Сварочные свойства источников питания – это способность источников питания при прочих благоприятных условиях обеспечивать получение качественного сварного соединения.
1. Надлежащая квалификация сварщика.
2. Сварочное оборудование.
3. Сварочные материалы.
4. Подготовка поверхности.
1. Легкость зажигания дуги. От этого зависит качество шва в начале и в случае сварки коротких швов производительность.
2. устойчивость и стабильность горения дуги. От этого зависит непрерывность горения дуги, обеспечивают нормальное формирование шва.
3. Эластичность дуги. Способность растягиваться без разрыва в определенных лимитах.
4. Эффективность регулирования режима
5. Характер переноса металла. Определяет разбрызгивание металла.
6. Качество формирования шва (косвенно зависит от источника питания)
Оценка выполняется либо субъективная, либо объективно-количественная.
Оценка источника питания субъективным методом. Сварщик выполняет наплавку на пластине из НУС на нескольких режимах в горизонтальном и вертикальном положении. После чего он дает оценку сварочных свойств источника питания. Используется 5-ти бальная система оценки.
Для механизированной сварки в среде защитных газов используется кол-ый метод оценки сварочных свойств.
Специализированные источники питания
Предназначены для сварки жаропрочных и коррозионностойких сталей и сплавов, титановых сплавов, цветных сплавов, легких сплавов.
Требования к специализированных источникам питания для сварки неплавящимся электродом в среде инертных газов
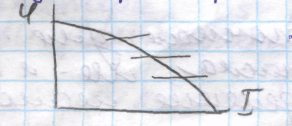
1. ВХ источника должна быть крутопадающей ∆U>20В на 100А.
2. Зажигание дуги как правило бесконтактное (источник питания компонуется осциллятором или устройством поджига дуги). При контактном зажигании быстрее изнашивается вольфрамовый электрод. Часто не желательно наличие вольфрамовых включений в сварочном шве.
3. В специализированных источниках предусматривается плавное нарастание сварочного тока в начале и плавное снижение в конце сварки. Это уменьшение износа электрода, в конце сварки плавное снижение для заварки кратера.
При РДС ток при растяжке дуги уменьшается
При сварке неплавящимся электродом
При растяжении дуги заварки кратера нет
4. При сварке легких сплавов должна быть обеспечена импульсная стабилизация горения дуги. Поверхность деталей покрыта всегда оксидной пленкой, пленка тугоплавка, чтобы получить соединение необходимо разрушить, разрушение оксидной пленки Al идет на обратной полярности. Плавление металла идет на прямой полярности. Поэтому нужен переменный ток. На обратной полярности напряжение зажигания большое и для этого нужна импульсная стабилизация.
5. Во многих специализированных источниках питания предусматривается импульсный режим сварки.
Чередуется интервал, кодга горит основная дуга tu, и когда – дежурная tn.
Плавление металла идет во время tu,
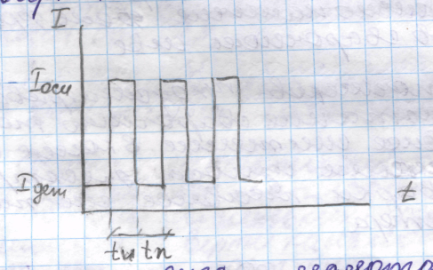
Дежурная дуга – малоточная для того, чтобы дуга совсем не погасла, металл не плавиться, т.к. тепловыделение малое. Применяют для сварки на малых толщинах.
6. Система управления источниками питания должна обеспечивать автоматическое управление циклов сварки. При сварке неплавящимся электродом в СО2 ручная аргонодуговая сварка.
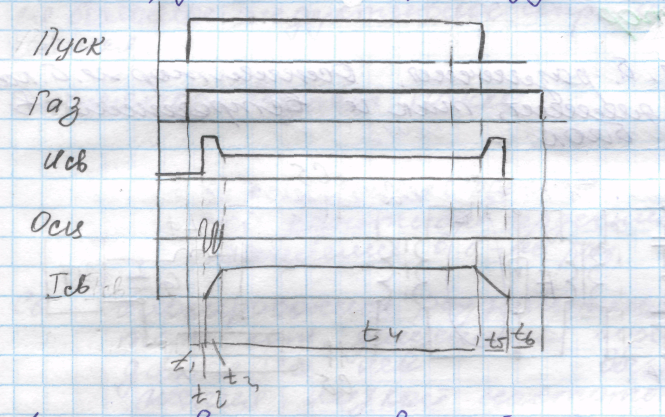
t1 – продувка перед сваркой для того чтобы создать защитную среду, часто этот интервал фиксированный, нерегулируемый.
t2 – включается силовой трансформатор и осциллятор для зажигания дуги t2 < 0,.9 сек. Предусмотрено если дуга за 0.9 сек не зажглась, то напряжение отключается. Повторное зажигание через 9 сек.
t3 – ток плавно нарастает от какого-то значения до рабочего t3 - регулируется
t4 – сварка определяется Vсв.
t5 – плавное снижение тока заварка кратера, t5 – регулируется U увеличивается до Uхх
t6 – продувка после сварки – регулируемый интервал – необходима для звщиты шва на время кристаллизации, для защиты вольфрамового электрода во время его остывания от окружения воздуха.