

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
Топ:
Определение места расположения распределительного центра: Фирма реализует продукцию на рынках сбыта и имеет постоянных поставщиков в разных регионах. Увеличение объема продаж...
Интересное:
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Для демонтажа электронных компонентов с печатных плат разработаны паяльники с системой удаления припоя из металлизированных отверстий (рисунок 1.16). Паяльник снабжен сменным наконечником и внутренним нагревателем, что обеспечивает быстрый нагрев при относительно небольшой потребляемой мощности (до 50 Вт). На выходном конце патрубка для разряжения давления воздуха есть инжекционная насадка, которая гибким трубопроводом соединена с клапаном подачи сжатого воздуха, установленным на педали. Через регулятор напряжения нагреватель паяльника подключается к сети напряжением в 36 В. Наконечник подводится к месту распайки на плате так, чтобы его ось была перпендикулярна плоскости платы.
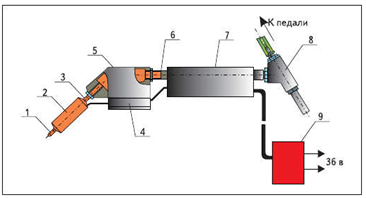

Рисунок 1.16 – Паяльник для демонтажа электронных компонентов
После оплавления припоя нажатием ноги на педаль подается сжатый воздух к инжекционной насадке, что создает разряжение, обеспечивающее отсасывание припоя с места распая, после чего педаль отпускается, и подача воздуха прекращается. Припой скапливается в камерах сборника паяльника, откуда затем выбирается. Время демонтажа одного соединения составляет 2 с.
При необходимости удаления большого количества припоя обычно используют вакуумный отсос, механизм действия которого изображен на рисунке 1.17.
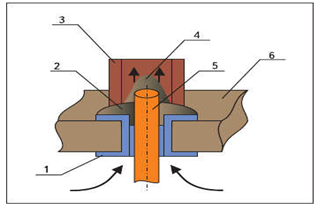

Рисунок 1.17 – Механизм удаления припоя вакуумным отсосом
Основным недостатком данного метода является необходимость непосредственного физического контакта с поверхностью контактной площадки, что приводит к кондуктивной передаче тепла плате и её значительному нагреву.
Другим способом удаления припоя с поверхности печатной платы является использование фитиля (рисунок 1.18), представляющего собой шнур из скрученных тонких проволочек и помещаемого между припоем на контактной площадке и жалом паяльника. При нагреве паяльника припой расплавляется и всасывается внутрь фитиля под действием капиллярного давления, которое тем больше, чем уже зазоры между проволочками шнура. Важна также хорошая смачиваемость и паяемость материала покрытия проволок. Для увеличения количества капилляров необходимо, чтобы шнур состоял из множества тонких и сверхтонких проволочек из чистой меди.
|
|
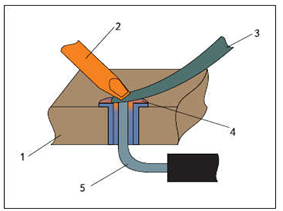
1 – печатная плата; 2 – жало; 3 – фитиль; 4 – контактная площадка; 5 – вывод элемента
Рисунок 1.18 – Удаление припоя с платы при помощи фитиля
Основным достоинством является то, что в точках контакта печатной платы с жалом паяльника не возникает перегрева платы, хотя температура может достигать при распайке 300-400 °С. Выделяющееся тепло расходуется на расплавление припоя, который мгновенно всасывается фитилем.
Недостатком этого метода является высокая стоимость материала для изготовления фитиля, дополнительные меры его защиты (флюсование), сложность очистки фитиля от припоя и невозможность применения для очистки переходных отверстий, так как в них капиллярный эффект проявляется сильнее. Фитиль можно применять для удаления припоя и с конвективными источниками нагрева, что является еще более эффективным методом.
Для демонтажа электронных компонентов различных конструктивных исполнений, различающихся размерами и количеством выводов, разработана целая гамма специальной оснастки и инструмента (рисунок 1.19).


Рисунок 1.19 – Оснастка для демонтажа компонентов
Для монтажа компонентов на печатных платах в мелкосерийном и единичном производстве, а также для ремонта электронных модулей используют термовоздушные паяльные станции. Их достоинством являются универсальность, большое разнообразие насадок для монтажа/демонтажа различных видов корпусов, наличие вакуумного пинцета для захвата электронных компонентов, небольшие размеры.
|
|
Портативная термовоздушная паяльная станция AOYUE 852A используется в основном для ремонта и создания макетных образцов различных электронных устройств, а также для обучения процессу пайки горячим газом (рисунок 1.20). Станция оснащена различными видами сменных насадок для термофена (рисунок 1.21) и вакуумного пинцета, имеет цифровой контроль температуры и скорости воздушного потока.

Рисунок 1.20 – Термовоздушная станция
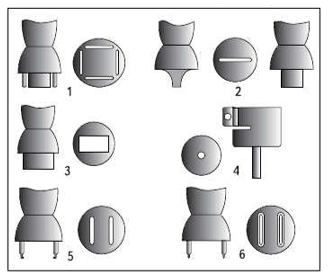
1 – QFP; 2 – DIP; 3 – BGA; 4 – одиночная простая; 5 – SOс j-выводами; 6 - SO
Рисунок 1.21 – Насадки для термофена для различных видов корпусов
Недостатком таких термовоздушных паяльных станций является низкая производительность и большая погрешность позиционирования (установка компонентов осуществляется оператором вручную). Поскольку в качестве теплоносителя используется воздух, то контактные площадки и выводы элементов подвержены окислению.
|
|
|

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!