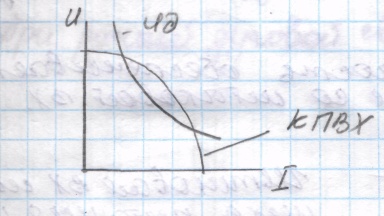
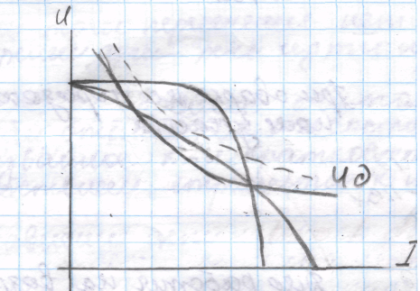
- это внешняя характеристика
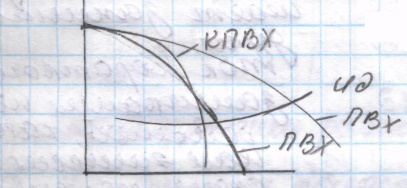
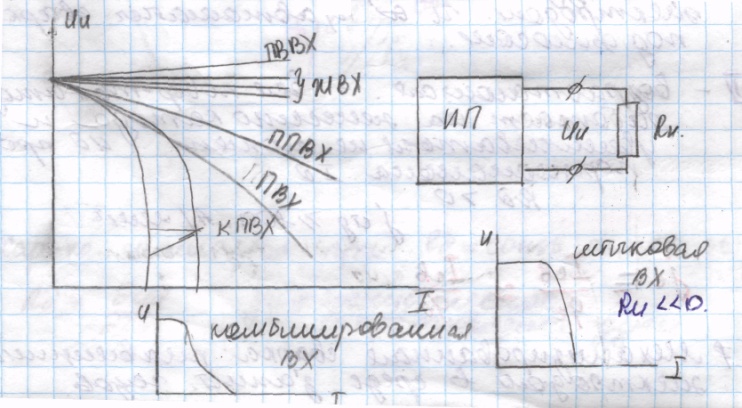
ПВВХ – полого возрастающая ВХ RU > 0
ЖВХ – жесткая ВХ RU = 0
ППВХ – полого падающая ВХ RU < 0
ПВХ – падающая ВХ RU < 0
КПВХ – круто падающая ВХ RU < 0
 RU = ∂UU/∂I дифференциальное сопротивление источника питания
RU = ∂UU/∂I дифференциальное сопротивление источника питания
Условия устойчивого горения дуги. Требования к ВХ источника питания
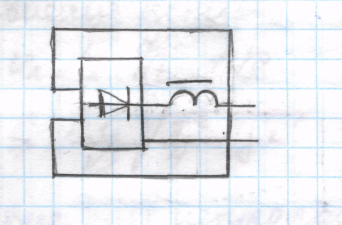
Сам источник содержит индуктивность. Потерями в кабеле будем пренебрегать.
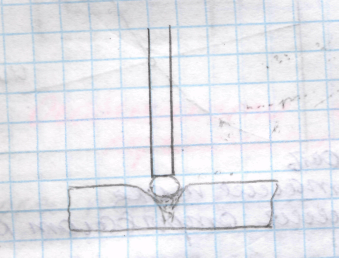
ИП – поставщик энергии
Дуга – приемник энергии
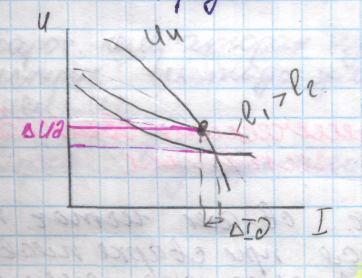
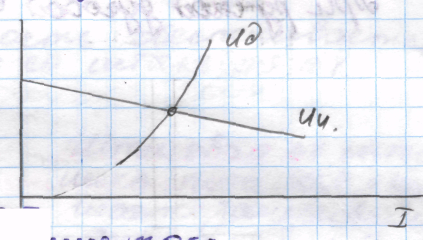
Для того, чтобы процесс горения дуги был устойчивым необходимо выполнение двух условий:
1. Статическое равновесие PU = P∂ - равенство мощностей
2. Динамическая устойчивость.
Если точек пресечения нет, то не о каком горении дуги речь идти не может.
Процесс считается устойчивым, если отклонение от состояния равновесия, вызванное каким-либо кратковременным внешним воздействием стремится к нулю.
