Эксцентриковые прижимы. Являются быстродействующими и
применяются в приспособлениях серийного и массового производства.
В сборочно-сварочных приспособлениях преимущественно используются
круглые эксцентрики. Прижимное усилие Q), развиваемое таким зажимом (рис.
25), будет Q= (10... 12) Р; где Р — усилие, прикладываемое к рукоятке. Если
Р=150Н, то Q= 1500... 1800 Н.
Из условия самоторможения определяют основные размеры эксцентрика:
qе<F(0/2) + F1(<1/2), (6.7)
где Р — сила трения в контакте кулачок — деталь: F = fQ; F1— сила трения на
оси вращения ку пачка: F1= f1 Q1
Тогда Qе ≤ fQ(D/2) + f1 Q1 (d/2) или е≤ f (D/2) + f1 (d/2).
Так как второе слагаемое очень мало, то им пренебрегают. При φ= 0.15 для
пары сталь — сталь е<0.075 D.
f1= f2*0.2
е< f2 (D/2)=0.2* 120/2=12 (мм),
F*5=150*10
F=150*10/5=300 кгс.
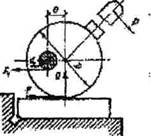
Рисунок 6.3 - Расчетная схема эксцентрикового прижима
5. Нормирование
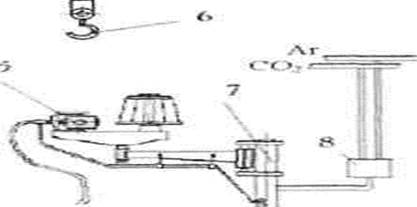
Для сборки-сварки подузла №1 используется сборочная плита. На нее укладываются базовые детали позиций 34. Сверху устанавливается деталь позиции 33. Прижимаются обе детали пневмоприжимами и ставятся четыре прихватки в среде защитных газов. Затем после проверки геометрических размеров, пневмоприжимы снимают и производят сварку по замкнутому контуру в среде (Аг+С02). После сварки зачищают шлифмашинкой ИП-2015, технические характеристики которой представлены в таблице А-3. После визуального контроля кантуют на 180° и устанавливают деталь позиции 31. Проводят те же операции, что и с предыдущими деталями. Теперь готовый узел проходит проверку соответствия размеров чертежу и отправляется на рабочее место общей сборки-сварки. Компоновка рабочего места сборки-сварки подузла представлен на рисунке 3.2. Техническое нормирование подузла №1 приведено в таблице 3.4.
^— **? / з
1 - пневмоприжим; 2 - изделие; 3 - стол; 4 - источник питания ВДУ-506; 5 -подающий механизм полуавтомата ПДГ-508; 6 - мостовой кран; 7 - колонна поворотная; 8 - смеситель; 9 - контейнер для деталей; 10 - контейнер для узлов Рисунок 3.2 - Компоновка рабочего места сборки-сварки подузла №1
Таблица 3.4 - Нормирование сборки-сварки подузла №1[7]
| №
| Переход
| Кол-во повторений
| Определяющий фактор
| Таблица или расчетная формула
| Норма времени
на переход
| Сумма
(2x5)
|
|
|
|
|
|
|
|
|
|
| Уложить базовую деталь 34
|
| G=27 кг, 240x700x20
| Табл.4.1
| 0,5
| 0,5
|
|
| Положить деталь 33
|
| G=7 кг, 190x580x8
| Табл.4.2
| 1,4
| 1,4
|
|
| Прижать и раскрепить
34,33
|
| G=34 кг
| Табл.4.3
| 0,13
| 0,26
|
|
| Прихватить
|
| lпр = 40 мм
| Табл.4.4
| 0,3
| 1,2
|
|
| Контроль
|
| lш = 1,16 м
| t = 0.1 + 0,09- и
| 0,28
| 0,28
|
|
| Сварка
|
| lш =1,16 м
υ = 0,183 м/мин
| t= lш / υc
| 6,339
| 6,339
|
|
| Очистка от брызг
|
| катет 6
| Табл.5.1
| 1,3
| 1,3
|
|
| Контроль
|
| lш =1Д6л
| Табл.5.2
| 0,46
| 0,46
|
|
| Повернуть на угол 180
