Технологическая часть
Характеристика модели
Исходными данными для проектирования изделия заданного вида одежды является эскиз модели, представленный в части 1.3. Выбранная модель соответствует модным тенденциям, имеет интересное конструктивное и декоративное решение, отличается новизной форм, пропорций, линий и применяемых материалов.
Рубашка мужская всесезонная, будет изготовлена из сорочечной ткани. Материалы входящие в «пакет швейного изделия» (основной, прокладочный, скрепляющий и фурнитура) - соответствуют не только конкретной модели, но и друг другу, то есть имеют сходные физико – механические свойства, что позволит избежать переналадки оборудования и установить единые режимы обработки. Длина изделия до середины бедра, силуэт прямой. Застёжка закрытая центральная, обработанная настрочной планкой, застегивается на 5пуговиц и 5 машинных петель. На правой полочке имеется накладной карман, на спинке выполнена отрезная кокетка. Воротник на отрезной стойке, втачной в горловину застегивается на 1 пуговицу и машинную петлю. Рукав втачной одношовный, нижний срез обработан притачной манжетой, застегивающейся на 1 пуговицу. Для обеспечения прохода руки предусмотрен разрез, стороны разреза обработаны настрочной планкой. По низу изделия, планке, манжетам, воротнику, карману проложена отделочная строчка нитками в цвет основного материала, на расстоянии 0,2 см. от края.
Для придания деталям изделия (верхний воротник и отрезная стойка, манжеты) жесткости и формоустойчивости необходимо провести дублирование. Срезы деталей стачивают, припуски на шов заутюживают. Рукава втачиваются в открытую пройму запошивочным швом. Нижние срезу рукава и боковые срезы соединяются запошивочным швом. Нижний срез изделия обрабатывается краевым швом вподгибку с закрытым срезом.
Технологический процесс обработки и сборки деталей и узлов мужской сорочки состоит из разнообразных операций, значительное количество которых выполняют на швейных машинах полуавтоматического действия.
Таблица 2.1 -Характеристика материалов пакета, основных видов машинных строчек, швейных ниток и игл
| Материал
| Арти кул
| Ширина см
| Поверх ностная плот ность г/м2
| Линейная плотность пряжи (текс, метричес кий номер)
| Плотность, количество нитей на 10 см. по
| Волокнистый состав, %
| Основные виды машинных строчек
| Швейные нитки
| № иглы
| Коли чество стежков в 1 см. строчки
| |
| Волокнистый состав
| Торго вый номер
| |
| осн.
| уток
| осн.
| уток
| |
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
| 12
| 13
| 14
| |
| Первый пакет матриалов
| |
| 1.1. Основной материал: Сорочечная ткань
| 914
| 85
| 110
| 7,5х2 (133/2) 15,4х2 65/2
| 20 (50)
| 459
| 230
| ВХлопка
70
Вполиэстер
30
| Стачивающие
| Армированные
| 35ЛЛ
| 100
| 3,5
| |
| Обметочные
| Армированные
| 35ЛЛ
| 100
| 3,5
| |
| Петельные
| Армированные
| 35ЛЛ
| 100
| 3,5
| |
| 1.2. Прокладочный материал
| 838.977
| 100
| 103
| -
| -
| -
| -
| Вхлопок
100
| -
| -
| -
| -
| -
| |
| 1.3. Фурнитура
название: пуговица
| 678228
| 8
| -
| -
| -
| -
| -
| Пластмассовая
| Для пришивания фурнитуры
| Армированные
| 35ЛЛ
| 100
| 4
| |
[ продолжение таблицы 2.1]
| 1.4. Бирка
| 782239
| 2*7
| -
| -
| -
| -
| -
| Полиэстер
100
| Для пришивания бирки
| Армированные
| 35ЛЛ
| 100
| 4
|
| Второй пакет материалов
|
| 2.1. Основной материал: Сорочечная ткань
| 967
| 85
| 112
| 7,5х2 (133/2) 15,4х2 65/2
| 20 (50)
| 400
| 254
| ВХлопка
68
Вполиэстер
32
| Стачивающие
| Армированные
| 35ЛЛ
| 100
| 3,5
|
| Обметочные
| Армированные
| 35ЛЛ
| 100
| 3,5
|
| Петельные
| Армированные
| 35ЛЛ
| 100
| 3,5
|
| 2.2. Прокладочный материал
