Содержание
Аннотация
Введение
1. Обзор существующих конструкций
2. Критика прототипа и мероприятия по его модернизации
. Расчёты
. Оценка технико-экономической эффективности предлагаемой конструкции
. Особенности работы модернизированной конструкции
Выводы
Список использованной литературы
Аннотация
В данной курсовой работе будет производиться модернизация станка, предназначенного для восстановления распределительных валов шлифованием.
Работа будет включать анализ существующих конструкций, их критику и на ее основе будет предложен способ модернизации станка.
Модернизация станка, которая будет заключаться в установке на станок новых агрегатов и узлов, будет подкреплена соответствующими расчетами.
Введение
Целью данной курсовой работы является получение практических навыков по проектированию технологического оборудования для технического обслуживания и ремонта подвижного состава автомобильного транспорта.
В данной работе нам необходимо проанализировать оборудование, приспособления, патенты, станки для перешлифовки профиля кулачков распределительного вала двигателя КамАЗ-740, выбрать наиболее рациональную конструкцию и модернизировать её с соответствующими расчётами.
Расчёт
Назначение режима шлифования
Оптимальным режимом резания при шлифовании следует считать режим, который обеспечивает:
А) высокую производительность;
Б) наименьшую себестоимость;
В) получение требуемого качества шлифованной поверхности.
Режимы шлифования назначаем в следующем порядке:
1. Выбираем характеристику шлифовального круга и устанавливаем его окружную скорость.
Обрабатываемой деталью является распределительный вал двигателя автомобиля КамАЗ-740, его материал - сталь 18 ХГСА.
Выбираем шлифовальный круг ПП 600*305*20-1А-К.
Зернистость - 30, что обеспечит хорошее качество обработанной поверхности при шлифовании.
Связка: керамическая.
Твёрдость круга: С1
Согласно рекомендациям выбираем окружную скорость круга
 =1200 об/мин.
=1200 об/мин.
2. Назначаем поперечную подачу. Согласно рекомендациям выбираем
T = 0.01 мм/дв. ход.
3. Назначаем продольную подачу в долях ширины круга:
 =K*B (1)
=K*B (1)
Для чистового шлифования К = 0,3…0,4
Принимаем К = 0,3, В = 20мм
=6 мм/об.
. Выбираем окружную скорость вращения детали. Согласно рекомендациям принимаем:  =10 м/мин.
=10 м/мин.
. Определяем силы резания и мощность, необходимую для обеспечения процесса шлифования.
Сила резания:
 =
= 
 (2)
(2)
Где  - коэффициент, характеризующий материал шлифуемой детали и другие условия шлифования (для закалённой стали принимается 22).
- коэффициент, характеризующий материал шлифуемой детали и другие условия шлифования (для закалённой стали принимается 22).
 Н.
Н.
Мощность, необходимая для вращения круга:
 (3)
(3)
 кВт
кВт
Мощность, необходимая для вращения детали:
 (4)
(4)
 кВт
кВт
Для вращения круга подойдёт электродвигатель, установленный на станке. Для вращения детали выбираем электродвигатель МЭ-255.
Расчёт клиноремённой передачи
Ограниченное число типоразмеров стандартных клиновых ремней позволило определить допускаемую нагрузку для каждого типоразмера ремня, а расчёт передачи сводится к подбору типа и числа ремней по методике, изложенной в ГОСТ 1284.3-80.
. Сечение ремня выбираем по графику, где область применения данного сечения В расположена выше собственной линии и ограничена линией предыдущего сечения.
. По графикам определяем номинальную мощность  , передаваемую одним ремнём в условиях типовой передачи при α =180°, i =1, спокойной нагрузке, базовой длине ремня, среднем ресурсе.
, передаваемую одним ремнём в условиях типовой передачи при α =180°, i =1, спокойной нагрузке, базовой длине ремня, среднем ресурсе.
Диаметры шкивов принимаем  мм при =0,05 кВт.
мм при =0,05 кВт.
. Определим мощность  , передаваемую одним ремнём в условиях эксплуатации рассчитываемой передачи
, передаваемую одним ремнём в условиях эксплуатации рассчитываемой передачи
 /
/  , (5)
, (5)
где  - коэффициент угла обхвата (для α =180°; =1),
- коэффициент угла обхвата (для α =180°; =1),
 - коэффициент длины ремня,
- коэффициент длины ремня,
 - коэффициент передаточного отношения (i=1),
- коэффициент передаточного отношения (i=1),
-коэффициент режима нагрузки (принимаем 1,2).