|
| G=34 кг
| Табл.4.1
| 0,25
| 0,25
|
Окончание таблицы 3.4
|
|
|
|
|
|
|
|
|
| Уложить деталь 31
|
| G=21 кг
| Табл. 4.2
|
|
|
|
| Прихватить
|
| lпр =160 мм
| Табл.4.4
| 0,3
| 1,2
|
|
| Контроль
|
| lш= 1,7 м
| t = 0.1 + 0,09-17
| 0,28
| 0,28
|
|
| Сварка
|
| lш= 1,7 м
υ= 0,183 м/ мин
| t= lш / υc
| 9,29
| 9,29
|
|
| Очистка от брызг
|
| катет 6
| Табл.5.1
| 1,3
| 1,3
|
|
| Контроль
|
| lш = 17 м
| Табл.5.2
| 0,46
| 0,46
|
|
| Снять и отвести
|
| G=55 кг
| Табл. 1.2
|
|
|
| Итого Топ =27,519 мил
Тшк = 27,519 • 1,24 = 34,12 мин
|
3.5 Сборка-сварка подузла № 2
Изготовление подузла № 2 производится на том же рабочем месте, что и изготовление подузла № 1. Компоновка рабочего места представлена на рисунке 3.3. Техническое нормирование изготовления подузла №2 представлено в таблице 3.5.
1 - пневмоприжим; 2 - изделие; 3 - стол; 4 - источник питания ВДУ-506; 5 - подающий механизм полуавтомата ПДГ-508; 6 - мостовой кран; 7 -колонна поворотная; 8 - смеситель; 9 - контейнер для деталей; 10 - контейнер для готовых узлов.
Рисунок 3.3 - Компоновка рабочего места сборки-сварки подузла №2
Изготовление начинается с поступления готовых деталей, соответствующих чертежу и прошедших входной контроль. На сборочную плиту устанавливается деталь позиции 17. Сверху укладываются две детали позиции 16 на места, заранее размеченные. Все зажимают пневмоприжимами. Производится прихватка и сварка в среде защитных газов. Далее производится очистка шлифмашинкой ИП-2015. Готовый узел проходит визуальный контроль и отправляется на рабочее место общей сборки-сварки.
Таблица 3.5 - Нормирование сборки-сварки подузла №2[7]
| №
| Переход
| Кол-во повторений
| Определяющий фактор
| Таблица или расчетная формула
| Норма времени
на переход
| Сумма (2x5)
|
|
|
|
|
|
|
|
|
|
| Уложить базовую деталь 17
|
| G=12 кг,
285x550x10
| Табл.4.1
| 0,32
| 0,32
|
|
| Положить деталь 16
|
| G=0,5 кг, 60x60x10
| Табл.4.2
| 0,05
| 0,1
|
|
| Прижать и раскрепить 16,17
|
| G=12,5 кг
| Табл.4.3
| 0,13
| 0,26
|
|
| Сварка
|
| lш =0,24 л, υ=0,183 м/ мин
| t= lш / υc
| 1,31
| 1,31
|
|
| Очистка от брызг
|
| катет 6
| Табл.5 Л
| 1,3
| 1,3
|
|
| Контроль
|
| lш = 0,24 м
| Табл.5.2
| 0,28
| 0,56
|
|
| Снять и отнести
|
| G=12,5 кг
| Табл. 1.1
| 0,16
| 0,16
|
| Итого Топ = 2,702 мин
Тшк =2,702-1,24 = 3,35мин
|
3.6 Сборка-сварка узла № 1
Сборка-сварка технологического узла №1 производится в специализированном приспособлении, общий вид которого представлен на четвертом листе графической части выпускной работы.
Приспособление для сборки узла №1 представляет собой рамную конструкцию 2, изготовленную из швеллера №12П, установленную на четырех стойках. Сверху на раму приварен лист на котором расположены элементы сварочного приспособления: неподвижные упоры, пневмоприжимы. Приспособление установлено в кантователь с подъемными центрами, техническая характеристика которого представлена в таблице А-6.