| 838.977
| 100
| 103
| -
| -
| -
| -
| Вхлопок
100
| -
| -
| -
| -
| -
|
| 2.3. Фурнитура
название: пуговица
| 678228
| 8
| -
| -
| -
| -
| -
| Пластмассовая
| Для пришивания фурнитуры
| Армированные
| 35ЛЛ
| 100
| 4
|
| 2.4. Бирка
| 782239
| 2*7
| -
| -
| -
| -
| -
| Полиэстер
100
| Для пришивания бирки
| Армированные
| 35ЛЛ
| 100
| 4
|
| Третий пакет материалов
|
| 3.1. Основной материал: Сорочечная ткань
| 989
| 85
| 118
| 7,5х2 (133/2) 15,4х2 65/2
| 20 (50)
| 478
| 243
| ВХлопка
70
Вполиэстер
30
| Стачивающие
| Армированные
| 35ЛЛ
| 100
| 3,5
|
| Обметочные
| Армированные
| 35ЛЛ
| 100
| 3,5
|
| Петельные
| Армированные
| 35ЛЛ
| 100
| 3,5
|
[ продолжение таблицы 2.1]
| 3.2. Прокладочный материал
| 838.977
| 100
| 103
| -
| -
| -
| -
| Вхлопок
100
| -
| -
| -
| -
| -
|
| 3.3. Фурнитура
название: пуговица
| 678228
| 8
| -
| -
| -
| -
| -
| Пластмассовая
| Для пришивания фурнитуры
| Армированные
| 35ЛЛ
| 100
| 4
|
| 3.4. Бирка
| 782239
| 2*7
| -
| -
| -
| -
| -
| Полиэстер
100
| Для пришивания бирки
| Армированные
| 35ЛЛ
| 100
| 4
|
Таблица 2.2 – Режимы влажно-тепловой обработки материалов
| Материалы, входящие в пакет
изделия
| Температура прессования, С°
| Усилие прессо-вания
кПа
| Масса утюга
кг
| Время обработки, с
| Увлажне-ние, % к массе
материала
|
| пресса
| утюга
| на прессе
| утюгом
|
| Основной материал
название: Сорочечная ткань арт.914
| 160
| 170-180
| 30-50
| 4-6
| 10-15
| 30
| 15
|
| Основной материал
название: Сорочечная ткань арт. 967
| 160
| 170-180
| 30-50
| 4-6
| 10-15
| 30
| 15
|
| Основной материал
название: Сорочечная ткань арт.989
| 160
| 170-180
| 30-50
| 4-6
| 10-15
| 30
| 15
|
Таблица 2.3 - Параметры образования клеевых соединений
| Материал
| Режим склеивания
|
| Температура прессующей поверхности, С
| Время прессования, с
| Давление, МПа
|
| Подкладочный материал
название
арт. 838.977
| 140
| 10-15
| 4-5
|
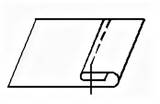
Рисунок 2.2 Методы обработки основных узлов изделия
Подбор необходимого современного оборудования для изготовления изделия осуществлен с учетом выбранных методов обработки, свойств используемых материалов, категории и мощности предприятия. Комплект оборудования необходимый и достаточный для изготовления изделия. Характеристику швейного оборудования представлен в таблице 2.4
При выборе оборудования для процессов изготовления изделий затраты времени на пошив целесообразно снижать путем сокращения вспомогательных приемов труда. Эти затраты времени позволяют снизить специальные приспособления к универсальным машинам и универсальные машины с элементами автоматики (автоматический подъем иглы в заданное положение, подъем лапки, обрезка ниток и закрепка в конце строчки). таблица 2.5
Для влажно – тепловой обработки используют прессы, утюжильные столы и утюги и вспомогательное оборудование. Выбор оборудования выполняется по справочной литературе и проспектам современных производителей. В пояснительной записке представлена характеристика оборудования для влажно – тепловых работ в форме таблиц 2.7 и 2.6
Таблица 2.4 – Технологическая характеристика швейных машин
| Техноло-
гическое
назначе-
ние
| Тип или
класс,
завод-изгото-
витель
| Тип
стежка
| Макси-мальная
частота
вращения
главного
вала,
мин. -1
| Длина
стежка
мм
| Исполнитель-ный орган механизма перемещения материала
| Номера
игл
| Приме-няемые нитки
| Обрабаты-ваемые материалы
| Толщина сшиваемого
пакета
материалов,
мм
| Дополнитель-ные сведения, примечание
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
| Стачивание
| Aurora A-8601
| челночный
| до 5500 ст/мин.
