Недостатки существующего технологического процесса и мероприятия по их устранению приведены в таблице 2.1.
Все перечисленные ниже недостатки ведут к увеличению трудоёмкости, снижению качества изготовляемой продукции, увеличению себестоимости продукции, и как следствие уменьшению спроса на неё.
Таблица 4
Недостатки существующего технологического процесса и мероприятия по их устранению
| Операция
| Недостатки
| Рекомендации по устранению недостатков
|
| Механическая резка
| Невозможность фигурной резки металла, ограничение по типу металла и разрезаемых толщин листа, а так же относительно невысокую точность в геометрии получаемых металлических полос.
| Замена рубки металла на газовую резку с ЧПУ.
|
| Сборо-сварочная
| Отсутствует поузловая сборка-сварка, при существовании возможности разбиения конструкции на узлы
| Разбить конструкцию на узлы и применить поузловую сборку-сварку
|
| Разметка
| Лишнее время на разметку листа металла, требует наличие шаблонов.
| При использовании газовой резки с ЧПУ отсутствует надобность использования разметки по шаблону.
|
| Сборо-сварочная
| Отсутсвие
приспособлений для удобной и качественной сборки конструкции
| Использование специальных и нестандартных приспособлений
|
Проектирование нового технологического процесса
Описание технологического процесса (с компоновками рабочих мест).
Заготовительное отделение
Первоначально производится входной контроль материала прибывшего на центральный склад. К входному контролю допускается продукция, принятая ОТК представительством поставщика и поступившая с сопроводительной документацией, оформленная в установленном порядке. Проверяются сопроводительные документы, удостоверяющие качество продукции. Далее продукция регистрируется в журналах учёта результатов входного контроля. Контроль качества продукции проводится по технологическому процессу входного контроля. Эта технологическая документация на процессы входного контроля по ГОСТ 14317-81 разрабатывается технологическими службами предприятия по согласованию с ОТК и (или) с представительством поставщика й'"-утверждается ч главным инженером предприятия. На основе прошлых результатов испытаний и анализов входного контроля листовой металл на данном предприятии подвергается только визуальному осмотру на наличие дефектов (расслоение, трещины, раковины, закаты, газовые пузыри), если металлопрокат не имеет дефектов, то на него составляется сертификат качества, металл дополнительно маркируется краской и складируется. При выявлении в процессе входного контроля несоответствия установленным требованиям металл бракуется (маркируется «Брак») и возвращается поставщику с предъявлением рекламации.
Правка
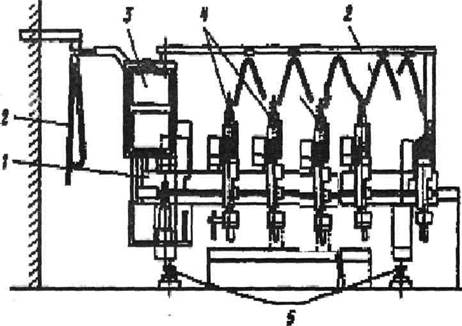
Со склада с помощью мостового крана листы поставляются на место правки. Листы укладываются на рольганг многовалковой листоправильной машины ЛП 16.30 и закладываются в зазор между верхними и нижними валками, расположенными в шахматном порядке. Зазор между верхними и нижними валками устанавливается несколько меньше толщины выпрямляемого листа. При движении лист многократно изгибается, и в нем появляются упруго пластические деформации или пластические деформации, которые растягивают лист и устраняют неровности. Нижние валки имеют привод вращения. Верхние вращаются за счет трения. Листы пропускаются через валки до исправления. После правки листы отправляются на термическую машинную резку. Так же правка необходима для деталей после газовой резке.

1 - подающий рольганг; 2 - листоправильная машина;
3 - принимающий рольганг; 4 - мостовой кран
Рисунок 11 - Схема компоновки рабочего места правки листов на
листоправильной машине модели ЛП 16.30
Термическая машинная резка
Это машины для фигурной и прямолинейной резки листового проката из углеродистой или низколегированной стали со скосом кромок и без него. Машина "Комета" (смотреть приложение Б) имеет устройства разметки (рисунок 2.2).