1 - кантователь; 2 - рама приспособления; 3 - изделие; 4 - подающий механизм полуавтомата ПДГ-508; 5 - колонна поворотная; 6 - смеситель; 7 -мостовой кран; 8 - контейнер для деталей; 9 - контейнер для готовых узлов.
Рисунок 3.4 - Компоновка рабочего места сборки-сварки узла №1
Сварка осуществляется в следующей последовательности: на приспособление укладываются по упорам подузел 1,2; базовые детали позиций 32, 19, 32, 31, 19, 20, 30, 21, 29, 22; сверху укладываются по упорам и размещенным осевым линиям уголки позиций 1, 2, 5, 6, 7, 8, 9, 10, 11; после поочередного зажатия в пневмоприжимах ставятся прихватки; проверяют геометрию и производят сварку в среде защитного газа. Полуферму очищают от брызг расплавленного металла шлифмашинкой ИП-2015 и кантуют на 180°. Технические характеристики шлифмашинки представлены в таблице А-5.
Для кантования используется кантователь двухстоечный с подъемными центрами КДП-4. При кантовании центры кантователя опускаются и укладывают гюлуферму на плиту снабженную упорами и пневмоприжимами. Закрепив пневмоприжимами, по копиру собирают и сваривают вторую половину фермы. Затем вставляют прокладки позиции 18 на свои места, согласно чертежу, после прокладки сваривают. Затем очищают от брызг металла и проводят визуальный контроль и контроль геометрических размеров. Готовый узел отправляют на общую сборку-сварку.
Таблица 3.6 - Нормирование сборки-сварки узла №1[7]
| №
| Переход
| Кол-во повторений
| Определяющий фактор
| Таблица или расчетная формула
| Норма времени
на переход
| Сумма (2x5)
|
|
|
|
|
|
|
|
|
|
| Уложить базовые детали подузел 1,подузел 2, 32, 31", 19, 20,30,21, 29,22
|
| G=219 кг
| Табл.4.1
| 0,5335
| 5,335
|
|
| Переходы рабочего
|
| 3 м
| Табл. 1.7
| 2,09
| 4,18
|
|
| Прижать и раскрепить
|
| G=219 кг
| Табл.4.3
| 0,12
| 4,68
|
|
| Прихватить
|
| Катет 6
| Табл.4.4
| 0,34
| 16,32
|
|
| Сварка
|
| 1ш=9,4м
υ=0, 83 м/мин
| t= lш / υc
| 51,37
| 51,37
|
|
| Повернуть на угол 180°
|
| G=792,5 кг
| Табл.4.1
| 2,6
| 2,6
|
|
| Уложить детали 1, 2, 5,6,7,8,9,
|
| G=611 кг
| Табл. 4.2
| 61,1
| 61,1
|
|
| 10,11
|
|
|
|
|
|
|
| Уложить детали 1,2, 5, 6, 7, 8, 9, Ю,
|
| G=594 кг
| Табл. 4.2
| 63,2
| 63,2
|
|
| Прихватить
|
| Катет 6
| Табл.4.4
| 0,34
| 17,68
|
|
| Сварка
|
| 1ш =14 м
υ= 0,183 м/мин
| t= lш / υc
| 76,5
| 76,5
|
|
| Очистка от брызг
|
| катет 6
| Табл.5.1
| 1,3
| 1,7
|
|
| Контроль
|
| 1ш=14м
| Табл. 5.2
| 0,03
| 0,27
|
|
| Уложить детали 18, 26
|
| G=2 кг
| Табл. 4.2
| 0,028
| 0,56
|
|
| Снять и отвести
|
| G=1480 кг
| Табл. 1.2
|
|
|
| Итого Топ = 308,5 мин
Тшк = 308,5 • 1,24 = 382,56 мин
|
3.6.1 Расчет несущих элементов и прижимов приспособления для сборки-сварки узла № 1.