Межосевое расстояние принимаем: a´=160 мм.
Длина ремня:
l ≈ 2a+0.5π( )+(
)+( )
)  /4a (6)
/4a (6)
 =560 мм
=560 мм
Уточняем:
 (7)
(7)
 мм
мм
По рекомендациям:
 ;
; 

 =0,033 кВт
=0,033 кВт
Число ремней:
 (8)
(8)
Принимаем  =1
=1
Z≈  =0.3
=0.3
Принимаем Z=1
Условие Z ≤ 6(8) выполняется.
Предварительное натяжение ремня ( ) при =
) при =  (9)
(9)
V=3.14*0.08*50/60=0.209 м/с
F  Н
Н
F  =
=  (10)
(10)
F =  0.041 Н
0.041 Н
Сила, действующая на вал при β/2=0
F =2*F *cos (β/2)=2*0.041*1=0.082 Н. (11)
Расчёт формы профиля копира
Копир в данной конструкции приспособления вращается вместе с распределительным валом. Поэтому профиль копира должен повторять профиль шлифуемого кулачка с определёнными изменениями.
Минимальный радиус шлифуемого кулачка 18,5 мм
Минимальный радиус копира принимаем 36,1 мм
Это делаем для снижения нагрузки на опорный ролик и на сам копир.
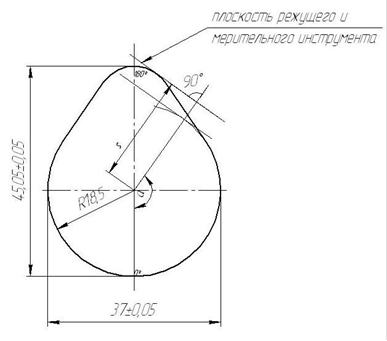
Рисунок 1 - схема изготовления и контроля профилей кулачков
В таблицах 1 и 2 приведены изменения радиуса впускного и выпускного кулачков соответственно.
Таблица 1
Размеры для изготовления выпускного кулачка
| α°
| S мм
| α°
| S мм
| α°
| S мм
| α°
| S мм
|
| 94
| 18,5
| 116
| 18,8
| 138
| 21,8792
| 160
| 25,4389
|
| 94,5
| 18,5002
| 116,5
| 18,8108
| 138,5
| 21,9829
| 160,5
| 25,4931
|
| 95
| 18,5008
| 117
| 18,822
| 139
| 22,0857
| 161
| 25,5459
|
| 95,5
| 18,5017
| 117,5
| 18,8339
| 139,5
| 22,1776
| 161,5
| 25,5975
|
| 96
| 18,5031
| 118
| 18,8471
| 140
| 22,2885
| 162
| 25,6477
|
| 96,5
| 18,5048
| 118,5
| 18,8518
| 140,5
| 22,3884
| 162,5
| 25,6966
|
| 97
| 18,5069
| 119
| 18,8784
| 141
| 22,4875
| 163
| 25,7442
|
| 97,5
| 18,5093
| 119,5
| 18,8974
| 141,5
| 22,5855
| 163,5
| 25,7905
|
| 98
| 18,5122
| 120
| 18,9189
| 142
| 22,6825
| 164
| 25,8454
|
| 98,5
| 18,5154
| 120,5
| 18,9434
| 142,5
| 22,7786
| 164,5
| 25,879
|
| 99
| 18,5189
| 121
| 18,971
| 143
| 22,8736
| 165
| 25,9213
|
| 99,5
| 18,5228
| 121,5
| 19,0022
| 143,5
| 22,9677
| 165,5
| 25,9622
|
| 100
| 18,5271
| 122
| 19,0371
| 144
| 23,0607
| 166
| 26,0018
|
| 100,5
| 18,5317
| 122,5
| 19,0758
| 144,5
| 23,1526
| 166,5
| 26,04
|
| 101
| 18,5367
| 123
| 19,1187
| 145
| 23,2435
| 167
| 26,0769
|
| 101,5
| 18,542
| 123,5
| 19,1658
| 145,5
| 23,3334
| 167,5
| 26,1124
|
| 102
| 18,5476
| 124
| 19,2173
| 146
| 23,4222
| 168
| 26,1465
|
| 102,5
| 18,5536
| 124,5
| 19,2731
| 146,5
| 23,5099
| 168,5
| 26,1793
|
| 103
| 18,5598
| 125
| 19,3334
| 147
| 23,5965
| 169
| 26,2107
|
| 103,5
| 18,5664
| 125,5
| 19,3981
| 147,5
| 23,6821
| 169,5
| 26,2407
|
| 104
| 18,5733
| 126
| 19,4673
| 148
| 23,8665
| 170
| 26,2694
|
| 104,5
| 18,5804
| 126,5
