Методические указания к лабораторной (практической) работе №5
«Изучение конструкции и принципа работы
сварочного трансформатора типа ТД» для студентов специальностей 15.03.01 и всех форм обучения
Нижний Новгород
Г.
Составитель Р.И. Шевелев, И. К. Козлов
УДК 621.751.
Источники питания для сварки: метод указания к лабораторной работе по общему курсу сварки для студентов всех форм обучения /НГТУ; сост.: И.К.Козлов Н. Новгород, 2014. 12 с.
Даны основные сведения об источниках питания для сварки, устройство и принцип работы трансформатора типа ТД-500 для ручной сварки.
Нижегородский государственный технический университет.
Типография НГТУ. 603950, Н.Новгород, ул. Минина, 24.
© Нижегородский государственный
технический университет, 2014
1. ЦЕЛЬ РАБОТЫ
Изучить конструкцию и принцип работы источников питания для дуговой сварки. Снять внешнюю характеристику трансформатора ТД-5ОО.
ОСНОВНЫЕ ПОЛОЖЕНИЯ
2.1. Основные требования к источникам питания дуги
Сварочная дуга как потребитель энергии и источник питания образуют взаимосвязанную энергетическую систему. Дуга представляет собой мощный, длительно существующий электрический разряд, происходящий в атмосфере газов и паров металла между электродом и изделием или между двумя электродами, находящимися под напряжением. Электрическая дуга характеризуется большим сварочным током и высокой температурой столба дуги (5500 - 7500 °С). Вольтамперная характеристика (ВАХ) дуги (зависимость между напряжением и током) представлена на рис. 1.
Рис. 1. Статическая вольтамперная характеристика (ВАХ) сварочной дуги
Сварка производится на постоянном и переменном токе. Источниками питания для сварки на переменном токе являются сварочные трансформаторы, на постоянном - сварочные выпрямители и сварочные преобразователи и агрегаты.
К источнику питания для дуговой сварки предъявляются следующие требования.
Он должен обладать достаточной мощностью и обеспечивать получение тока большой величины. Внешняя характеристика источника питания должна соответствовать ВАХ дуги. Если сварка производится на токах, соответствующих 1 - 2 участкам ВАХ дуги (например, при ручной дуговой сварке), источник питания должен обладать крутопадающей (рис.2, кривая 1) характеристикой; если ток в дуге соответствует третьему участку ВАХ дуги (при механизированной и автоматической сварке плавящимся электродом в защитном газе или под слоем флюса), источник питания должен обладать жесткой (3), пологопадающей (2) или реже возрастающей (4) внешней характеристикой (рис.2).
1 – крутопадающая
2 – пологопадающая
3 – жесткая
4 - возрастающая
Рис. 2. Статические вольтамперные (внешние) характеристики источников
питания для дуговой сварки
Всякий источник питания должен обеспечивать возможность регулирования сварочного тока (I св), так как для сварки металлов различной толщины необходим сварочный ток различной величины.
Источник питания должен обладать напряжением холостого хода (U xx), достаточным для легкого зажигания дуги и в то же время безопасным для работы.
Для сварочных выпрямителей U xx должно быть не более 100 В, для сварочных трансформаторов U хх должно быть не более 80 В.
Источник питания дуги должен обладать достаточно высокими динамическими свойствами. Под динамическими свойствами источника питания принимается время нарастания напряжения от 0 до 25 В. Это время по международным стандартам должно быть не более 0,02 с. Это требование легко выполняется в сварочных трансформаторах и выпрямителях, в сварочных генераторах принимают специальные меры.
Сварочные трансформаторы
Сварочные трансформаторы бывают двух типов:
- а) с нормальным магнитным рассеянием и дополнительным индуктивным сопротивлением - дросселем в однокорпусном или двух-корпусном исполнении (рис. 3, а);
- б) с искусственно увеличенным магнитным рассеянием, с подвижным магнитным шунтом (рис. 3, б) или подвижной вторичной обмоткой (рис.3, в).
Все сварочные трансформаторы являются понижающими. Мощность, потребляемая из сети, равна S 1 = U 1 I 1 , если пренебречь потерями, то можно записать S 1 = S 2 или U 1 I 1 = U 2 I 2 т.е. за счет уменьшения напряжения во вторичной обмотке получаем сварочный ток большой величины. Снижение напряжения U 1 обеспечивается уменьшением числе витков во вторичной обмотке по сравнению с первичной (коэффициент трансформации). В первичной обмотке трансформатора создается магнитный поток, магнитопровод служит для уменьшения магнитного рассеяния.

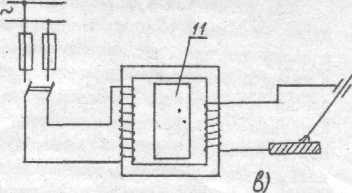
Рис. 3. Принципиальная схема сварочных трансформаторов:
а) с дросселем,
б) с подвижным шунтом;
в) с подвижной вторичной обмоткой,
1 – предохранители; 2 – рубильник; 3 – первичная обмотка; 4 – вторичная обмотка;
5 – магнитопровод; 6 – катушки дросселя; 7 – подвижная часть магнитопровода дросселя;
8 – винтовое приспособление для изменения зазора; 9 – электродержатель; 10 – изделие; 11 – шунт
Во вторичной обмотке индуцируется вторичное напряжение, обеспечивающее протекание в сварочной цепи большого тока.
