Выбор методов обработки и характеристика оборудования для изготовления изделия
Основной задачей на этапе выбора методов обработки изделия и оборудования, является обеспечение высокого качества обработки основных узлов и деталей одежды при максимальной экономичности и максимальной загрузке оборудования и средств малой механизации. Именно эти основные критерии, определяют эффективность технологических процессов. Поэтому для успешного решения этой задачи необходимо руководствоваться государственными стандартами, технологическими инструкциями прогрессивной технологии, достижениями передовых отечественных и зарубежных предприятий в области усовершенствования технологии изготовления швейных изделий.
Прогрессивные способы обработки предусматривают широкое использование клеевых прокладочных материалов, технологичных конструкций деталей и узлов изделия, машинных способов обработки, совмещения технологических операций. Методы обработки изделия должны быть гибкими и универсальными применительно к разным материалам.
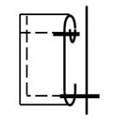
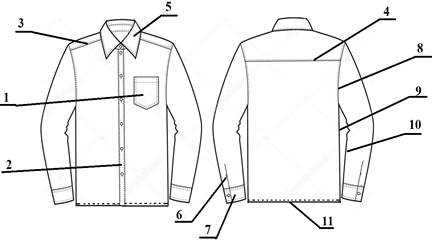
В выпускной квалификационной работе предлагаемые методы обработки основных узлов изделия представлены рисунке 2.2 Методы обработки основных узлов изделия
Рисунок 2.2 Методы обработки основных узлов изделия
Подбор необходимого современного оборудования для изготовления изделия осуществлен с учетом выбранных методов обработки, свойств используемых материалов, категории и мощности предприятия. Комплект оборудования необходимый и достаточный для изготовления изделия. Характеристику швейного оборудования представлен в таблице 2.4
При выборе оборудования для процессов изготовления изделий затраты времени на пошив целесообразно снижать путем сокращения вспомогательных приемов труда. Эти затраты времени позволяют снизить специальные приспособления к универсальным машинам и универсальные машины с элементами автоматики (автоматический подъем иглы в заданное положение, подъем лапки, обрезка ниток и закрепка в конце строчки). таблица 2.5
Для влажно – тепловой обработки используют прессы, утюжильные столы и утюги и вспомогательное оборудование. Выбор оборудования выполняется по справочной литературе и проспектам современных производителей. В пояснительной записке представлена характеристика оборудования для влажно – тепловых работ в форме таблиц 2.7 и 2.6
Таблица 2.4 – Технологическая характеристика швейных машин
| Техноло-
гическое
назначе-
ние
| Тип или
класс,
завод-изгото-
витель
| Тип
стежка
| Макси-мальная
частота
вращения
главного
вала,
мин. -1
| Длина
стежка
мм
| Исполнитель-ный орган механизма перемещения материала
| Номера
игл
| Приме-няемые нитки
| Обрабаты-ваемые материалы
| Толщина сшиваемого
пакета
материалов,
мм
| Дополнитель-ные сведения, примечание
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
| Стачивание
| Aurora A-8601
| челночный
| до 5500 ст/мин.
| 0,1 - 5 мм
| Зубчатая рейка
| DBx1 №65-110
| 35ЛЛ
| для шитья легких и средних материалов
| 5,5/13 мм
| С автомати- ческой обрезкой нити, позиционером иглы
|
| для выполнения операции шов «в замок» на рукавах и боковых швах мужских сорочек
| JUKI
1190D
| цепной
| 4000
| 1,2-3,2
| Зубчатая рейка
| DBx1 №65-110
| 35ЛЛ
| для шитья легких и средних материалов
| 5,5/13 мм
| С автомати- ческой обрезкой нити, позиционером иглы
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
[ продолжение таблицы 2.4]
| Обметывание прямых петель
| Aurora A-783
| челночный
| 3600 ст/мин.
| Длина петли – 9,5 - 40 мм.
Шир петли - 2,4- 5,2 мм.
| Зубчатая рейка
| DPx5
| 44 ЛХ
| Прямая петля на сорочках и жакетов из тонких и средних по толщине материалов
| 12 мм.
| Улучшенный механизм обрезки гарантирует качественную обрезку нитей при завершении цикла шитья.
|
| Для пришивания круглых плоских пуговиц
(2 или 4 отверстия) и пуговиц на ножке
| А-373 Aurora
| Однониточный цепной
| 1500 ст/мин.
| Размер пуговиц – 10-28 мм.
Расстояние между отверстиями в пуговице - 2,5- 6,5 мм.
| Зубчатая рейка
| TQx1 №90-110 или TQx7 №90-125
| 44 ЛХ
| Для шитья легких и средних материалов
| 14 мм.
| Легко настраивается на необходимый диаметр пуговицы, на два или четыре отверстия.
|
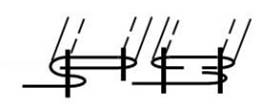
Таблица 2.5 – Характеристика средств малой механизации (швейной оснастки)
| Наименование приспособления
| Марка приспособления
| Схема выполнения шва
| Назначение приспособления, дополнительные сведения
|
| LOT 1-4
| SEWPARTS
| 
| Лапки для подрубки (подворот) края материала
LOT 2 (120938) - 3/32 (2,4 mm
|
Таблица 2.6 – Технологическая характеристика прессового оборудования
| Назначение пресса, завод-изготовитель
| Марка
| Производительность,циклов/ч
| Усилие прессования, кН
| Тип привода
| Тип нагрева
подушки
| Температура нагрева подушки,оС
| Установленная мощность, кВт
| Расход воздуха, м3/ч
| Расход пара,
кг/ч
| Кол-во
отсасываемого
воздуха м3/ч
| Время разогрева, мин
|
| верхней
| нижней
| верхней
| нижней
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
| 12
| 13
| 14
|
| Aurora
для дублированя используетсядля изготовления лацканов, воротничков, клапанов, поясов, передних полочек и других деталей
| HR-900/1200
| до 45 метров в минуту.