| 0,1 - 5 мм
| Зубчатая рейка
| DBx1 №65-110
| 35ЛЛ
| для шитья легких и средних материалов
| 5,5/13 мм
| С автомати- ческой обрезкой нити, позиционером иглы
|
| для выполнения операции шов «в замок» на рукавах и боковых швах мужских сорочек
| JUKI
1190D
| цепной
| 4000
| 1,2-3,2
| Зубчатая рейка
| DBx1 №65-110
| 35ЛЛ
| для шитья легких и средних материалов
| 5,5/13 мм
| С автомати- ческой обрезкой нити, позиционером иглы
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
[ продолжение таблицы 2.4]
| Обметывание прямых петель
| Aurora A-783
| челночный
| 3600 ст/мин.
| Длина петли – 9,5 - 40 мм.
Шир петли - 2,4- 5,2 мм.
| Зубчатая рейка
| DPx5
| 44 ЛХ
| Прямая петля на сорочках и жакетов из тонких и средних по толщине материалов
| 12 мм.
| Улучшенный механизм обрезки гарантирует качественную обрезку нитей при завершении цикла шитья.
|
| Для пришивания круглых плоских пуговиц
(2 или 4 отверстия) и пуговиц на ножке
| А-373 Aurora
| Однониточный цепной
| 1500 ст/мин.
| Размер пуговиц – 10-28 мм.
Расстояние между отверстиями в пуговице - 2,5- 6,5 мм.
| Зубчатая рейка
| TQx1 №90-110 или TQx7 №90-125
| 44 ЛХ
| Для шитья легких и средних материалов
| 14 мм.
| Легко настраивается на необходимый диаметр пуговицы, на два или четыре отверстия.
|
Таблица 2.5 – Характеристика средств малой механизации (швейной оснастки)
| Наименование приспособления
| Марка приспособления
| Схема выполнения шва
| Назначение приспособления, дополнительные сведения
|
| LOT 1-4
| SEWPARTS
| 
| Лапки для подрубки (подворот) края материала
LOT 2 (120938) - 3/32 (2,4 mm
|
Таблица 2.6 – Технологическая характеристика прессового оборудования
| Назначение пресса, завод-изготовитель
| Марка
| Производительность,циклов/ч
| Усилие прессования, кН
| Тип привода
| Тип нагрева
подушки
| Температура нагрева подушки,оС
| Установленная мощность, кВт
| Расход воздуха, м3/ч
| Расход пара,
кг/ч
| Кол-во
отсасываемого
воздуха м3/ч
| Время разогрева, мин
|
| верхней
| нижней
| верхней
| нижней
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
| 12
| 13
| 14
|
| Aurora
для дублированя используетсядля изготовления лацканов, воротничков, клапанов, поясов, передних полочек и других деталей
| HR-900/1200
| до 45 метров в минуту.
| 5 кг/см2
| ЭП
| ЭП
| ЭП
| 230
| 230
| Мощность нагревательного элемента - 12 КВт
Мощность привода - 0,6 КВт
|
|
|
| 10-34 сек
|
Таблица 2.7 – Технологическая характеристика утюгов и утюжильных столов
| Назначение утюга,
утюжильного стола
| Марка (тип), предприятие-
изготовитель
| Тип нагрева поверх-
ности
| Темпера-тура
нагрева,
оС
| Установлен-ная
мощность,
кВт
| Расход пара, кг/ч
| Время разогре-ва,
мин.