3.6.1.1 Расчёт рамы приспособления
Расчёт рамы приспособления производится с допускаемой нормально-распределённой нагрузкой ^, состоящая из веса собираемого узлаР! и веса элементов Р2, то есть:
РƩ=Р1+Р2,кг
Р1=1379 кг, Р2=161,2 кг РƩ=1379+161,2=1540,2кг;
(3.29)
Расчётная схема рамы приспособления представлена на рисунке 3.5 Равномерно-распределённая нагрузка q:
q= РƩ /L
где L - длина рамы приспособления, L=Т200 (см),
q=1540,2/1200=1,28 (кг/см);
Реакции опор А и Б:
RA = RБ = 1/2 *q*L, (кг*см)
(3.31)
Поперечная сила (^:
Q1=Q2=±P/2,кг
(3.32)
172 = 600 см
пг
п
Ь= 1200 см
+ 385,05 кг б)
в)
230400 кг-см
385,05 кг
Мизг
Рисунок 3.5 - Расчётная схема рамы приспособления (а), эпюра поперечных сил (б), эпюра изгибающего момента в середине пролета (в)
Необходимый момент сопротивления сечения:
WX =
(3.34)
где [σи] -допускаемое нормальное напряжение, [σи]=1600 (кг/см),
230400.
Wх=---------- = 144 (см3).
1600 ^ ;
По ГОСТ 8240-97 ближайший швеллер № с Wх=153,0 (см3) [5].
Исходя из конструктивных соображений принимается швеллер №20П, с Wх =50,8 (см3), при Iх= 1530,0 (см) и рассчитывается максимальный прогиб по формуле:
fmax =5*q*L4/384*E*Ix (см)
fmax =5*1,28*200² / 384*2*10 6*1530=0,8(см)
Допускаемый прогиб:
h/L≤1/200→f =L/200
f =300/200 (ῆi)
(3.37)
Вывод: выполненная из швеллера №20П рама приспособления не потеряет устойчивость, так как fmax < fуст.
усилия
3.6.1.2 Расчет прижатия
Рисунок 3.6 - Схема загрузки кантователя
Усилие зажима Р узла масса <3, свариваемого в двухстоечном поворотном кантователе, находятся из условия, что силы прижатия Р обеспечивает сцепление установочных поверхностей М и свариваемого узла с поверхностью рамы приспособления и препятствует выпадению узла при повороте в наиболее опасное положение (поворот на 90° на плоскости). В этом случае усилие
Р = k*μ*Q/2 кг,
(3.38)
где k - коэффициент запаса: k=1,5; [3]
μ - коэффициент трения скольжения стали по стали, μ =0,2 [3]; Q- масса узла, Q=1379 кг.
P =1,5*0,2*1379/2=206,85 кг
3.6.1.3 Расчет пневматического прижима
м
|
|
|
|
| (\ -^-/ /------------------------ V
|
|
|
|
| Ъ
| \Х^р/ \
|
|
|
|
--- ~Л^4-/р/
|
|
| У
|
|
|
|
|
|
| -и-------------------------
| -----»»
| 275мм
■«■*------- Щшг-
|
|
| | | | | | | |
Рисунок 3.7 - Общий вид пневмоприжима
В сборочно-сварочном производстве нашли широкое применение различные зажимные устройства, действующие от пневматического привода. Такой привод прост по конструкции и в управлении, является быстродействующим, надежен и имеет сравнительно малую стоимость. Расчет диаметра пневмоцилиндра:
Dп.ц = √4*Pпр/3,14*η*ρ
где Рпр - усилие прижатия, РПр=206,85 (кгс); ρ - давление сжатого воздуха, ρ =4 (кгс/см); η - КПД, учитывающий потери в пневмоцилиндре, 71=0,875.
Тогда:
Dп.ц = √4*206,85/3,14*0,875*4 (см)=86,8 (мм)
ч '
По ГОСТ 15608-81 ближайшее большее значение диаметра пневмоцилиндра Т>п.ц=Ю0 (мм), с диаметром штока Ош=25 (мм).
Принимается пневмоприжим 1111-100x1000 по ГОСТ 15608-70
Изгибающий момент действующий на стойку пневмоприжима:
Мизг=Рпр *А, Н*м, (3.40)
Для определения сечения прижимной стойки необходимо рассчитать изгибающий момент действующий на стойку А=250 мм и Рпр=2068,5 (кгс):
Мизг=2068,5*0,250=517 Н*м.