| 19,5407
| 148,5
| 23,8408
| 170,5
| 26,2967
|
| 105
| 18,5879
| 127
| 19,6184
| 149
| 23,932
| 171
| 26,3225
|
| 105,5
| 18,5956
| 127,5
| 19,7002
| 149,5
| 24,013
| 171,5
| 26,3471
|
| 106
| 18,6035
| 128
| 19,7859
| 150
| 24,0929
| 172
| 26,3702
|
| 106,5
| 18,6118
| 128,5
| 19,8753
| 150,5
| 24,1717
| 172,5
| 26,3919
|
| 107
| 18,6202
| 129
| 19,9682
| 151
| 24,2493
| 173
| 26,4123
|
| 107,5
| 18,6289
| 129,5
| 20,0543
| 151,5
| 24,3857
| 173,5
| 26,4312
|
| 108
| 18,6378
| 130
| 20,1634
| 152
| 24,401
| 174
| 26,4418
|
| 108,5
| 18,6469
| 130,5
| 20,265
| 152,5
| 24,475
| 174,5
| 26,4649
|
| 109
| 18,6562
| 131
| 20,359
| 153
| 24,5475
| 175
| 26,4797
|
| 109,5
| 18,6657
| 131,5
| 20,4748
| 153,5
| 24,6196
| 175,5
| 26,493
|
| 110
| 18,6754
| 132
| 20,5822
| 154
| 24,6901
| 176
| 26,505
|
| 110,5
| 18,6852
| 132,5
| 20,6908
| 154,5
| 24,7593
| 176,5
| 26,5155
|
| 111
| 18,6952
| 133
| 20,8002
| 155
| 24,8273
| 177
| 26,5247
|
| 111,5
| 18,7053
| 133,5
| 20,91
| 155,5
| 24,8941
| 177,5
| 26,5324
|
| 112
| 18,7155
| 134
| 21,0199
| 156
| 24,9597
| 178
| 26,5387
|
| 112,5
| 18,7258
| 134,5
| 21,1295
| 156,5
| 25,024
| 178,5
| 26,5437
|
| 113
| 18,7362
| 135
| 21,2388
| 157
| 25,0871
| 179
| 26,5472
|
| 113,5
| 18,7467
| 135,5
| 21,3475
| 157,5
| 25,1489
| 179,5
| 26,5493
|
| 114
| 18,7573
| 136
| 21,4555
| 158
| 25,2095
| 180
| 26,55
|
| 114,5
| 18,7679
| 136,5
| 21,5627
| 158,5
| 25,2688
|
|
|
| 115
| 18,7786
| 137
| 21,6691
| 159
| 25,3268
|
|
|
| 115,5
| 18,7893
| 137,5
| 21,7846
| 159,5
| 25,3835
|
|
|
Таблица 2
Размеры для изготовления впускного кулачка
| α°S ммα°S ммα°S ммα°S мм
|
|
|
|
|
|
|
|
| 99,5
| 18,5002
| 120
| 18,7786
| 140,5
| 21,6504
| 161
| 25,3567
|
| 100
| 18,5008
| 120,5
| 18,1893
| 141
| 21,7654
| 161,5
| 25,4178
|
| 100,5
| 18,5017
| 121
| 18,8
| 141,5
| 21,8794
| 162
| 25,4773
|
| 101
| 18,5031
| 121,5
| 18,8108
| 142
| 21,9923
| 162,5
| 25,5353
|
| 101,5
| 18,5048
| 122
| 18,8221
| 142,5
| 22,1042
| 163
| 25,5918
|
| 102
| 18,5069
| 122,5
| 18,8343
| 143
| 22,2149
| 163,5
| 25,6467
|
| 102,5
| 18,5093
| 123
| 18,848
| 143,5
| 22,3245
| 164
| 25,7001
|
| 103
| 18,5122
| 123,5
| 18,8637
| 144
| 22,433
| 164,5
| 25,7518
|
| 103,5
| 18,5154
| 124
| 18,8817
| 144,5
| 22,5404
| 165
| 25,802
|
| 104
| 18,5189
| 124,5
| 18,9026
| 145
| 22,6466
| 165,5
| 25,8506
|
| 104,5
| 18,5226
| 125
| 18,9264
| 145,5
| 22,7516
| 166
| 25,8976
|
| 105
| 18,5271
| 125,5
| 18,954
| 146
| 22,8554
| 166,5
| 25,9431
|
| 105,5
| 18,5317
| 126
| 18,9854
| 146,5
| 22,9581
| 167
| 25,9869
|
| 106
| 18,5367
| 126,5
| 19,021
| 147
| 23,0595
| 167,5
| 26,0291
|
| 106,5
| 18,542
| 127
| 19,0611
