Расчёт режимов резания будем вести по переходам операции.
2. Подрезать торцы 1, 3 t=2,0мм i=2. Шероховатость обработки Rа=3,2.
Состояние поверхности – необработанная поверхность заготовки – поковки.
Припуск на обработку – 2,0 мм;
Радиус при вершине резца r = 0,5 мм;
Материал – Т5К10;
Способ крепления пластины – двухплечим прихватом за выемку, углы в плане j=93°, g=8 Период стойкости – 80 мин;
Обработка производится в 2 прохода;
По карте 4 [3,40] определяем подачу Sot=0,6 мм/об;
Поправочные коэффициенты в зависимости от условий работы:
Кsn=1,0 – в зависимости от инструментального материала;
Кsk=1,1 – от способа крепления пластины;
Кsq=1.0 – от сечения державки;
Кsh=1,25 – от прочности режущей части;
Кsm=1,0 – от механических свойств обрабатываемого материала;
Кsr=1,0 – от схемы установки заготовки;
Кsy=1,05 – от геометрических параметров резца4
Кsj=1,0 – от жёсткости станка.
Кso=1,0´1,1´1,0´1,25´1,0´1,0´1,05´1,0=1,31
Sо=0,6´1,31=0,86 мм/об.
Скорость резания определяем по карте 21 [3,73]
Vтабл.=109 мм/мин.
Поправочные коэффициенты определил по [3,82]
Кvn=1,1 – от инструментального материала;
Кvs=1,0 – то механических свойств обрабатываемого материала;
Кvj=1,0 – от жёсткости станка;
Кvy=1,15 – от геометрических параметров резца;
Кvt=1,0 – от периода стойкости;
Кvж=1,0 – от наличия охлаждения.
Общий поправочный коэффициент равен:
Кvo=1,1´1,0´1,0´1,15´1,0´1,0=1,27
Окончательная скорость резания будет:
Vот=109´1,27=138,43 м/мин
Частота вращения шпинделя будет равна:
 , (1)
, (1)
где V – скорость резания;
D – диаметр обрабатываемой поверхности;
p - постоянная величина 3,14.
 об/мин.
об/мин.
Принимаю частоту вращения шпинделя, пф=250 об/мин.
Фактическая скорость резания будет равна:
 , (2)
, (2)
 м/мин.
м/мин.
Проверку выбранных режимов резания не провожу, т.к. обработка чистовая с малыми припусками, нагрузка при такой обработке будет значительно ниже, чем при черновой обработке.
Для остальных переходов операции режимы резания определяем аналогично по таблицам справочника [3].
Для переходов, выполняемых одним резцом, число оборотов принимаю одинаковым, а подачу разную, т.к. регулирование подачи резания бесступенчатое.
Расчёты по режимам оформляю в виде таблицы 3.
Таблица 3.
| Номер перехода
| Sо фактич
| nфакт., об/мин.
| Vфакт.
|
|
| 0,86
|
| 131,9
|
|
| 0,86
|
| 120,1
|
|
| 0,86
|
| 131,9
|
|
| 0,86
|
| 120,1
|
|
| 0,42
|
| 93,3
|
|
| 0,25
|
| 141,6
|
|
| 0,08
|
| 148,4
|
Определение норм времени
При точении формула определения штучного времени имеет вид:
 (3)
(3)
где Тца – время цикла автоматической работы станка;
Тв – вспомогательное время.
Тца = То +Тмв, (4)
где То – время основной работы станка;
Тмв – машинно-вспомогательное время.
Определим время основной работы станка (То):
 (5)
(5)
где Lр – длина обрабатываемой поверхности;
L1 – длина врезания и перебега:
L1 = 4 мм при точении
Переход 2:  мин
мин
Переход 3:  мин
мин
Переход 5  мин
мин
Переход 6  мин
мин
Переход 7  мин
мин
Переход 8  мин
мин
Переход 9  мин
мин
∑То = 0,54+0,16+0,54+0,39+0,4+0,44+0,18 = 2,65 мин.
Определим машинно-вспомогательное время (Тмв):
Тмв = Тмви + Тхх, (6)
где Тмви – время смены инструмента, затрачивается на поворот и фиксацию револьверной головки.