Допускаемый момент сопротивления сечения стойки:
Wх=Mизг/ [σ И],(см3), (3.41)
Wх= 485,5*10/1600=3,23,
где [аи] -допускаемое нормальное напряжение, [о"и]=1600 (кг/см);
| щ
|
|
| ш!
| "
|
| /7
—«=(----------- &>—■
|
|
К
У
Рисунок 3.8 - Сечение стойки пневмоприжима
Сечение стойки пневмоприжима, представленное на рисунке 3.8 определяется по формуле:
Wх = δ*h²/6→√Wх*6/δ
где 8 - толщина стойки, принимается δ =10 (мм);
h=√3,23*6/1=4,4(см)
Принимается h=5 (см)
3.7 Сборка-сварка узла №2
При сборке-сварке узла №2 используется кантователь модели с закрепленным на нем специализированном приспособлении, специально спроектированном для этого узла. Общий вид приспособления представлен на пятом листе графической части.
Приспособление состоит из рычажного кантователя и двух рам, закрепленных в рычажном кантователе. Также снабжена пневмоприжимами для захвата сваренной полуфермы. Вся эта конструкция закреплена на сборочно-сварочной плите, на которой находятся пневмоприжимы для жесткого закрепления отдельных деталей конструкции узла №2.
Сборка узла начинается с установки базовых деталей позиций 24, 25, 27, 28 в упоры. Следом укладывают уголки позиций 3, 4, 8, 12. Производится прижатие пневмоприжимами, установленными на плите. Затем ставятся прихватки и после проверки геометрии швов, производится сварка в среде смеси углекислого газа. Полученную полуферму, при помощи механизма приспособления с одной половины приспособления перекладывают на другую. Укладывают уже по полученному шаблону остальные детали позиций 3, 4, 8, 11, 12. Закрепляются пневмоприжимами. Ставятся прихватки. Далее производят сварку в среде защитных газов. После сварки последнего шва конструкцию очищают от брызг металла и проводят визуальный контроль.
V
Л г
СО:--
\
*1 'V """"""И"** -К О
$~-\7^1
4-*-
ш
/
7 10
1 - кантователь; 2 - изделие; 3 - рама приспособления; 4 - подающий механизм полуавтомата ПДГ-508; 5 - мостовой кран; 6 - колонна поворотная; 7 - источник питания ВДУ-506; 8 - смеситель; 9 - контейнер для деталей; 10 -
контейнер для готовых узлов. Рисунок 3.9- Компоновка рабочего места сборки-сварки узла №2
Таблица 3.7 - Нормирование сборки-сварки узла №2[7]
| №
| Переход
| Кол-во повторений
| Определяющий фактор
| Таблица или расчетная формула
| Норма
времени
на
| Сумма
(2x5)
|
|
|
|
|
|
| переход
|
|
|
|
|
|
|
|
|
|
|
| Уложить базовые детали подузел 24, 25, 27, 28
|
| G=125 кг
| Табл.4.1
| 0,675
| 2,7
|
|
| Переходы рабочего
|
| 3 м
| Табл. 1.7
| 0,26
| 0,78
|
|
| Уложить детали 4, 10, 11, 12
|
| G=122 кг
| Табл.4.2
| 4,3725
| 17,49
|
|
| Уложить детали 4, 10,11,12,8
|
| G=141 кг
| Табл.4.2
| 18,89
| 18,89
|
|
| Прижать и раскрепить
|
|
| Табл.4.3
| 0,13
| 2,08
|
|
| Прихватить
|
| Катет 6
| Табл.4.4
| 1,3
| 18,4
|
|
| Сварка
|
| l ш =11,139
υ= 0,183 м/мин
| t= l ш / υ c
| 60,87
| 60,87
|
Окончание таблицы 3.7
|
|
|
|
|
|
|
|
|
| Повернуть па угол
180°
|
| G=281 кг
| Табл. 1.2
| 2,2
| 2,2
|
|
| Уложить детали 18, 26
|
| G=2кг
| Табл. 4.2
| 0,028
| 0,196
|
|
| Очистка от брызг
|
| катет 6
| Табл.5.1
| 0,3
| 1,2
|
|
| Контроль
|
| lш =11,139
| Табл. 5.2
| 0,3
| 1,2
|
|
| Снять и отвести
|
| G=446 кг
| Табл. 1.2
| 2,26
| 2,26
|
| Итого Топ =128,27 мин
Тшk = 128,27-1,24 = 159,06 мин
|
3.7.1 Расчет несущих элементов и прижимов приспособления для сборки-сварки узла №2.