| 147,5
| 23,1597
| 168
| 26,0697
|
| 107
| 18,5475
| 127,5
| 19,1059
| 148
| 23,2587
| 168,5
| 26,1087
|
| 107,5
| 18,5536
| 128
| 19,1556
| 148,5
| 23,3564
| 169
| 26,146
|
| 108
| 18,5598
| 128,5
| 19,2103
| 149
| 23,4528
| 169,5
| 26,1817
|
| 108,5
| 18,5664
| 129
| 19,2701
| 149,5
| 23,548
| 170
| 26,2158
|
| 109
| 18,5733
| 129,5
| 19,335
| 150
| 23,6418
| 170,5
| 26,2483
|
| 109,5
| 18,5804
| 130
| 19,4051
| 150,5
| 23,7344
| 171
| 26,2791
|
| 110
| 18,5879
| 130,5
| 19,4803
| 151
| 23,8256
| 171,5
| 26,3083
|
| 110,5
| 18,5956
| 131
| 19,5605
| 151,5
| 23,9156
| 172
| 26,3358
|
| 111
| 18,6035
| 131,5
| 19,6456
| 152
| 24,0041
| 172,5
| 26,3617
|
| 111,5
| 18,6118
| 132
| 19,7354
| 152,5
| 24,0913
| 173
| 26,3859
|
| 112
| 18,6202
| 132,5
| 19,8296
| 153
| 24,1772
| 173,5
| 26,4085
|
| 112,5
| 18,6289
| 133
| 19,9281
| 153,5
| 24,2617
| 174
| 26,4294
|
| 113
| 18,6378
| 133,5
| 20,0304
| 154
| 24,3448
| 174,5
| 26,4485
|
| 113,5
| 18,6469
| 134
| 20,1364
| 154,5
| 24,4265
| 175
| 26,4662
|
| 114
| 18,6562
| 134,5
| 20,2455
| 155
| 24,5067
| 175,5
| 26,4821
|
| 114,5
| 18,6637
| 135
| 20,3574
| 155,5
| 24,5856
| 176
| 26,4963
|
| 115
| 18,6764
| 135,5
| 20,4716
| 156
| 24,663
| 176,5
| 26,5089
|
| 115,5
| 18,6852
| 136
| 20,5878
| 156,5
| 24,739
| 177
| 26,5198
|
| 116
| 18,6952
| 136,5
| 20,7054
| 157
| 24,8136
| 177,5
| 26,529
|
| 116,5
| 18,7053
| 137
| 20,824
| 157,5
| 24,8867
| 178
| 26,5366
|
| 117
| 18,7155
| 137,5
| 20,9431
| 158
| 24,9583
| 178,5
| 26,5425
|
| 117,5
| 18,7258
| 138
| 21,0622
| 158,5
| 25,0284
| 179
| 26,5466
|
| 118
| 18,7362
| 138,5
| 21,1811
| 159
| 25,0971
| 179,5
| 26,5492
|
| 118,5
| 18,7467
| 139
| 21,2996
| 159,5
| 25,1643
| 180
| 26,55
|
| 119
| 18,7573
| 139,5
| 21,4174
| 160
| 25,2299
|
|
|
Вывод
В данной курсовой работе мы получили практические навыки по проектированию технологического оборудования для технического обслуживания и ремонта подвижного состава автомобильного транспорта.
Нами был модернизирован обычный кругло-шлифовальный станок. Целью модернизации данного станка являлась возможность шлифовки на нём профилей кулачков распределительного вала двигателя автомобиля КамАЗ-740. Цель работы была нами достигнута путём установки вышеописанного приспособления на станок.
Направлением дальнейшей модернизации может являться возможность обработки распределительных валов других автомобилей.
Список использованной литературы
1. Анурьев В.И. Справочник конструктора машиностроителя в 3-х томах - М.: Машиностроение, 1979, 1980, 1982.
2. Артоболевский И.И. Теория механизмов и машин. 4-ое издание переработанное и дополненное. - М.: Наука. - 1988 - 640 с.