Тхх – время холостых ходов.
Определим машинно-вспомогательное время на автоматическую смену инструмента (Тмви):
Тмви = Кп ´ (Тп + Тф), (7)
где Тип – время поворота револьверной головки на 1 позицию, Тип=1сек;
Кп – количество позиций, на которые необходимо повернуть револьверную головку;
Тиф – время фиксации револьверной головки, Тиф = 2 сек.
Тмви = 1´8+2´3= 14 сек: 60 = 0,23 мин,
Определим время холостых ходов:
 , (8)
, (8)
где Lхх – длина холостого хода;
Sбх = 2400 мм/мин – поперечного хода;
Sбх = 4800 мм/мин – продольного хода.
Lхх = ∑Lхх.попер. + ∑Lхх.попрод, (9)
где Lхх.попер х – длина холостых ходов по оси Х;
Lхх.прод х – длина холостых ходов по оси Z
Lхх.попер= (30+54+54+30)´2+66+69+69+64+84+84 = 772 мм.
Lхх.прод = (120+2+2)´2+118+118+137+31+168 = 572 мм.
 мин.
мин.
Тмв = 0,23+0,44 = 0,67 мин.
Определим время цикла автоматической работы станка (Тца):
Тца= 2,65+0,67 = 3,32 мин
Определим вспомогательное время по литературе [9]:
Тв = Тв уст + Тв оп + Тв из, (10)
где Тв уст – время на установку, снятие детали, Тв уст = 0,39 мин
Тв оп – время, связанное с операцией:
- включить / выключить станок – 0,04 мин,
- открыть / закрыть щиток – 0,03 мин,
- ввести коррекцию – 0,04´6 = 0,24 мин.
Тв оп = 0,04 + 0,03 + 0,24 = 0,31 мин.
Тв из – вспомогательное время на контрольные измерения, так как замеры производятся во время работы станка.
Тв = 0,39 + 0,31 = 0,7 мин.
Тогда  мин
мин
Определим подготовительно-заключительное время по литературе [9]:
1) На организационную подготовку:
- получить наряд, технологическую документацию, режущий инструмент – 4мин,
- ознакомиться с технологической документацией – 2 мин,
- инструктаж мастера – 2 мин,
- проверить работу патрона – 6,5 мин.
2) Установить инструментальные блоки – 0,8´3 = 2,4 мин.
3) Установить исходные режимы резания – 4,2´ мин.
4) Установить исходные координаты – 4,5 мин.
5) Проверить работоспособность системы – 1,5 мин.
6) Записать программу в память считывающего устройства – 3,5мин.
Итого Тпз = 30,6 мин.
Литература
1. Балабанов А. Н. Краткий справочник технолога-машиностроителя – М.: Машиностроение, 1992-464с.
2. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: [Учеб.пособие для машиностроительных спец.вузов]. 4-е изд., перераб. и доп. - Мн: Высшая школа, 1983.-256с., ил.
3. ГузеевВ.И., БатуевВ.А., Сурков И.В. Режимы резания для токарных и сверлильно-фрезерных-расточных станков с числовым программным управлением: Справочник, -М: машиностроение, 2005. 368 с.
4. Технология машиностроения: В2кн. Кн.1. Основы технологии машиностроения: Учеб. пособ. для вузов/Э.Л.Жуков, И.И. Козарь,
С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина.-М.: Высш.шк., 2003.-278 с.: ил.
5. Технология машиностроения: В2кн. Кн.2. Производство деталей машин: Учеб. пособ. для вузов/Э.Л.Жуков, И.И.Козарь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина.-М.: Высш.шк., 2005.-295 с.: ил.
6. Курсовое проектирование по предмету «Технология машиностроения» Методические указания для учащихся средних специальных учебных заведений. в 2-х частях: Часть 1.- Днепропетровск,1990.-129с.: ил.
7. Курсовое проектирование по предмету «Технология машиностроения» Методические указания для учащихся средних специальных учебных заведений. в 2-х частях: Часть 2 Приложения- Днепропетровск,1990.-116с.: ил..
8. Нормативы режимов резания при работе на станках с ЧПУ. Днепропетровск: Центр по НОТ; 1985. 147с.