Расчет аналогичен расчету несущих элементов и прижимов приспособления для сборки-сварки узла №.1. Рама приспособления выполнена
из швеллера №20П, а элементы, обеспечивающие жесткость из швеллера № 1 ОП по ГОСТ 8240-97.
Расчет пневмоприжимов аналогичен расчету, выполненному в пункте 3.6.1.3. Принимается пневмоприжим 1111-50x100 по ГОСТ 15608-70.
3.8 Общая сборка-сварка стропильной фермы
На сборочной плите с помощью прижимов закрепляются в упорах узел №1 и узел№2. Следом устанавливаются детали позиций 23 и прижимаются пневмоприжимами. Производится сварка в среде (Аг+С02). Затем свариваются прокладки 26, установленные согласно чертежу.
Так как детали позиций 14 и 15 устанавливаются с боковой стороны в вертикальном положении, используются отверстия. Прижимаются пневмоприжимами. Производится сварка. Затем привариваются детали позиций 13.
Далее с помощью мостового крана конструкция кантуется на 180°. Аналогично привариваются оставшиеся детали позиций 23 и прокладки 26.
После очистки от брызг и визуального контроля конструкция стропильной фермы отправляется в ОТК.
1 - пневмоприжим; 2 - изделие; 3 - стол; 4 - источник питания ВДУ-506; 5 - подающий механизм полуавтомата ПДГ-508; 6 - мостовой кран; 7 -колонна поворотная; 8 - смеситель; 9 - контейнер для деталей; 10 - контейнер для готовых узлов.
Рисунок 3.10 - Компоновка рабочего места общей сборки-сварки
Таблица 3.8 - Нормирование общей сборки-сварки [7]
| №
| Переход
| Кол-во повторений
| Определяющий фактор
| Таблица или расчетная формула
| Норма времени на переход
| Сумма (2x5)
|
|
|
|
|
|
|
|
|
|
| Уложить базовые узлы 1,2
|
| G=1825 кг
| Табл.4.1
| 5,05
| 10,1
|
|
| Уложить
деталь 23
|
| G=5кг
| Табл.4.2
|
|
|
|
| Переходы рабочего
|
| 3 м
| Табл. 1.7
| 0,75
| 3,75
|
|
| Прижать и раскрепить
|
| G=5 кг
| Табл.4.3
| 0,13
| 1,56
|
|
| Прпхва^тт,
|
| Катет 6
| Табл.4.4
| 1,3
|
|
|
| Сварка
|
| l ш =7,15 м υ = 0,183 м/мин
|
| 39,08
| 39,08
|
|
| Уложить деталь 26
|
| G=1 кг
| Табл.4.2
| 0,028
| 0,084
|
Окончание таблицы 3.8
|
|
|
|
|
|
|
|
|
| Повернуть на угол 90 °
|
| G=1835 кг
| Табл. 1.2
|
|
|
|
| Уложить деталь 13
|
| G=6 кг
| Табл.4.2
| 1Д
| 4,4
|
|
| Уложить
деталь
14,15
|
| G=50 кг
| Табл.4.2
| 2,5
|
|
|
| Повернуть на угол 90 °
|
| G=1960 кг
| Табл. 1.2
| 3,3
| 3,3
|
|
| Очистка от брызг
|
| катет 6
| Табл.5.1
| 0,3
| 3,6
|
|
| Контроль
|
| lш= 7,151 м
| Табл.5.2
| 0,3
| 3,6
|
|
| Снять и отвести
|
| G=1970 кг
| Табл. 1.2
| 3,1
| 3,1
|
| Итого Топ = 112,274 мин
Тшк = 112,274 -1,24 = 139,22 мин
|
3.8.1 Расчет несущих элементов и прижимов приспособления для общей сборки-сварки.