. Вардашкин Б.Н. и др. Станочные приспособления. Справочник в 2-х томах / Вардашкин Б.Н., Данилевский В.В., Шатилов А.А. - М.: Машиностроение - 1984.
. Иванов М.Н. Детали машин. Учебник для вузов. - М.: Высшая школа. - 1984. - 336с., ил.
. Косиловой А.Г., Мещерякова Р.К. Справочник технолога машиностроителя. В 2-х томах. - М.: Машиностроение. - 1985. - 656 с., ил.
. Ящерицын П.И. и др. Основы резания материалов и режущий инструмент / Ящерицын П.И., Ерёменко М.Л., Жигалко Н.И. - Минск: Высшая школа.1981. 560 с.
. Румянцев С.И., Борщев В.Ф., Боднев А.Г., и др. Учебник.- М.: Транспорт. - 1981. - 462. с
. Патенты
Содержание
Аннотация
Введение
1. Обзор существующих конструкций
2. Критика прототипа и мероприятия по его модернизации
. Расчёты
. Оценка технико-экономической эффективности предлагаемой конструкции
. Особенности работы модернизированной конструкции
Выводы
Список использованной литературы
Аннотация
В данной курсовой работе будет производиться модернизация станка, предназначенного для восстановления распределительных валов шлифованием.
Работа будет включать анализ существующих конструкций, их критику и на ее основе будет предложен способ модернизации станка.
Модернизация станка, которая будет заключаться в установке на станок новых агрегатов и узлов, будет подкреплена соответствующими расчетами.
Введение
Целью данной курсовой работы является получение практических навыков по проектированию технологического оборудования для технического обслуживания и ремонта подвижного состава автомобильного транспорта.
В данной работе нам необходимо проанализировать оборудование, приспособления, патенты, станки для перешлифовки профиля кулачков распределительного вала двигателя КамАЗ-740, выбрать наиболее рациональную конструкцию и модернизировать её с соответствующими расчётами.
Обзор существующих конструкций
Обзор существующих конструкций производим по патентному поиску
Описание патента: 2 074 081 (13)C1
Дата публикации: 27.02.1997
Заявитель:Рабинович Михаил Яковлевич
Координатно-шлифовальный станок
Изобретение относится к области металлообрабатывающего оборудования и может быть использовано в машиностроении, преимущественно в инструментальном производстве. Предметом изобретения является координатно-шлифовальный станок, особенность которого состоит в возможности визуального контроля с помощью встроенного экранного микроскопа за наличием припуска "под шлифовку" на всем периметре отверстия в заготовке, а также наблюдения за процессом обработки и проверки окончательных размеров и конфигурации отверстия на финише обработки, и наконец, в возможности корректировки положения центра дуги, обеспечивая сопряжения отдельных элементов отверстия, которое может быть сложноконтурным.
Формула изобретения
Координатно-шлифовальный станок, на станине которого с возможностью продольного перемещения установлен горизонтальный стол, несущий средства закрепления обрабатываемой детали, и расположенный над столом пневмо- или электрооборудование с абразивным инструментом, отличающийся тем, что стол снабжен лимбом с ручным и механическим приводом вращения, на котором находятся крестовые каретки, а на верхней из них поворотная планшайба, при этом над столом расположены закрепленные на станине две параллельные между собой и перпендикулярные ходу стола консоли, на одной из которых установлен с возможностью перемещения вдоль консоли суппорт с закрепленным на поворотном круге бором и механизмом его возвратно-поступательного сканирования, а на второй находится перемещаемая вдоль консоли каретка с экранным микроскопом, установленным так, что его оптическая ось направлена вертикально, причем стол станка имеет два фиксированных положения, первое положение характеризуется тем, что ось вращения лимба и ось бора находятся в одной вертикальной перпендикулярной ходу стола плоскости, а второе положение стола когда ось вращения лимба находится в плоскости, параллельной первой и проходящей через оптическую ось микроскопа, при этом крестовые каретки и каретки микроскопа снабжены индикаторами перемещения с выходом на цифровое табло.
Достоинствами данного изобретения являются: возможность визуального контроля с помощью встроенного экранного микроскопа за наличием припуска "под шлифовку" на всем периметре отверстия в заготовке, наблюдение за процессом обработки и проверки окончательных размеров и конфигурации отверстия на финише обработки, возможность корректировки положения центра дуги, обеспечивая сопряжения отдельных элементов отверстия, которое может быть сложноконтурным.