9. Нормативы времени при работе на станках с ЧПУ. Днепропетровск: Центр по НО, 1985.136с.
10. Обработка металлов резанием: Справочние технолога / А. А.Панов,
В. В. Аникин, Н.Г.Бойм и др: Под общей ред. А. А.Панова. - М.: Машиностроение 1988.-756с.
Приложение 3
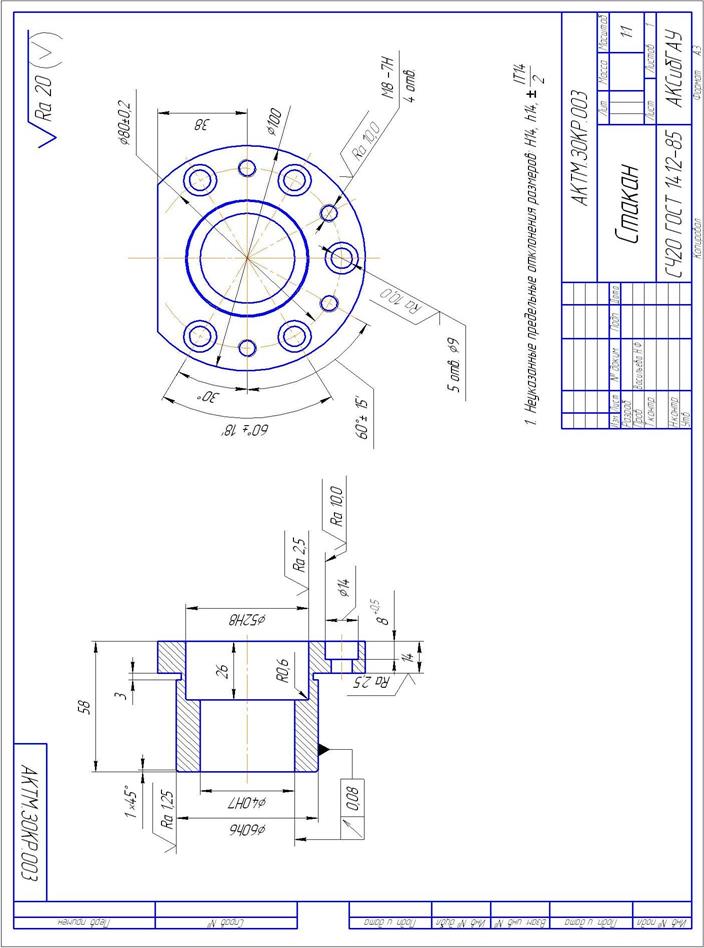
