G01 А - Станина
Установка направляющих по уровню:
a) в продольном направлении (ось W)
- прямолинейность направляющих в вертикальной плоскости;
b) в поперечном направлении (ось X)
- направляющие должны быть в одной плоскости

Рисунок А.1
Допускаемое отклонение, мм:
a) 0,02/1000
b) отклонение по уровню 0,02/1000
Измерительные приборы
а) Прецизионный уровень, оптические или другие методы,
b) Прецизионный уровень и стойка
Методы испытаний - по ИСО 230/1:
а) 3.11, 3.21, 5.212.21 и 5.212.22
Измерение следует проводить в нескольких точках равномерно расположенных по всей длине станины
1) стол в среднем положении продольного и поперечного хода,
2) затем стол устанавливают в крайних положениях продольного хода и в середине поперечного хода.
Уровни можно устанавливать на столе [это справедливо для а) и b)].
b) 5.412.7.
Уровень устанавливают в поперечном направлении и измерение выполняют в нескольких точках равномерно расположенных по станине. Отклонение по уровню в любом положении не должно превышать допустимого.
G02 В - Салазки стола.
Прямолинейность направляющих основания стола или стола в вертикальной плоскости:
a) в продольном направлении направляющих (ось W);
b) в поперечном направлении направляющих (ось Y).
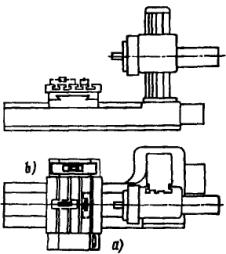
Рисунок А.2
Допускаемое отклонение, мм:
а) 0,02 до 1000 мм
На каждые 1000 мм увеличения длины допуск увеличивается на 0,01 мм.
Максимальное допускаемое отклонение:
0,05
Измерительные приборы.
a) Прецизионный уровень, оптические или другие методы;
b) Прецизионный уровень и стойка.
Методы испытаний - по ИСО 230/1:
a) 3.11, 3.21, 5.212.21 и 5.212.22.
Измерение следует проводить в нескольких точках равномерно расположенных на всей длине.
Уровни можно устанавливать на столе [это справедливо для а) и b)].
b) 5.412.7.
Уровень устанавливают в поперечном направлении и измерение выполняют в нескольких точках равномерно расположенных на направляющих. Отклонение по уровню в любом положении не должно превышать допустимого.
G6 Прямолинейность центрального или направляющего Т-образного паза стола
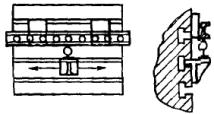
Рисунок А.3
Допускаемое отклонение, мм
0,02 на длине измерения до 1000 мм;
Максимальное допускаемое отклонение:
0,03.
Измерительные приборы.
Поверочная линейка и индикатор, или плоскопараллелрные концевые меры длины, или микроскоп и натянутая струна
Методы испытаний - по ИСО 230/1, 5.212, 5.212.1, 5.212.3 или 5.232.
Поверочную линейку устанавливают непосредственно на столе.
G9 Перпендикулярность траектории перемещения (ось Y) шпиндельной бабки к рабочей поверхности стола:
a) в вертикальной плоскости соосной с осью шпинделя;
b) в плоскости, перпендикулярной оси шпинделя.
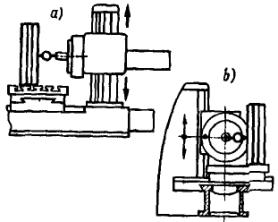
Рисунок А.4
Допускаемое отклонение, мм
а) и b)
0,02/500
Измерительные приборы
Индикатор и угольник.
Методы испытаний - по ИСО 230/1, 5.522.2
Проверку проводят с зафиксированными салазками стола; основание стола следует фиксировать в среднем положении.
Во время снятия замеров шпиндельную бабку фиксируют.
Если шпиндель можно зафиксировать, то индикатор устанавливают на нем. Если шпиндель нельзя зафиксировать, то индикатор устанавливают на шпиндельной бабке станка.
G11 Радиальное биение расточного шпинделя:
a) шпиндель вдвинут;
b) шпиндель выдвинут на 300 мм (выдвижной шпиндель).
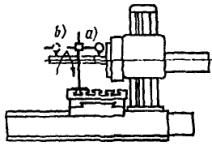
Рисунок А.5
Допускаемое отклонение, мм
a) 0,01
D 1) £ 125:
b) 0,02
a) 0,015
D 1) > 125:
b) 0,030
____________
1) D - диаметр расточного шпинделя.
Измерительные приборы.
Индикатор с круговой шкалой.
Методы испытаний - по ИСО 230/1, 5.612.2.
G13 Перпендикулярность оси вращения расточного шпинделя направляющим стойки.
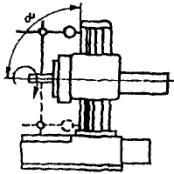
Рисунок А.6
Допускаемое отклонение, мм
0,03/10001)
при a £ 90°
Измерительные приборы.
Индикатор с круговой шкалой.
Методы испытаний - по ИСО 230/1, 5.512.1, 5.512.42 и 5.442.
Шпиндельную бабку фиксируют в среднем положении, шпиндель вдвинут (выдвижной шпиндель).
Для крупногабаритных станков, для которых размер имеет большое значение, отсчет проводят относительно плоскости, параллельной направляющим стойки. Расстояние между двумя точками измерения.
G14 Параллельность оси вращения расточного шпинделя рабочей поверхности стола в вертикальной плоскости