| Габариты,
мм
| Масса,кг
|
| длина
| ширина
| высота
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
| Парогенератор с утюгом
Подходит для любых видов ткани: лёгкий шёлк и трикотаж, джинсовые изделия и тяжелые пальтовые ткани.
| PS 21 LELIT
| Электро-паровой
| от 60°С – 215°С
| Мощность бойлера 1000 Вт
Мощность утюга 800 Вт
| Рабочее давление 2,5 бар
Максимальное давление 5,5 бар
| 1
| 27
| 31
| 39
| Вес утюга 1,8 кг
Вес 6,8 кг
|
[ продолжение таблицы 2.7]
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
| Прямоугольный гладильный стол с нагреваемым рукавом
| HASEL HSL-GP-03KI
| -
| -
| Мощность нагревательного элемента стола – 1,5 кВт
Мощность мотора – 0,37 кВт
Мощность нагревательного элемента рукава 0,5 кВт
| -
| -
| 140
| 92
| 95
| 60
|
[ продолжение таблицы 2.7]
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
| Пароманекен со встроенным парогенератором
для финишной обработки паром и воздухом всех видов верхней одежды, таких как рубашки, пиджаки, пальто
| HASEL HSL-MKM-01S
| -
| -
| Мощность мотора – 0,75 кВт
Мощность парогенератора – 15 кВт
| 25 кг/час
| -
| 145
| 70
| 180
| 100
|
На основании выбранных методов обработки и оборудования составляется технологическая последовательность на изготовление изделия по секциям. Технологическая последовательность в полном виде в пояснительную записку не включается. Ее представляют только в краткой форме, со сводными расчетами затрат времени по секциям процесса
Форма сводной таблицы технологической последовательности на изготовление изделия представлена в таблице 2.8. Подсчитывается итоговое время на изготовление изделия, являющееся исходным данным для выполнения расчетов экономической части
Таблица 2.8 – Сводная таблица технологической последовательности обработки мужской сорочки
| Наименование секций
| Общее время обработки изделия, мин.
|
| Заготовительная секция
| 68.56
|
| Монтажная секция
| 22.25
|
| Отделочная секция
| 15.65
|
| Итого по изделию
| 105.96
|
Таблица 2.10 - Технологическая схема разделения труда одномодельного потока
Наименование изделия: сорочка мужская
Расчетная мощность 113 единиц в смену
Такт потока 254
Число рабочих на потоке 25 человек
Время изготовления изделия 6358 с
| Номер организационной операции
| Номер
технол. неделимой операции
| Содержание
технол.
неделимой операции
| Специаль-ность
| Квалификацион-ный разряд
| Норма времени,
с
| Расценка, коп.
| Норма выработки единиц в смену
| Число рабочих
| Оборудование, приспособления
|
| Расчетное
| Фактическое
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
| Заготовительная секция
|
[продолжение таблицы 2.10]
| 1
| 1
| Проверка наличия деталей кроя и правильности раскроя деталей
| Р
| 4
| 240
|
| 120
| 0.94
| 1
| Стол для выполнения ручных работ
|
| 2
| Комплектова-
ние деталей кроя
|
[продолжение таблицы 2.10]
| 2
| 3
| Дублирование
манжет, верхнего воротника, отрезной стойки
| П
| 4
| 241
|
| 119
| 0.94
| 1
| Пресс
HR-900/1200
|
[продолжение таблицы 2.10]
| 3
| 4
| Манжету и подманжету сложить лицевой стороной вовнутрь