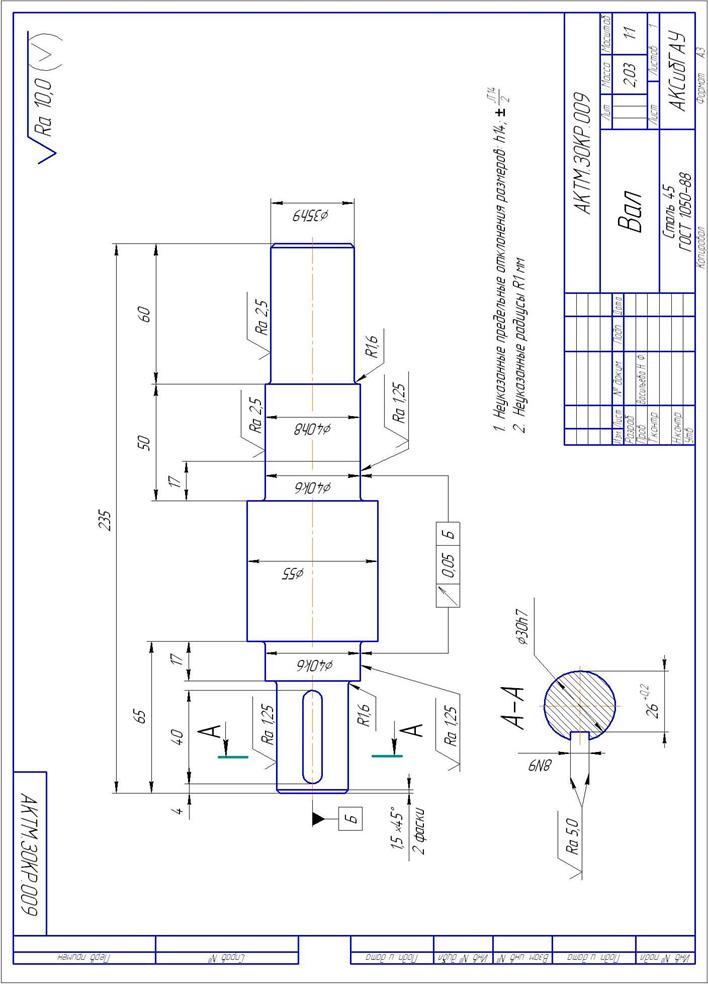
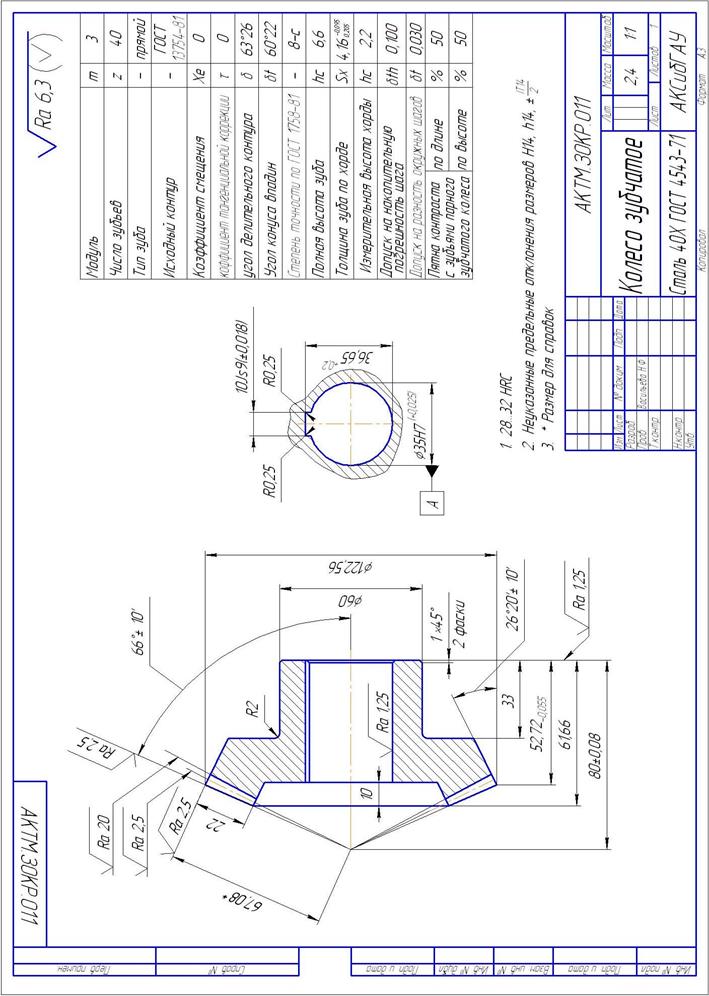
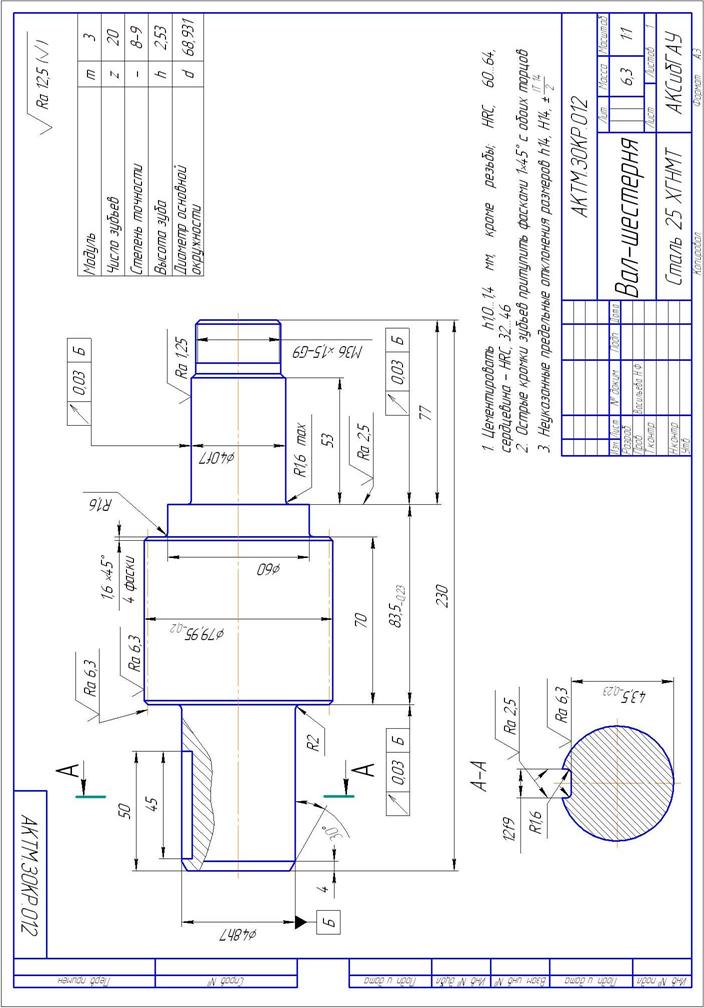