Рисунок А.7
Допускаемые отклонения 0,02 мм на длине измерения свыше 300 мм.
Измерительные приборы.
Индикатор с круговой шкалой и контрольная оправка
Методы испытаний - по ИСО 230/1, 5.412.4.
Шпиндельную бабку фиксируют в среднем положении. Стол и салазки стола фиксируют.
Шпиндель выдвинут (выдвижной шпиндель).
G16 Параллельность перемещения расточного шпинделя (ось Z) в вертикальной плоскости, проходящей через ось шпинделя.
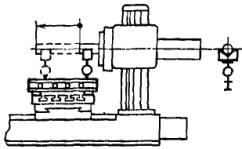
Рисунок А.8
Допускаемое отклонение, мм.
При выдвижении шпинделя на расстояние, равное двум диаметрам шпинделя
+0,015 (вверх)
При выдвижении шпинделя на расстояние, равное четырем диаметрам шпинделя
±0,02
При выдвижении шпинделя на расстояние, равное шести диаметрам шпинделя:
-0,06 (вниз)
Примечание - Выдвижение шпинделя ограничено расстоянием равным шести диаметрам шпинделя и не должно превышать 900 мм.
Измерительные приборы.
Поверочная линейка, плоскопараллельные концевые меры длины и индикатор с круговой шкалой.
Методы испытаний - по ИСО 230/1, 5.232.1.
Линейку устанавливают на столе станка и выверяют в вертикальной плоскости, проходящей через ось шпинделя, так чтобы она была параллельна плоскости стола.
Индикатором, закрепленным на переднем конце шпинделя, касаются рабочей поверхности линейки.
Шпиндель выдвигают на требуемую длину и снимают показания индикатора для каждого положения.
G17 Параллельность оси расточного шпинделя перемещению стола (ось W):
a) в вертикальной плоскости;
b) в горизонтальной плоскости
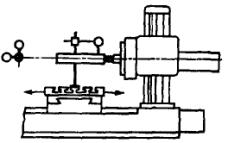
Рисунок А.9
Допускаемое отклонение, мм
а) и b)
0,03
на длине 500.
Измерительные приборы.
Индикатор с круговой шкалой и контрольная оправка.
Методы испытаний - по ИСО 230/1, 5.412.1 и 5.422.3.
Шпиндельную бабку фиксируют в среднем положении.
Стол и основание стола фиксируют в центральном положении.
Измерение проводят при помощи оправки, установленной на переднем конце шпинделя.
G18 Перпендикулярность оси расточного шпинделя к центральному или направляющему Т-образному пазу стола (только в случае фиксированного стола).
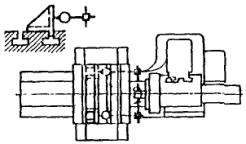
Рисунок А.10
Допускаемое отклонение, мм
0,03/10001)
____________
1) Расстояние между двумя точками измерения.
Измерительные приборы.
Индикатор с круговой шкалой.
Методы испытаний - по ИСО 230/1, 5.512.1 и 5.512.52.
Шпиндельную бабку фиксируют в среднем положении.
Салазки стола и основание стола можно фиксировать в центральном положении.
G20 F - Фрезерный шпиндель
b) Периодическое осевое биение.

Рисунок А.11
Допускаемое отклонение, мм:
D 1) £ 125 b) 0,01
D 1) > 125 b) 0,015
___________
D 1) - диаметр фрезерного шпинделя.
Измерительные приборы.
Индикатор с круговой шкалой.
Методы испытаний - по ИСО 230/1, 5.622.1 и 5.622.2.
Наличие, величину и направление прилагаемой силы F указывает изготовитель.
G23. а) Концентричность фрезерного шпинделя и передней центрирующей поверхности для крепления инструментов на гильзе (ползуне).
b) Перпендикулярность опорной поверхности инструментов и приспособлений относительно оси вращения фрезерного шпинделя.