Падающая внешняя характеристика в трансформаторах первой группы получается за счет дополнительного индуктивного сопротивления дросселя. При сварке напряжение во вторичной обмотке (U 2) равно векторной сумме падения напряжения на сварочном посту (U д) и в дросселе (U др). Считая дугу чисто активным приемником энергии и пренебрегая омическим сопротивлением дросселя, имеем
 .
.
В трансформаторах второй группы падающая внешняя характеристика получается за счет искусственно увеличенного магнитного рассеяния. Это конструктивно достигается тем, что первичные и вторичные обмотки разнесены на определенные расстояния друг от друга. Индуктивное сопротивление рассеяния создает тот же эффект, что и отдельный дроссель.
Сварочный ток в трансформаторах первой группы регулируется путем изменения зазора d в дросселе. Дроссель включен в сварочную цепь последовательно. При уменьшении зазора d в магнитопроводе дросселя увеличивается магнитный поток в дросселе и возрастает индуктивное сопротивление дросселя. Активное сопротивление дросселя остается постоянным, т.е. при уменьшении зазора d возрастает общее сопротивление дросселя, а следовательно, уменьшается сварочный ток во вторичной цепи. Напряжение холостого хода U 2хх при этом неизменно.
В настоящее время трансформаторы первой группы не выпускаются.
В трансформаторах типа (б) изменение сварочного тока достигается за счет введения магнитного шунта. При отсутствии шунта весь магнитный поток проходит через вторичную обмотку, I св - максимальный. При введении шунта магнитный поток, создаваемый первичной обмоткой, раздваивается, часть его идет через шунт, а остальной поток через вторичную обмотку. Уменьшение магнитного потока, проходящего через вторичную обмотку, приводит к уменьшению I св; так как шунт вводится и выводится плавно, также регулируется плавно I св.
В выпускавшихся до недавнего времени сварочных трансформаторах ТДФ-1001, ТДФ-1601 шунт неподвижен (сердечник трансформатора выполнен без воздушного зазора). Регулирование тока осуществляется путем подмагничивания шунта с помощью управляющей обмотки, питаемой постоянным током. Увеличение этого тока увеличивает степень насыщения шунта и его магнитное сопротивление, что приводит к увеличению I св. Трансформаторы используются для автоматической сварки под флюсом с зависимой от напряжения дуги скоростью подачи электродной проволоки.
В трансформаторах типа (в) I св регулируется плавно за счет изменения расстояния между первичной и вторичной обмотками. При сближении обмоток уменьшается рассеянии и I св увеличивается, при увеличении расстояния между ними I св уменьшается. Одновременно несколько уменьшается U хх.
В настоящее время выпускаются трансформаторы серии ТДМ (типов б и в) на токи до 500 А.
В последнее время появилась новая группа источников питания дуги переменного тока - тиристорные трансформаторы, в основу которых положен способ фазового регулирования тока. Основным узлом является тиристорный регулятор, работающий в комплекте с силовым трансформатором.
Регулятор состоит из двух встречно-параллельно соединенных тиристоров и системы управления фазой их включения. Формирование требуемой внешней характеристики обеспечивается с помощью обратных связей по току дуги (крутопадающие характеристики) или напряжению дуги (пологопадающие характеристики). Серийно выпускаются трансформаторы для ручной дуговой сварки ТДЭ-402 с крутопадающими характеристиками и трансформаторы для автоматической сварки под флюсом ТДФЖ-1002 и ТДФЖ-2002 с пологопадающими характеристиками, которые применяются в сварочных автоматах с независимой от напряжения дуги скоростью подачи электродной проволоки.
Сварочные выпрямители
Сварочные выпрямители состоят в основном из двух узлов: понижающего трансформатора и выпрямительного блока. Принципиальная электрическая схема выпрямителей представлена на рис. 4. Трехфазная схема позволяет лучше использовать трансформатор и равномерно загрузить трехфазную сеть.
В ряде выпрямителей требуемые значения тока и напряжения дуги, падающая внешняя характеристика, регулирование сварочного тока обеспечиваются либо трансформатором с подвижной первичной обмоткой, либо трансформатором с подмагничиваемым магнитным шунтом, либо дросселем насыщения, выпрямительный блок лишь преобразует переменный ток в постоянный.
Универсальные выпрямители серии ВДУ (с жесткой и падающей характеристикой) выполнены на управляемых полупроводниковых вентилях – тиристорах. Регулирование тока, требуемая внешняя характеристика обеспечиваются с помощью фазорегулировки - изменения угла включения тиристоров. При этом можно получить как крутопадающую, так и жесткую характеристики. Для более интенсивного использования выпрямительного блока применяется принудительное охлаждение с помощью вентилятора.

Рис. 4. Принципиальная схема сварочного выпрямителя
По сравнению со сварочными преобразователями выпрямители имеют следующие преимущества:
- более высокий КПД;
- более высокую надежность в работе (нет движущихся частей);
- более высокие динамические свойства;
- более просты в эксплуатации;
- создают меньше шума при работе.
Сравнительно недавно (80-е - 90 –е годы) начал выпускаться новый тип источников питания – инверторные источники.
В инверторных источниках переменное напряжение сети преобразуется в постоянное (выпрямляется), затем высокое постоянное напряжение преобразуется с помощью полупроводниковых ключей в переменное напряжение частотой 4 – 100 кГц, после чего понижается силовыми трансформатором до рабочего значения, далее выпрямляется и подается на сварочную дугу. В результате резко уменьшаются габаритные размеры и масса трансформатора и всего источника в целом, значительно повышаются динамические свойства источника. Инверторные источники широко используются для ручной дуговой сварки покрытыми электродами и механизированной сварки плавящимся электродом на токах до 400 А.