Недостатком данного изобретения является: сложность установки, необходимость постоянного отвлечения на проверку в процессе обработки, а также неприспособленность данного станка к обработке кулачковых валов.
Описание патента: 2 113 969 (13)C1
Дата публикации: 27.06.1998
Заявитель: Общество с ограниченной ответственностью "Контакт"
Пневматический шлифовальный инструмент
В корпусе инструмента размещены сопловой аппарат, микротурбина, выполнена в виде установленного на газостатические подшипники вала и расположенного на нем по меньшей мере одного диска с профилированными лопатками, а также упорный двусторонний газостатический подшипник, пятами которого служит диск рабочего колеса, и пусковой клапан. При этом сопловой аппарат выполнен с профилированными лопатками, периферийные торцы которых выполнены скошенными и примыкают к внутренней поверхности корпуса с образованием каналов, сужающихся в направлении диска микротурбины, профиль каждой лопатки диска в центральной части определен дугами окружностей, сопряженными прямыми линиями с дугами окружностей на входной и выходной кромках, причем размеры элементов микротурбины и газостатических подшипников связаны определенным образом. Технический результат заключается в повышении КПД инструмента, повышении крутящего момента на выходном валу турбины, расширении.
Формула изобретения
Пневматический шлифовальный инструмент, содержащий корпус, размещенные в нем сопловый аппарат, микротурбину, выполненную в виде вала, установленного на газостатические радиальные подшипники с питающими отверстиями и расположенного на валу, по меньшей мере, одного рабочего колеса в виде диска с профилированными лопатками, а также упорный двусторонний газостатический подшипник с питающими отверстиями, пятами которого служит диск рабочего колеса, и пусковой клапан, при этом в корпусе выполнены раздельные каналы подвода рабочей среды к рабочему колесу и газостатическим радиальным подшипникам, каналы отвода отработанной рабочей среды, а пусковой клапан установлен с возможностью перекрытия канала подвода рабочей среды к колесу микротурбины, отличающийся тем, что сопловой аппарат выполнен с профилированными лопатками, периферийные торцы которых выполнены скошенными под углом 2-7 к продольной оси корпуса и примыкают к внутренней поверхности последнего с образованием конического соединения, а также с образованием каналов, сужающихся в направлении рабочего колеса, при этом профиль каждой лопатки рабочего колеса, в центральной части определенный дугами окружностей, сопряженных прямыми линиями с дугами окружностей на входной и выходной кромках, имеет радиус вогнутой стороны профиля, равный 0,1-1,0 ширины профиля, а отношение радиусов вогнутой и выпуклой сторон составляет 2,5-6,3, причем основные конструктивные размеры элементов микротурбины и газостатических подшипников связаны следующими соотношениями: диаметр вала равен 0,37-0,55 диаметра рабочего колеса, длина вала равна 2,7-5,6 диаметра рабочего колеса, ширина диска рабочего колеса равна 0,1-0,22 диаметра рабочего колеса, длина газостатических радиальных подшипников равна 0,34-0,73 диаметра рабочего колеса, наружный диаметр газостатических радиальных подшипников равен 0,41-0,78 диаметра рабочего колеса, расстояние между центрами газостатических радиальных подшипников равно 0,34-4,9 диаметра рабочего колеса, эквивалентный диаметр питающих отверстий газостатических подшипников Dэкв а определен по формуле
где d - диаметр питающих отверстий;- количество питающих
Достоинствами данного изобретения являются: в повышение КПД инструмента, повышение крутящего момента на выходном валу турбины, расширении, вибробезопасность инструмента, повышенный ресурс работы.
Недостатками данного изобретения являются: его сложность, сложность его изготовления, необходимость в определённых знаниях при эксплуатации.
Описание патента: 2 153 969 (13)C2
Дата публикации: 10.08.2000
Заявитель: Орловский государственный технический университет
Способ шлифования тел вращения некруглого сечения
Изобретение относится к металлообработке шлифованием и может быть использовано при обработке тел вращения некруглого сечения. Обработку ведут торцовой поверхностью шлифовального круга. Ось вращения круга устанавливают под острым углом к прямой, перпендикулярной оси вращения заготовки. Угол определяют в зависимости от величины эксцентриситета некруглого сечения заготовки и диаметра шлифовального круга, на котором он контактирует с заготовкой. Оси шпинделя круга сообщают вращательное планетарное движение вокруг перпендикулярной прямой, кинематически связанное с вращением заготовки. Такая установка позволяет изменять угол положения абразивных зерен относительно обрабатываемой поверхности. Реализуется принцип неповторяющегося следа. Способ обеспечивает безприжеговость шлифования, благоприятные условия резания. Улучшаются условия самозатачиваемости абразивного шлифовального круга. Использование способа повышает производительность обработки, снижает расход абразивного инструмента.
