пяти толщин более тонкого элемента (см. рисунок ниже). Это позволяет уменьшить влияние дополнительного изгибающего момента.
Нормальный угловой шов в разрезе имеет форму прямоугольного равнобедренного треугольника с криволинейной гипотенузой (рисунок ниеже).
Обычный наплыв выпуклого шва составляет 0,1 размера его катета kf. В конструкциях, непосредственно воспринимающих динамические нагрузки, с целью снижения концентрации напряжений в угловых лобовых швах применяют пологие швы с отношением катетов 1:1,5 (рисунок ниже) или вогнутые швы (рисунок ниже).
Источники:
Ссылки на видео:
Краткие теоретические и учебно-методические материалы по теме