Рисунок А.12
Допускаемое отклонение, мм
a) 0,02
b) 0,02/500
Измерительные приборы
Индикатор с круговой шкалой
Методы испытаний - по ИСО 230/1, а) 5.442, b) 5.512.42
Примечание - Проверку выполняют, если на ползуне имеется круглая базовая поверхность.
G24 Н - Встроенный радиальный суппорт.
Перпендикулярность перемещения радиального суппорта рабочей поверхности стола

Рисунок А.13
Допускаемое отклонение, мм
0,025/300
Измерительные приборы
Индикатор с круговой шкалой и угольник
Методы испытаний - по ИСО 230/1, 5.522.2
Проверку повторяют после поворота планшайбы на 180°
G25 Параллельность перемещения радиального суппорта поперечному перемещению стола (ось Х).

Рисунок А.14
Допускаемые отклонения 0,025 мм на длине измерения 300 мм.
Измерительные приборы.
Поверочная линейка и индикатор
Линейку устанавливают на станине параллельно поперечному перемещению стола.
Измерительным наконечником индикатора, закрепленного на радиальном суппорте, касаются линейки.
Проверку повторяют после поворота радиального суппорта на 180°.
G27 Перпендикулярность оси вращения радиального суппорта перемещения стола.
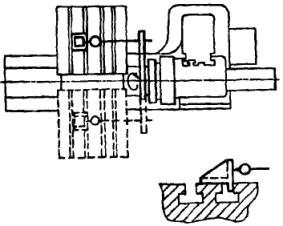
Рисунок А.15
Допускаемое отклонение, мм
0,03/10001)
___________
1) Расстояние между двумя точками касания.
Измерительные приборы
Индикатор с круговой шкалой на жесткой опоре.
Методы испытаний - по ИСО 230/1, 5.522.3
Измерительный наконечник индикатора должен касаться плоскопараллельных концевых мер на столе.
Повернуть опору индикатора на 180° и переместить стол до касания концевой меры в той же точке.
Определить разницу двух показаний.
G28 Перпендикулярность оси вращения радиального суппорта к направляющим стойки.
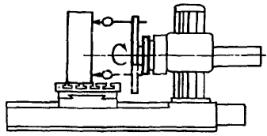
Рисунок А.16
Допускаемое отклонение, мм
0,03/10001)
__________
1) Расстояние между двумя точками касания.
Измерительные приборы.
Индикатор с круговой шкалой на жесткой опоре и цилиндрический угольник.
Методы испытаний - по ИСО 230/1, 5.512.1 и 5.512.42.
Шпиндельную бабку фиксируют в среднем положении на стойке.
Для крупногабаритных станков, где расстояние до направляющих слишком велико, измерение проводят относительно плоскости параллельной направляющим стойки.
Эту проверку выполняют только в том случае, когда радиальный суппорт смонтирован на опорах независимых от опоры расточного шпинделя.
G29 I - Подвижная планшайба (ползуна);
b) Периодическое осевое биение.
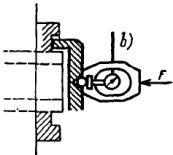
Рисунок А.17
Допускаемое отклонение 0,01 мм
Измерительные приборы.
Индикатор с круговой шкалой
Методы испытаний - по ИСО 230/1, 5.622.1 и 5.622 2
Наличие, величину и направление прилагаемой силы F указывает изготовитель
G30 J - Задняя стойка.
Соосность отверстия задней стойки и оси расточного шпинделя:
а) в вертикальной плоскости (для станков с синхронным перемещением задней стойки и шпиндельной бабки).

Рисунок А.18
Допускаемое отклонение 0,04 мм на длине измерения 1000 мм
Измерительные приборы.
Индикатор, расточная оправка или контрольная оправка
Методы испытаний - по ИСО 230/1, 5.44
Как исключение к правилам испытаний и из-за большого расстояния между шорами используют цилиндрическую или контрольную оправку достаточной длины, чтобы она проходила через заднюю стойку при ее установке в расточном шпинделе, когда он находится во вдвинутом положении.
Индикатор устанавливают на столе так, чтобы измерительный наконечник касался контрольной оправки, а стол перемещался на всю длину хода.
Повторить эту проверку с выдвинутым шпинделем.
Проверку а) проводят при установке шпиндельной бабки и задней стойки сначала и верхнее положение, затем в нижнее положение или наоборот.
Для крупногабаритных станков, вместо одной оправки можно использовать две короткие контрольные оправки, установленные на переднем конце шпинделя и в отверстии задней стойки.