| Р
| 3
| 242
|
| 119
| 0.95
| 1
| Aurora
A-8601
|
| 5
| Обтачать боковую сторону манжеты и припуск на застежку
| М
| 4
|
[продолжение таблицы 2.10]
|
| 6
| Манжету вывернуть на лицевую сторону, углы и швы выправить
| Р
| 3
|
|
|
|
|
|
|
| 4
| 7
| Застрочить верхний срез манжеты
| М
| 3
| 244
|
| 118
|
0,96
| 1
1
| Aurora
A-8601
|
[продолжение таблицы 2.10]
|
| 8
| Обработать верхний срез кармана швом в подгибку с закрытым срезом
| М
| 3
|
|
|
|
|
|
|
[продолжение таблицы 2.10]
| 5
| 9
| Приутюжить манжету со стороны подманжеты в раскол
| У
| 3
| 247
|
| 116
| 0.97
| 1
| Утюг с парогенератором
PS 21 LELIT
утюжильный стол
HASEL HSL-GP-03KI
|
| 10
| Заутюжить боковые и нижнюю сторону кармана, карман приутюжить
| У
| 3
|
[продолжение таблицы 2.10]
| 6
| 11
| Настрочить карман на перед
| М
| 4
| 242
|
| 119
| 0.95
| 1
| Aurora
A-8601
|
| 7
| 12
| Заутюжить срез планки на правом переде
| У
| 3
| 241
|
| 119
| 0.94
| 1
| Утюг с парогенератором
PS 21 LELIT
утюжильный стол
HASEL HSL-GP-03KI
|
| 13
| Заутюжить срез планки на левом переде
| У
| 3
|
| 8
| 14
| Настрочить планку на правом переде
| М
| 3
| 245
|
| 117
| 0.95
| 1
| Aurora
A-8601
|
[продолжение таблицы 2.10]
|
| 15
| Настрочить планку на левом переде
| М
| 3
|
|
|
|
|
|
|
| 9
| 16
| Притачать кокетку к переду
| М
| 3
| 242
|
| 119
| 0.95
| 1
| Aurora
A-8601
|
| 17
| Проложить отделочную строчку вдоль шва притачивания кокетки к переду
| М
| 3
|
[продолжение таблицы 2.10]
| 10
| 18
| Притачать кокетку к спинке
| М
| 3
| 247
|
| 116
| 0.97
| 1
| Aurora
A-8601
|
| 11
| 19
| Верхний и нижний воротник сложить лицевыми сторонами внутрь.
| Р
| 3
| 234
|
| 123
| 0.92
| 1
| Aurora
A-8601
|
| 20
| Обтачать воротник вдоль срезов концов и отлета
| М
| 4
|
[продолжение таблицы 2.10]
| 12
| 21
| Воротник вывернуть на лицевую сторону углы и швы выправить
| Р
| 3
| 237
|
| 121
| 0.93
| 1
| Aurora
A-8601
|
| 22
| Проложить отделочную строчку вдоль концов и отлета воротника
| М
| 4
|
[продолжение таблицы 2.10]
| 13
| 23
| Застрочить нижний срез внешней стойки
| М
| 3
| 232
|
| 124
| 0.91
| 1
| Aurora
A-8601
|
| 24
| Притачать воротник к отрезной стойке
| М
| 3
|
[продолжение таблицы 2.10]
| 14
| 25
| Воротник вывернуть ни лицевую сторону, выправить
| Р
| 3
| 247
|
| 116
| 0.97
| 1
| Утюг с парогенератором
PS 21 LELIT
утюжильный стол
HASEL HSL-GP-03KI
|
| 26
| Приутюжить воротник
| У
| 3
|
| 15
| 27
| Заутюжить планку
шлицы пополам.
| У
| 3
| 244
|
| 118
| 0.96
| 1
| Утюг с парогенератором
PS 21 LELIT
утюжильный стол
HASEL HSL-GP-03KI
|
[продолжение таблицы 2.10]
|
| 28
| Заутюжить
один из продольных припусков на обработку планки на изнаночную сторону на 10 мм.
|
|
|
|
|
|
|
|
|
[продолжение таблицы 2.10]
|
| 29
| Заутюжить
верхний фигурный припуск на обработку планки на изнаночную сторону на 10 мм.
|
|
|
|
|
|
|
|
|
| 16
| 30
| Окантовать стороны
разреза застежки
| М
| 3
| 247
|
| 116
| 0.97
| 1
| Aurora
A-8601
|
[продолжение таблицы 2.10]
| 17
| 31
| Притачать
планку по второму срезу разреза шлицы (ширина шва 10 мм).