| 5 кг/см2
| ЭП
| ЭП
| ЭП
| 230
| 230
| Мощность нагревательного элемента - 12 КВт
Мощность привода - 0,6 КВт
|
|
|
| 10-34 сек
|
Таблица 2.7 – Технологическая характеристика утюгов и утюжильных столов
| Назначение утюга,
утюжильного стола
| Марка (тип), предприятие-
изготовитель
| Тип нагрева поверх-
ности
| Темпера-тура
нагрева,
оС
| Установлен-ная
мощность,
кВт
| Расход пара, кг/ч
| Время разогре-ва,
мин.
| Габариты,
мм
| Масса,кг
|
| длина
| ширина
| высота
|
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
| Парогенератор с утюгом
Подходит для любых видов ткани: лёгкий шёлк и трикотаж, джинсовые изделия и тяжелые пальтовые ткани.
| PS 21 LELIT
| Электро-паровой
| от 60°С – 215°С
| Мощность бойлера 1000 Вт
Мощность утюга 800 Вт
| Рабочее давление 2,5 бар
Максимальное давление 5,5 бар
| 1
| 27
| 31
| 39
| Вес утюга 1,8 кг
Вес 6,8 кг
|
[ продолжение таблицы 2.7]
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
| Прямоугольный гладильный стол с нагреваемым рукавом
| HASEL HSL-GP-03KI
| -
| -
| Мощность нагревательного элемента стола – 1,5 кВт
Мощность мотора – 0,37 кВт
Мощность нагревательного элемента рукава 0,5 кВт
| -
| -
| 140
| 92
| 95
| 60
|
[ продолжение таблицы 2.7]
| 1
| 2
| 3
| 4
| 5
| 6
| 7
| 8
| 9
| 10
| 11
|
| Пароманекен со встроенным парогенератором
для финишной обработки паром и воздухом всех видов верхней одежды, таких как рубашки, пиджаки, пальто
| HASEL HSL-MKM-01S
| -
| -
| Мощность мотора – 0,75 кВт
Мощность парогенератора – 15 кВт
| 25 кг/час
| -
| 145
| 70
| 180
| 100
|
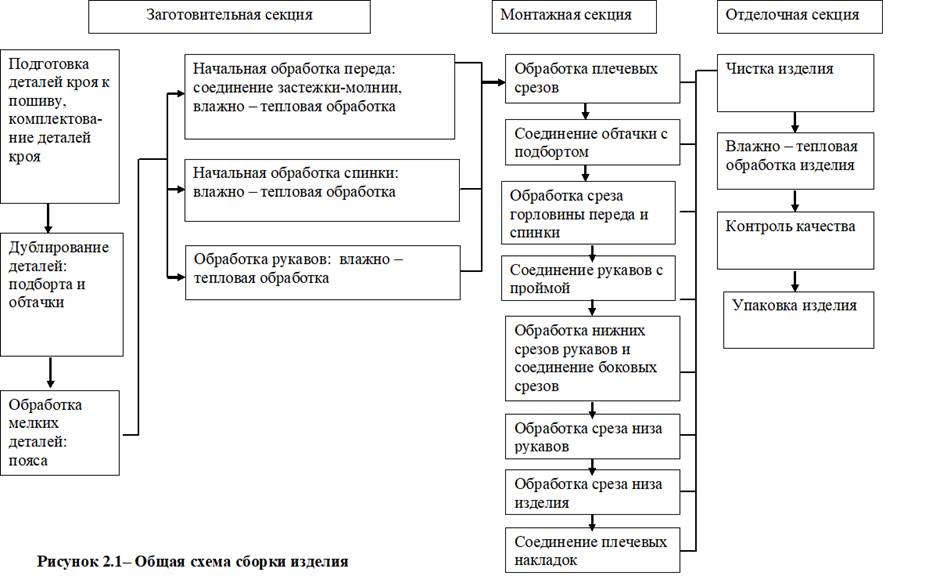
На основании выбранных методов обработки и оборудования составляется технологическая последовательность на изготовление изделия по секциям. Технологическая последовательность в полном виде в пояснительную записку не включается. Ее представляют только в краткой форме, со сводными расчетами затрат времени по секциям процесса
Форма сводной таблицы технологической последовательности на изготовление изделия представлена в таблице 2.8. Подсчитывается итоговое время на изготовление изделия, являющееся исходным данным для выполнения расчетов экономической части
Таблица 2.8 – Сводная таблица технологической последовательности обработки мужской сорочки
| Наименование секций
| Общее время обработки изделия, мин.
|
| Заготовительная секция
| 68.56
|
| Монтажная секция
| 22.25
|
| Отделочная секция
| 15.65
|
| Итого по изделию
| 105.96
|






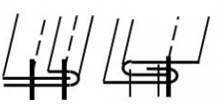 9. Соединение боковых срезов
10. Соединение нижних срезов рукава
9. Соединение боковых срезов
10. Соединение нижних срезов рукава