Технологический процесс изготовления фермы
С соседнего заготовительного участка детали поступают на склад, где производится их сортировка, проверка на наличие дефектов, а при наличии дефектов их отбраковка.
Перед отправкой на рабочие места сборки и сварки кромки и места сопряжения деталей осматривают и при наличии загрязнений очищают с помощью электрошлифовальной машины.
2.1.1 Правка
Со склада с помощью мостового крана листы поставляются на место правки. Листы укладываются на рольганг 7-валковой листоправильной машины ЛП 16.30 и закладываются в зазор между верхними и нижними валками, расположенными в шахматном порядке. Зазор между верхними и нижними валками устанавливается несколько меньше толщины выпрямляемого листа. При движении лист многократно изгибается, и в нем появляются упруго пластические деформации или пластические деформации, которые растягивают лист и устраняют неровности. Нижние валки имеют привод вращения. Верхние вращаются за счет трения. Листы пропускаются через валки до исправления. После правки листы отправляются на термическую машинную резку. Так же правка необходима для деталей после газовой резке.

1 - иодающий рольганг; 2 - листоправильная машина;
3 - принимающий рольганг; 4 - мостовой кран
Рисунок - Схема компоновки рабочего места правки листов на
листоправильной машине модели ЛП 16.30
Механическая резка металла
Далее производится изготовления деталей для данной конструкции: Швеллера, уголки и квадратные трубы вырезаются из готового проката при помощи гильотинных ножниц марки Н5222А.
Мостовым краном подается лист. Разрезаемый лист устанавливается на стол, укрепляется, делается разметка, размечают линию реза и начинается процесс резки. Отрезка производится последовательно по разметки и по упору.
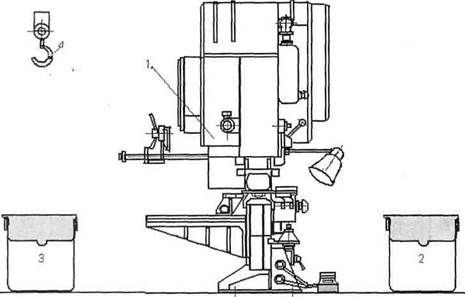
Рисунок 5 - Компоновка рабочего места механической рубки на пресс-ножницах комбинированные Н5222А
Сверловка
Детали после сварки, которые крепятся болтовыми соеденениями, после сварки отправляются на разметку, которая производится при помощи разметочного циркуля и кернера, и в последующем отправляется на сверловку на радиально-сверлильный станок 2Н57. Операция производится на радиалыю-свер л ильном станке. Способ заключается в просверливании отверстий на сквозь по накладному кондуктору и рассверливания их под нужный диаметр.
Сверлильный станок оснащен рабочим столом, с прорезями для крепления заготовок. Операция выполняется двумя рабочими. Транспортировка заготовок производится мостовым краном и вручную. Затем детали проходят заточку, до нужного диаметра на расточном станке 2В622Ф4.

Рисунок 7 -Радиально-сверлильный станок 2Н57

Рисунок 8 - Расточной станок 2В622Ф4
Фрезеровка
Стенки, ребра, отправляются на радиально-фрезерный станок 6Н11, для фрезерной обработки. Операция выполняется на вертикально-фрезерном станке. Способ заключается в фрезеровке фасок деталей. Фрезеровка фасок листа закрепленного прижимами стола на вертикально-фрезерном станке, производится фрезой, вращаемой головкой, которая перемещается вдоль кромки листа по вертикальным направляющим.
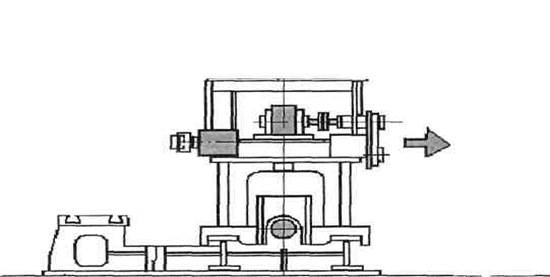 Рисунок 9 - Вертикально-фрезерный станок 6Н11
Рисунок 9 - Вертикально-фрезерный станок 6Н11
Зачистка
В заключении все детали проходят зачистку при помощи щёток для зачистки и шлифовальных кругов. Зачистка применяется на заготовках легированных и высоколегированных сталей (быстрорежущих, хромоникелевых, нержавеющих), когда приходится удалять сравнительно мелкие и неглубокие пороки. Эти стали, как правило, имеют высокую твердость и низкую пластичность, затрудняющие их зачистку Другими способами. Шлифовальные круги обычно крепятся на качающихся рычагах. Для зачистки используют бакелитовые круги диаметром 400—600 мм, вращающиеся со скоростью до 60 м/с.
Часто технологический процесс зачистки поверхностных дефектов на заготовках легированной и высоколегированной стали включает две операции: удаление с металла окалины травлением или дробеструйным способом (дробь изготовляется из специальной износостойкой стали или чугуна) и зачистку поверхности металла с помощью абразивных установок.







