

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...
Топ:
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Интересное:
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Партия поставки материалов (покупных полуфабрикатов, готовых комплектующих изделий) – это количество материалов, поставляемых потребителю от поставщика за один раз (при однократной затрате средств на доставку материалов от поставщика).
Для определения оптимальной партии поставки материала соответствующего типоразмера необходимо исследовать показатели, на которые влияет размер партии поставки. В плановом периоде (году, квартале) это:
а) затраты на приобретение (покупку) материала C, которые равны
C = N Ц,
где N – количество материала, приобретаемое в плановом периоде, ед. изм.; Ц – цена единицы измерения материала, руб./ед.изм.
б) затраты C ¹ g на доставку материала в плановом периоде, рассчитываемые как
C¹д = Cд  ,
,
где C д – затраты на доставку одной партии материалов, руб./парт.; n – размер партии поставки материалов, ед.изм./парт.
в) затраты на хранение материала в плановом периоде C ¹xp, рассчитываемые по формуле
C ¹xp = C xρ  = C ¹xρ
= C ¹xρ  ,
,
где C ¹xρ – затраты на хранение партии материалов, руб./ед. изм.
Берется  , так как текущий запас материалов при партионной поставке материалов меняется от n до 0.
, так как текущий запас материалов при партионной поставке материалов меняется от n до 0.
Графически зависимость переменных затрат, связанных с доставкой и хранением партии материалов, от размера партии материалов представлена на рис. 7.2. (слайд 16).
Совокупные затраты на покупку материалов, их доставку и хранение в плановом периоде Co составят

 Co = N∙ Ц + Cд
Co = N∙ Ц + Cд  + Cxρ
+ Cxρ 
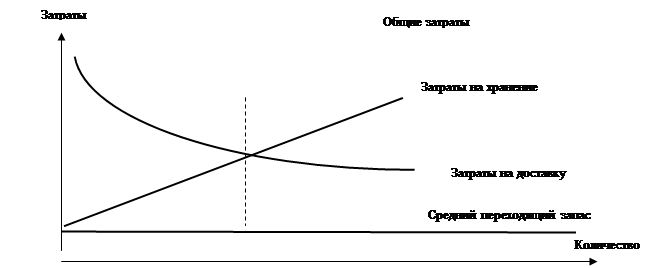 |
Рисунок 7.2 – Зависимость затрат, связанных с доставкой и хранением от партии материалов
.
Необходимо найти оптимальный размер партии поставки, при котором будет минимум этих совокупных затрат. Для этого продифференцируем данную функцию и приравняем ее к нулю:
|
|
 , тогда
, тогда  .
.
Это широко известная формула квадратного корня Wilson`a, предложенная им еще в 1934 году, на которую ссылаются почти все теоретики и практики при исследовании методов расчета партии поставки (ранее в 1915 году аналогичную формулу для расчета оптимального размера партии деталей при обработке предложил F. Harris).
Однако следует модифицировать формулу Wilson`a с учетом связывания оборотных средств в среднем переходящем текущем запасе материалов, Cоб, которое можно определить по формуле
Cоб = E  ,
,
где Е – коэффициент приведения постоянных затрат в переходящем запасе материалов к переменным затратам на доставку и хранение партии материалов.
Cоб имеет двойную оценку:
а) оценивает размер дополнительных затрат в связи с «замораживанием» средств в запасах материалов;
б) устанавливает величину дохода, который можно было бы получить, отказавшись от создания запасов материалов.
По этой причине величину Cоб не включают напрямую в производственные затраты, а через коэффициент Е.
В качестве коэффициента Е может быть взята ставка банковского процента за кредит, норма прибыли, коэффициент эффективности капитальных вложений.
Тогда общие затраты
Co = N∙Ц + Cд  + E Ц;
+ E Ц;  ;
;  =
=  .
.
Несмотря на математическую корректность данной методики, сложность ее применения и теоретического исследования заключается в отборе факторов, значимо влияющих на размер партии, в установлении аналитической зависимости размера партии от этих факторов; в наличии или возможности получения необходимой информации, влияния ее достоверности на результат расчета.
Расчет производится по каждой номенклатурной единице, что делает его очень трудоемким, в первую очередь из-за сложности сбора исходной информации и интерпретации полученных результатов.
Формула расчета оптимального размера партии поставки материалов имеет множество модификаций, учитывающих также следующие факторы: постепенное пополнение запасов; потери от дефицита; дефицита при постепенном пополнении; многономенклатурные заказы; оптовые скидки; НДС и др. [16].
|
|
На практике попытка применения формулы Wilson`a, в том числе ее модификаций, вызывает большое разочарование, так как:
зависимость затрат на доставку и хранение материалов от размера партии поставки материалов далеко не всегда носит равномерный характер;
цена материала в зависимости от партии (объема) поставки бывает разной;
часто доставка материалов ведется от нескольких поставщиков и/или нескольким потребителям, в связи с чем появляется дополнительная проблема распределения затрат на доставку материалов между ними;
трудно (практически нереально) рассчитать затраты на доставку и хранение материалов отдельных типоразмеров, так как они редко доставляются и хранятся отдельно;
спрос на материалы часто непредсказуем и достаточно сильно колеблется.
Кроме того, при определении размера партии поставки материалов часто требуется учесть многие дополнительные факторы: (слайд 17)
минимальные и максимальные размеры партии, предлагаемые поставщиками;
неделимость отгрузочной упаковки у поставщика, кратность упаковке;
грузоподъемность и грузовместимость транспортных средств, контейнеров (транзитная норма);
дефицит бюджета на закупку материалов;
емкость склада, бункеров и других средств для хранения;
непостоянность спроса;
ограниченное количество материалов у поставщика;
скидки на большие объемы поставок;
изменчивость цен материалов;
информация о грядущем повышении цен или перебоях в поставках материалов;
порча, потери, естественная убыль, моральное «старение» материалов при длительном хранении большой партии материалов на складе.
Поэтому выбор партии поставки материалов – это индивидуальный кропотливый процесс, зависящий от многих экономических, маркетинговых и производственных составляющих. На практике размеры партий поставок материалов чаще всего устанавливается на основе опыта, знаний, интуиции специалистов логистического менеджмента различных уровней управления предприятием. Тем не менее, расчет оптимального размера партии поставки материалов помогает выявить пути совершенствования работы с партией поставки при закупке отдельных номенклатурных позиций материалов или номенклатурных групп у отдельных поставщиков.
|
|
|
|
|

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!