Формула изобретения
Способ обработки тел вращения некруглого сечения с прямолинейными и винтовыми образующими, включающий вращение обрабатываемой заготовки и шлифовального круга, а также движение подачи шлифовального круга, отличающийся тем, что обработку осуществляют торцевой поверхностью шлифовального круга, ось шпинделя которого расположена под острым углом a к прямой, перпендикулярной оси вращения заготовки, при этом шлифовальному кругу сообщают согласованное с вращением заготовки вращательное планетарное движение из условия перемещения оси шпинделя круга вокруг упомянутой прямой, а величину угла a определяют по формуле
= arctg(b/D),
где b - величина эксцентриситета некруглого сечения заготовки;- диаметр шлифовального круга, на котором он контактирует с заготовкой.
Достоинствами данного изобретения являются: способ обеспечивает безприжеговость шлифования, благоприятные условия резания, улучшение условия самозатачиваемости абразивного шлифовального круга, повышение производительности обработки, снижение расхода абразивного инструмента.
Недостатками данного изобретения являются: сложность в обеспечении указанного движения шлифовального круга (особенно при его больших размерах), невозможность обеспечения жестких требований по сёдлообразности обрабатываемой поверхности.
Описание патента: 2 121 914 (13)C1
Дата публикации: 20.11.1998
Заявитель: Орловский государственный технический университет
Узел шлифовального шпинделя
Изобретение предназначено для обработки тел вращения абразивным инструментом с аксиально смещенным режущим слоем и может быть использовано при проектировании, изготовлении и эксплуатации шлифовальных, полировальных, доводочных и отделочных станков и приспособлений. Задача изобретения: повышение надежности, долговечности и улучшение качества обрабатываемых изделий путем уменьшения переменных динамических нагрузок благодаря установке дополнительной осциллирующей опоры, работающей в местах равного прогиба вала.
Формула изобретения
Узел шлифовального шпинделя содержит вал, установленный в неподвижной пиноли на двух радиальных опорах, расстояние между которым 1 и закрепленные консольно на валу со стороны передней опоры под углом к плоскости вращения абразивный круг с аксиально смещенным режущим слоем, а с другой стороны ведомый шкив. Кроме того, вал снабжен осциллирующей синхронно аксиально-смещенному режущему слою круга опорой, размещенной на расстоянии Xmax а = 0,42265l от передней опоры в месте максимального прогиба оси вала, причем величина осцилляции опоры есть расстояние между точкой Xmax а и ближайшей к передней опоре точкой Xmin а минимального прогиба на оси с максимальным прогибом.
Достоинствами данного изобретения являются: надежности, долговечности и улучшение качества обрабатываемых изделий путем уменьшения переменных динамических нагрузок.
Недостатками данного изобретения являются: усложнение конструкции сложность изготовления.
Описание патента: 2 116 880 (13)C1
Дата публикации: 10.08.1998
Заявитель: Вестэрн Атлас Инк. (US)
Шлифовальный станок с множеством параллельных абразивных лент для одновременного шлифования поверхностей обрабатываемых деталей
В станке используется несколько параллельных бесконечных абразивных лент для одновременного шлифования нескольких кулачков на распределительном валу. Устройство содержит профилирующую головку, включающую в себя несколько подающих узлов, в каждом из которых имеется подпорная колодка, ее держатель, переходник, шариковинтовой преобразователь для обеспечения прижатия подпорной колодки к абразивной ленте. На каждом переходнике выполнена установочная губка, причем переходники расположены в два ряда с подработкой для выставки переходников заданным образом относительно базы сборки. Держатели подпорных колодок закреплены в положении над установочными губками. Способ сборки, кожух, прикрывающий профилирующую головку, отводимая вбок опорная траверса узла приводного барабана и ряд других особенностей - обеспечивают предлагаемому устройству высокую эффективность и надежность в эксплуатации.