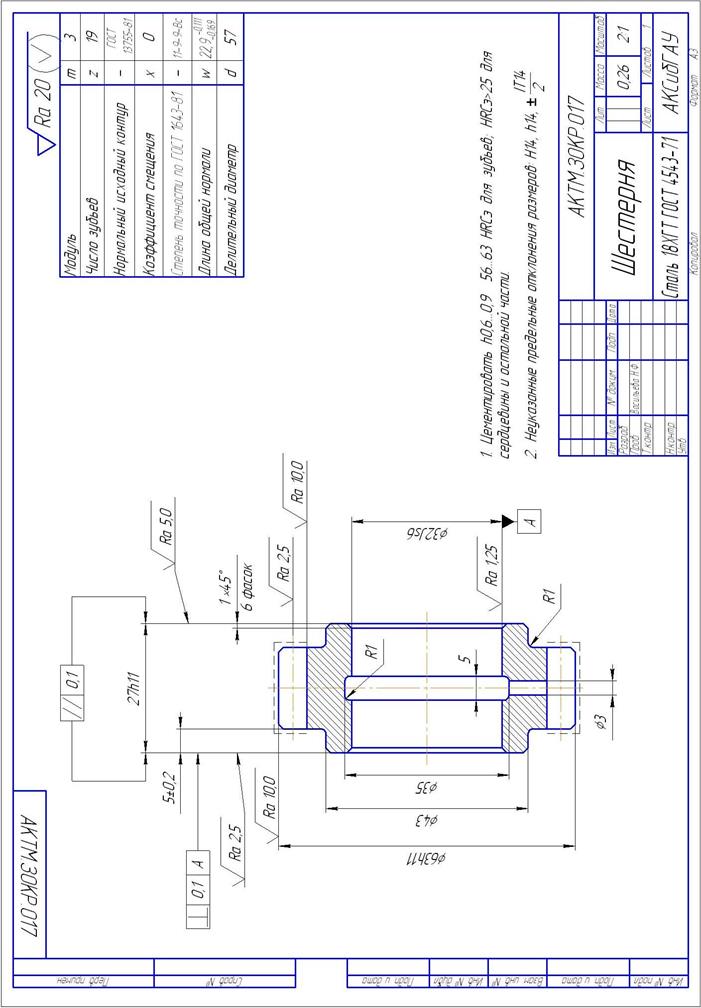
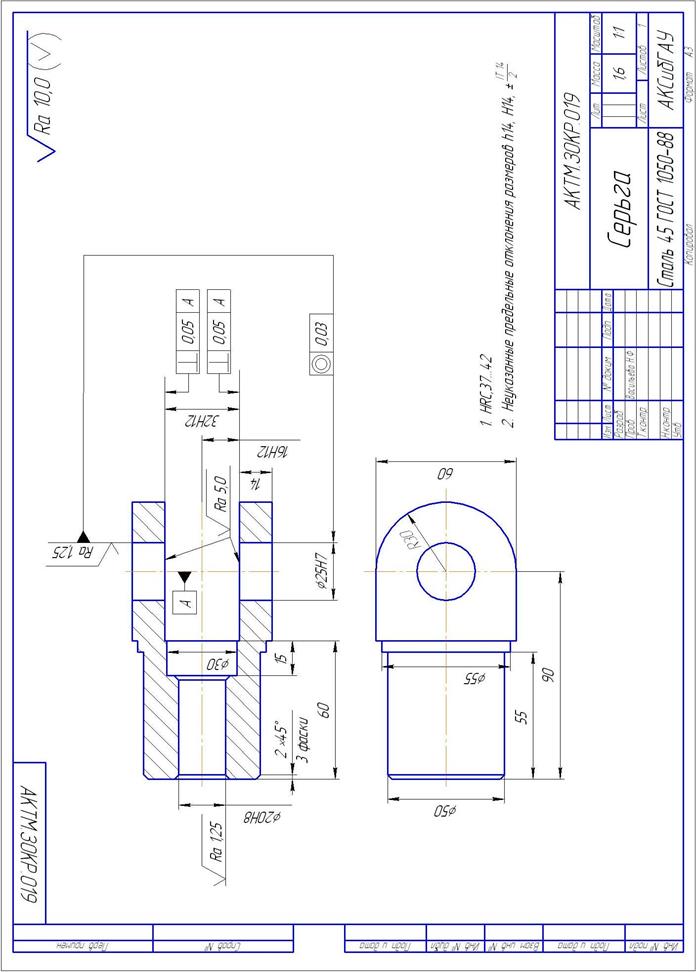
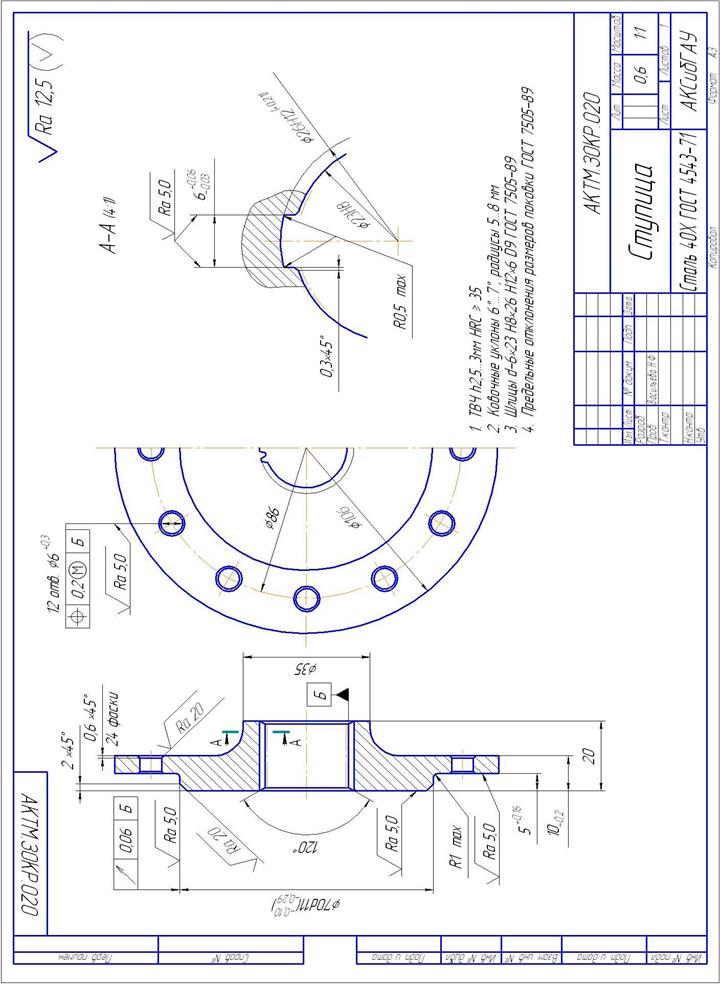
Чертежи деталей – 20шт
(стр113-132)