| М
| 3
| 242
|
| 119
| 0.95
| 1
| Aurora
A-8601
|
| 32
| Настрочить
планку на рукав по заутюженным краям на 1-2 мм от сгиба
| М
| 3
|
| Итого
|
|
|
|
| 4114
|
|
| 16.13
| 16
|
|
| Монтажная секция
|
[продолжение таблицы 2.10]
| 18
| 33
| Втачать внутреннюю стойку воротника в горловину переда и спинки
| М
| 4
| 236
|
| 122
| 0.92
| 1
| Aurora
A-8601
|
| 19
| 34
| Настрочить внешнюю стойку воротника
| М
| 4
| 231
|
| 124
| 0.90
| 1
| Aurora
A-8601
|
| 35
| Проложить отделочную строчку вдоль краев стойки воротника
| М
| 4
|
[продолжение таблицы 2.10]
| 20
| 36
| Втачать рукава в проймы
| СМ
| 4
| 214
|
| 134
| 0.84
| 1
| JUKI
1190D
|
| 21
| 37
| Стачать боковые срезы и нижние срезы рукавов
| СМ
| 4
| 206
|
| 139
| 0.81
| 1
| JUKI
1190D
|
| 22
| 38
| Притачать манжету к рукаву
| М
| 3
| 236
|
| 122
| 0.92
| 1
| Aurora
A-8601
|
[продолжение таблицы 2.10]
|
| 39
| Проложить отделочную строчку вдоль бокового и нижнего края манжет
| М
| 3
|
|
|
|
|
|
|
| 23
| 40
| Обработка среза низа мужской сорочки
| М
| 3
| 212
|
| 135
| 0.83
| 1
| Aurora
A-8601
|
| Итого
|
|
|
|
| 1335
|
|
| 5.22
| 5
|
|
| Отделочная секция
|
| 24
| 42
| Обмётывание петель
| СМ
| 4
| 210
|
| 137
| 0.82
| 1
| Aurora
A-783
|
| 25
| 41
| Чистка изделия
| Р
| 3
| 220
|
| 130
| 0.86
| 1
| HASEL HSL-
MKM-01S
|
[продолжение таблицы 2.10]
|
| 43
| Влажно тепловая обработка
| У
| 4
|
|
|
|
|
|
|
| 26
| 44
| Пришивание пуговиц
| СМ
| 4
| 238
|
| 121
| 0.93
| 1
| Aurora
А-373
|
| 27
| 45
| Контроль качества
| Р
| 4
| 241
|
| 119
| 00,94
| 1
| Стол для выполнения ручных работ
|
| 46
| Упаковка изделия
| Р
| 4
|
| Итого
|
|
|
|
| 909
|
|
| 3.55
| 4
|
|
| Итого
|
|
|
|
| 6358
|
|
| 24.9
| 25
|
|
Технологическая часть
Характеристика модели
Исходными данными для проектирования изделия заданного вида одежды является эскиз модели, представленный в части 1.3. Выбранная модель соответствует модным тенденциям, имеет интересное конструктивное и декоративное решение, отличается новизной форм, пропорций, линий и применяемых материалов.
Рубашка мужская всесезонная, будет изготовлена из сорочечной ткани. Материалы входящие в «пакет швейного изделия» (основной, прокладочный, скрепляющий и фурнитура) - соответствуют не только конкретной модели, но и друг другу, то есть имеют сходные физико – механические свойства, что позволит избежать переналадки оборудования и установить единые режимы обработки. Длина изделия до середины бедра, силуэт прямой. Застёжка закрытая центральная, обработанная настрочной планкой, застегивается на 5пуговиц и 5 машинных петель. На правой полочке имеется накладной карман, на спинке выполнена отрезная кокетка. Воротник на отрезной стойке, втачной в горловину застегивается на 1 пуговицу и машинную петлю. Рукав втачной одношовный, нижний срез обработан притачной манжетой, застегивающейся на 1 пуговицу. Для обеспечения прохода руки предусмотрен разрез, стороны разреза обработаны настрочной планкой. По низу изделия, планке, манжетам, воротнику, карману проложена отделочная строчка нитками в цвет основного материала, на расстоянии 0,2 см. от края.