"Комета": 1 — портал; 2 — газовые коммуникации; 3 — блок управления; 4 — 4 резака; 5 — рельсы; 6 — электроблок; 7— стол Рисунок 12 - Портальная машина для кислородной резки
«Комета» - машина газокислородной резки портального типа, имеющая, мощную металлоконструкцию и портал высокой жесткости, что позволяет установить на него до 8 газокислородных суппортов при ширине рабочей зоны до 8 метров. Технические решения, позволяют избегать возникновения тжзшмх деформаций металлоконструкции машины, которые вероятны при резке толстолистозого металла (от 80 мм и более).
Применение машины «Комета» наиболее эффективно для резки металла свыше 20мм. несколькими резаками. При этом большое значение имеет правильный выбор технологии раскроя и оптимальный выбор расположения ридеталей на листе, что достигается за счет применения специализированных САПР.
В качестве рабочего газа применяются: кислород, природный газ, пропан-бутан. Процесс протекает в следующем порядке: при помощи мостового крана металл подается на складское место, затем с этого складского места поочередно (по одному листу) с помощью крана лист укладывается на упоры машины, после введения всех режимов резки в машину производиться резка четырьмя резаками (головками), установленными на портале. После окончания резки и остывания металла, заготовки укладывают на рабочий стол, расположенный рядом с машиной, где производится зачистка шлифмашинкой. Готовые заготовки складируют на временном складском месте. После чего их отправляют на сборку-сварку. (Технические характеристики машины приведены в приложении А)
Таблица
Режимы работы машины газокислородной резки «Комета»
| Количество резаков, шт.
|
|
| Скорость резки металла, м\мин
| При ᵟ=20 мм
| При ᵟ=30 мм
| При ᵟ=40 мм
|
ᶹ=0,5
| ᶹ=0,33
| ᶹ=0,2
|
Сверловка
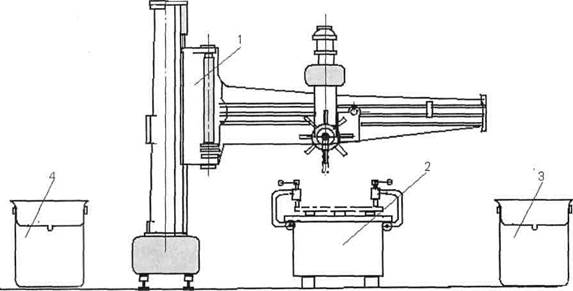
После окончания сварочных процессов конструкция отправляется на разметку, которая производится при помощи разметочного циркуля и кернера, и в последующем отправляется на сверловку на радиально-сверлильный станок Я230100. Способ заключается в просверливании отверстий на сквозь по накладному кондуктору и рассверливания их под нужный диаметр. Сверлильный станок оснащен рабочим столом, с прорезями для крепления заготовок. Транспортировка заготовок производится мостовым краном и вручную. Сверловка выполняется диаметрами 22, 18, 82, 60 мм.
Рисунок 13 - Компоновка рабочего места сверловки на радиально-сверильном
станке К230100
Радиально-сверлильный станок серии К230100 предназначен для сверления, рассверливания, зенкерования, развертывания, подрезки торцов, нарезания резьбы метчиками и выполнения других подобных операций. Станина, колонна и рукав выполнены из высококачественного чугуна, благодаря чему сверлильный станок обладает великолепной жествостью. Применение приспособлений и специального инструмента на сверлильном станке значительно повышает производительность и расширяет круг возможных операций, позволяет производить на них выточку внутренних канавок, вырезку круглых пластин из листа и т. д.
Таблица
Режимы сверления станка К230100
| Скорость вращения шпинделя, об\мин
| Диапазон подач шпинделя, мм\об
| Максимальный диаметр отверстия, мм
|
|
| 3,20
|
|
Зачистка
Операция производится на столе зачистки. Обработка заключается в
очистке металла при помощи пневматической ручной шлифовальной машины.
Очистка осуществляется для удаления грата и брызг расплавленного металла с
поверхности детали. Шлифовальная машинка ИП-2203А (смотрите
приложение Б) используется вместе с защитными очками. Также используется молоток, зубило и металлическая щётка. Частота вращения шпинделя на машинке П-2020, под нагрузкой 7500 об/мин. Расход воздуха - 1,2 м3/мин.
Зачистка выполняется одним рабочим. Транспортировка заготовок осуществляется при помощи мостового крана и вручную.