Расчет аналогичен расчету несущих элементов и прижимов приспособления для сборки-сварки узла №.1. Рама приспособления выполнена из швеллера №20П по ГОСТ 8240-97.
Расчет пневмоприжимов аналогичен расчету, выполненному в пункте 3.6.1.3. Принимается пневмоприжим 1111-125x100 по ГОСТ 15608-70.
Все расчеты норм времени сведены в таблицу 3.9
Таблица 3.9 - Расчеты норм времени
| Технологическая операция
| Тшт.к.9 мин
| ЕТшт.к., мин
|
| 1. Сборка-сварка подузлов
| 37,48
| 718,31
|
| 2. Сборка-сварка узла №1
| 382,56
|
| 3. Сборка-сварка узла №2
| 159,06
|
| 4. Общая сварка стропильной фермы
| 139,22
|
3.9 Контроль качества изготовления стропильной фермы Ультразвуковой метод контроля.
Метод, используемый в данной работе, является одним из наиболее прогрессивных методов контроля сварных швов.
Этот метод основан на способности высокочастотных колебаний, частотой около 20000 Гц, проникать в металл и отражаться от поверхности дефектов (от встретившихся препятствий). Отраженные ультразвуковые колебания имеют ту же скорость, что и прямые колебания. Это свойство имеет основное значение в ультразвуковой дефектоскопии.
Узкие направленные пучки ультразвуковых колебаний для целей дефектоскопии получают при помощи пьезоэлектрических пластин кварца или титаната бария (пьезодатчика). Эти кристаллы, помещенные в электрическом поле, дают обратный пьезоэлектрический эффект, т. е. преобразуют электрические колебания в механические. Таким образом, пьезо-кристаллы под действием переменного тока высокой частоты (0,8 — 2,5 МГц) становятся источником ультразвуковых колебаний и создают направленный пучок ультразвуковых волн в контролируемую деталь.
Отраженные ультразвуковые колебания улавливаются искателем (щупом) и затем преобразуются в электрические импульсы. Отраженные электрические колебания через усилитель подаются на осциллограф и
вызывают отклонение луча на экране электронной трубки. По виду отклонения судят о характере дефекта.
Схема ультразвукового метода контроля сварных соединений показана на рисунке 3.11
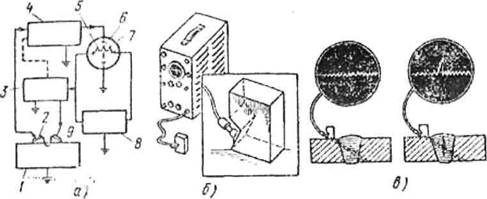
а - схема, б - общий вид дефектоскопа, в - сигналы на экране осциллографа (слева - шов без дефекта, справа - с трещиной и непроваром); 1 -испытуемый образец, 2 - приемник, 3 - генератор, 4 - усилитель, 5 - начальный импульс, 6 - сигнал от дефекта, 7 - ложный сигнал, 8 - генератор развертки, 9 -излучатель.
Рисунок 3.11 - Ультразвуковой метод контроля
Современные ультразвуковые дефектоскопы работают по схеме импульсного излучения, т. е. ультразвуковые колебания от пьезокристалла посылаются не непрерывно, а импульсами; во время пауз отраженные колебания поступают на тот же пьезокристалл, что обеспечивает высокую чистоту приема отраженных волн.
Пьезокристалл ультразвукового дефектоскопа помещается в специальный призматический или плоский щуп. Поверхность, по которой перемещаемся щ>п, должна быть зачищена до металлического блеска. Для обеспечения необходимого акустического контакта между щупом и контролируемым изделием наносится слой минерального масла.
Промышленностью выпускаются ультразвуковые дефектоскопы УД2-12, УД-55ЭМ, ДУК-13ИМ и др. Чувствительность дефектоскопов обеспечивает выявление дефектов площадью 2 мм и более. В настоящем проекте использован ультразвуковой дефектоскоп УД2-12. Технические характеристики представлены в таблице А-7.
7 Планировка участка