Для придания деталям изделия (верхний воротник и отрезная стойка, манжеты) жесткости и формоустойчивости необходимо провести дублирование. Срезы деталей стачивают, припуски на шов заутюживают. Рукава втачиваются в открытую пройму запошивочным швом. Нижние срезу рукава и боковые срезы соединяются запошивочным швом. Нижний срез изделия обрабатывается краевым швом вподгибку с закрытым срезом.
Технологический процесс обработки и сборки деталей и узлов мужской сорочки состоит из разнообразных операций, значительное количество которых выполняют на швейных машинах полуавтоматического действия.
Характеристика материалов. Выбор режимов влажно-тепловой обработки и дублирования деталей
При проектировании необходимо заранее знать о режимах обработки, чтобы предусмотреть соответствующее оборудование для оснащения процесса. С этой целью для выбранной модели осуществлен подбор трех «пакетов материалов», актуальных на данный период и пригодных для данного вида одежды.В качестве основного материала выбраны сорочечные ткани, которые обладают всеми свойствами, необходимыми для изготовления мужской сорочки. Ткани, смешанные по волокнистому составу, нити основы и утка состоят из волокон хлопка и полиэстера. Ткани выпускаются гладкокрашенными или пестроткаными, с небольшим блеском с лицевой стороны, однолицевые, имеет низкую сминаемость и среднюю электризуемость, обладают хорошей гигроскопичностью и воздухопроницаемостью, низкой пиллингуемостью, что очень важно для изготовления проектируемого изделия, низкой осыпаемостью и раздвигаемостью нитей в швах, высокая износостойкость и плотность, полотняное переплетение повышают прочность на разрыв материала.
Основной материал в полной мере соответствует назначению швейного изделия, а прикладные материалы (прокладочный, скрепляющий и фурнитура), по своим свойствам соответствуют свойствам основного материала. Такой подбор материалов обеспечит хороший внешний вид изделия, необходимую форму изделия, удобство в носке, легкость ухода при эксплуатации.
Термоклеевой прокладочный материал со сплошным клеевым покрытием придаст деталям изделия (воротник верхний, стойка воротника, манжеты) жесткость, сохранит форму и увеличит срок эксплуатации одежды даже при частой стирке и носке. Для качественного дублирования клеевых прокладочных материалов для сорочек важно соблюдение технических условий прессования: высокая температура 140°C, давление 4-5 бар, время 10-15с. Если эти условия соблюдены, изделие можно подвергать многократной стирке и кипячению, не опасаясь за его качество.
В качестве скрепляющего материала выбраны швейные нитки промышленной намотки № 35 ЛЛ, благодаря их структуре из высокопрочного стержня из комплексной нити и полиэфирной штапельной оплетки, гарантируют: высокую прочность соединения деталей, безобрывность в пошиве, эластичность, прочность окраски, хороший внешний вид строчек, малоусадочность при влажно-тепловой обработке, высокую устойчивость к действию различных микроорганизмов. Нитки ЛЛ устойчивы к изменениям температуры от -70 до +175 градусов, стойки к действию кислот и окислителей, на них не действуют растворители, используемые при химчистке, их не разрушают отбеливатели.
Фурнитура необходимая для застегивания изделия пуговицы пластмассовые круглой формы, соотвествуют цвету основного материала, с двумя отверстиями, диаметр 8 мм., толщина 1,6 мм.
Структурные характеристики по пакетам материалов, основные виды машинных строчек, швейных игл и ниток, представлены в таблице 2.1
Влажно-тепловая обработка составляет примерно 15-20% всей трудоемкости обработки изделия и может быть внутрипроцессная и окончательная. Для выбранного «пакета материалов» в таблицах 2.2. и 2.3 представлены режимы влажно-тепловой обработки и параметры клеевых соедине
Таблица 2.1 -Характеристика материалов пакета, основных видов машинных строчек, швейных ниток и игл
|
|
|