Уравнение цепи: UU =Ðdi / dt + U∂
Для расчета воспользуемся методом мениаризации:
Uu = Uuо + ∂ Uu/ ∂I∂D I∂
U∂ = U∂о + ∂ U∂/ ∂I∂D I∂
i∂ = I∂о + D I∂ Uuо = U∂о
Ðd D I∂ / dt + (R∂ - Ru) D I∂ = 0 – уравнение динамики
D I∂ = D I∂нач. · ℓ±(R∂ - Ru)/ë
R∂ - Ru = Ку>0 – коэффициент устойчивости. условие устойчивого горения дуги.
Требования, предъявляемые к ВХ источника питания
При ручной дуговой сварке на малых
 токах ВХ должна быть круто падающей
токах ВХ должна быть круто падающей
При сварке на горизонтальном участке
Для работы на возрастающем участке можно использовать ЖВХ или ППВХ и ПВВХ. Сварка под флюсом автоматическая.
 Кроме устойчивости горения дуги источник питания должен обеспечить при ручной дуговой сварке эластичность дуги, т.е. способность растягиваться без обрыва в достаточно больших пределах.
Кроме устойчивости горения дуги источник питания должен обеспечить при ручной дуговой сварке эластичность дуги, т.е. способность растягиваться без обрыва в достаточно больших пределах.
DU∂ = ∂U∂/∂ℓ∂Dℓ∂ + ∂U∂ / ∂I∂ · D I∂ =
=ЕсDℓ∂ + R∂ · D I∂
DUu ≈ Ru · D I∂
DU∂ = DUu
D I∂ = - Ес/Ку · D ℓ∂
Изменение тока противоположного по знаку изменению длины дуги. Чем больше Ку тем меньше D I∂ .
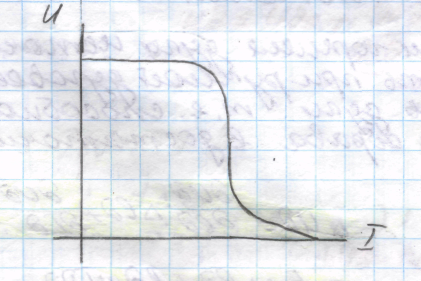
Наибольшая эластичность обеспечивается источником питания со штыковой ВХ.
Штыковая ВХ источника питания ухудшает зажигание дуги. Ток короткого замыкания небольшой, катодная эмиссия очень маленькая.
Чтобы облегчить зажигание дуги делают следующие ВХ. (ток короткого замыкания увеличивают) при ручной дуговой сварке
Iкз = 1,25 Iраб.
Требования к динамическим свойствам источника питания
Требования к динамическим свойствам источника питания предъявляются при сварке плавящимся электродом с крупнокапельным переносом метала, сопровождающийся короткими замыканиями дугового промежутка.
При ручной дуговой сварке
Если капля достигает сварочной ванны, то происходит короткое замыкание.
Основ. силы тяжести пов-го напряжения электрода и свар. ванны влияют на отрыв капли. Падение напряжения равно нулю.
Д – Кз – режим холостого хода – Д (дуги в первый момент нет) (U∂ > 25В) в момент отрыва капли.
U∂ = 25В
В связи с инерционностью источника питания U∂ = 25В достигается не мгновенно, а спустя какое-то время.
ГОСТ устанавливает следующие требования к времени восстановления напряжения после отрыва капли t восст ≤ 0,02 с
В сварочных генераторах нужно применять специальные конструкц. методы для выполнения этого условия.
Сварка в защитных газах
Исп-ся источник питания с жесткой ВХ и Iкз очень большой.
Чем меньше индуктивность, тем быстрее идет нарастание тока. Электродинамические силы отрывают капли от электрода.
Если скорость нарастания тока слишком велика, то шейка не успевает обр-ся у электродной капли. Капля будет попадать на изделие, а не в сварочную ванну.
Если медленное нарастание тока, электродинамические силы нарастают медленно в сварочную ванну поступает нерасплавленный металл (проволока). Вместо нормального шва получаем кусочки проволоки.
Для снижения разбрызгивания металла и хорошего формирования шва скорость нарастания тока короткого замыкания должна быть близка к оптимальной.
В источниках питания для того, чтобы обеспечить нужную скорость нарастания Iкз на выходе всегда ставят индуктивную катушку, которая и замедляет в нужной степени нарастание тока.