Формула изобретения
Профилирующая головка шлифовального станка, содержащая абразивный узел с множеством параллельных абразивных лент, смонтированных на металлической раме, и по меньшей мере один подающий узел, кинематически связанный с выходным валом приводного двигателя и поджимным узлом, предназначенным для контакта с внутренней поверхностью абразивной ленты, отличающаяся тем, что металлическая рама включает по меньшей мере одну переднюю стенку, заднюю стенку, верхнюю и донную части, в задней стенке рамы выполнен проем, служащий для доступа к элементам подающего узла, и головка снабжена пластинкой для закрытия проема, подающий узел проходит через переднюю и заднюю стенки и через упомянутую пластинку, при этом головка снабжена связанным с выходным валом приводного двигателя посредством сочленения удлиненным валом и резьбовым валом, связанной с ним роликовой обоймой, размещенной в кольцевом корпусе, средствами управления движением кольцевого корпуса, закрепленными на резьбовом валу, шариковинтовым преобразователем, соединенным с кольцевым корпусом, причем шариковинтовой преобразователь кинематически связан с подвижным узлом, выполненным в виде размещенной на конце резьбового вала головки и установленного на ней с возможностью фиксации посредством фиксатора переходника с выполненной в нижней его части установочной губкой, несущий держатель с подпорной колодкой, размещенной с возможностью взаимодействия с внутренней поверхностью абразивной ленты и поджима ее к обрабатываемой детали.
Недостатками данного изобретения являются: большая сложность конструкции, необходимость в специфических навыках рабочего, сложность и продолжительность установки обрабатываемой детали.
Описание патента: 2 078 671 (13)C1
Дата публикации: 10.05.1997
Заявитель: Кулаков Михаил Михайлович
Копировальное устройство для шлифования кулачкового вала при ремонте
Использование: в устройствах для обработки сложного профиля по копирам, в частности, для восстановления изношенного профиля, главным образом вогнутого участка кулачкового вала топливного насоса высокого давления дизеля. Сущность изобретения: при обработке кулачкового вала шлифовальным кругом с использованием в качестве копира эталонного кулачкового вала шлифовальный круг модуля устройства выбирают с радиусом rк а, установленным в пределах значений по соотношению rк а=[R/2...(R+D)/2], где R - радиус образующей окружности вогнутого участка профиля обрабатываемого кулачкового вала; D - глубина врезания шлифовального круга в тело обрабатываемого вала.
Формула изобретения
Копировальное устройство для шлифования кулачкового вала при ремонте, содержащее рабочий модуль в виде шлифовального круга с приводом вращения и поперечной подачи и эталонный модуль, включающий копир в виде эталонного кулачкового вала, связанный с приводом вращения и поперечной подачи обрабатываемого кулачкового вала, и ролик, установленный на столе устройства с возможностью взаимодействия с копиром, отличающееся тем, что шлифовальный круг выполнен с радиусом, установленным в пределах

где R радиус образующей окружности вогнутого участка профиля обрабатываемого кулачкового вала;глубина врезания шлифовального круга в тело обрабатываемого кулачкового вала.
Достоинствами данного изобретения являются: точное повторение кулачком профиля копира, простота конструкции.
Недостатками данного изобретения являются: сложность установки детали, необходимость в значительном изменении конструкции для возможности обработки распределительного вала.
Описание патента: 2 080 238 (13)C1
Дата публикации: 27.05.1997
Заявитель: Сурду Николай Васильевич [UA],
Подольский Эмануил Викторович [UA],
Тарелин Анатолий Алексеевич [UA],
Горбачев Александр Федорович [UA].
Способ обработки криволинейных поверхностей изделий
Использование: для обработки изделий с переменной кривизной поверхности, например профильной части кулачковых валов. Сущность: способ обработки криволинейных поверхностей включает перемещение изделия по круговой траектории, вращение вокруг планетарной оси с регулируемой угловой скоростью и подачу инструмента на врезание в изделие. При подаче инструмента на врезание угловую скорость вращения изделий вокруг планетарных осей выбирают из условия контакта их с инструментом одними теми же точками заданного профиля, а врезание ведут на величину снимаемого припуска. После чего изделию сообщают дополнительное перемещение в плоскости, перпендикулярной оси перемещения изделия по круговой траектории, поддерживая постоянным расстояние от оси перемещения изделия по круговой траектории до точки касания инструмента с обрабатываемым участком заданного профиля. Кроме того, на этапе врезания угловую скорость вращения изделия вокруг планетарной оси выбирают равной 0 или в целое число раз превосходящую угловую скорость перемещения изделия по круговой траектории. Кроме этого, расчетную угловую скорость вращения изделия вокруг планетарной оси на этапе обработки определяют из соотношения:
пл а = Wкр а,Fimax а,
где Wпл а - угловая скорость вращения изделия вокруг планетарной оси;кр а - угловая скорость кругового движения,а - максим






