Прокатка – способ обработки металлов и их сплавов давлением, основанный на использовании их пластичности. Прокатку осуществляют на специальных машинах – прокатных станах, пропуская холодный или нагретый металл в зазор между вращающимися валками. В результате такой обработки получают как готовые изделия: сортовой и листовой металлопрокат, фасонные профили, трубы, так и заготовки для дальнейшей обработки волочением, ковкой, штамповкой и резанием.
2.4.4 Определение технических требований для изготовления заготовки и его чертежа
Для изготовления заготовки и выполнения его чертежа определены технические требования.
В условиях массового производства заготовкой служит сортовой стальной горячекатаный прокат круглого профиля.
Технические требования, предъявляемые к заготовке, согласно требованиям ГОСТ 2590-2006 и ГОСТ 1050-88:
- Класс размерной точности, с учетом диаметра заготовки, – В1;
-Предельные отклонения для проката точности В1 равны +0,6 и – 1,7;
- Овальность проката не должна превышать 75 % суммы предельных отклонений по диаметру;
- Прокат изготавливают из качественной углеродистой и легированной стали от 2 до 6 метров включительно;
-На поверхности проката допускаются без зачистки отдельные риски, вмятины и рябизна глубиной в пределах половины суммы предельных отклонений на размер, а также раскатанные пузыри и загрязнения (волосовины) глубиной, не превышающей ¼суммы предельных отклонений на размер, но не более 0,20 мм, считая от фактического размера.;
-Глубина зачистки дефектов, считая от фактического размера, не должна превышатьсуммы предельных отклонений на размер;
-На поверхности проката с качеством поверхности группы ЗГП (преимущественно для холодной механической обработки) допускаются местные дефекты глубиной, не превышающей минусового предельного отклонения на размер для проката размером менее 100 мм; суммы предельных отклонений на размер - для проката размером 100 мм и более. Глубину залегания дефектов считают от номинального размера;
- Прокат сортовой должен быть обрезан. Допускаются смятые концы и заусенцы.
- Косину реза сортового проката размером до 30 мм не регламентируют, свыше 30 мм - она не должна превышать 0,1 диаметра или толщины;
- Твердость (ТВ1) сортового проката без термической обработки не должна превышать 255 НВ;
- Макроструктура проката не должна иметь усадочной раковины, рыхлости, пузырей, расслоений, внутренних трещин, шлаковых включений и флокенов.
В соответствии с техническими требованиями и номинальными размерами детали выполнен чертеж заготовки из проката.
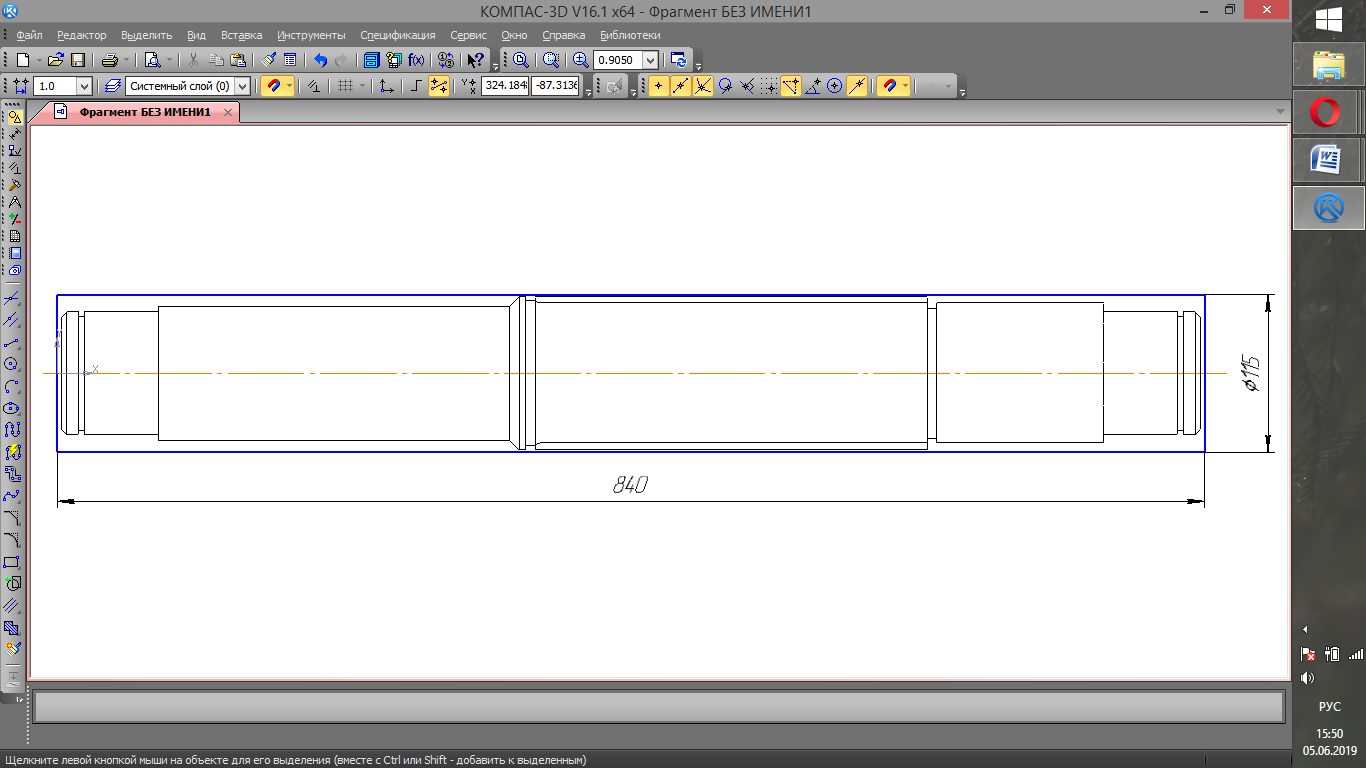
Рисунок 4– Эскиз заготовки
Определение конструкторского и технологического кода детали
Общие сведения о классификации и кодировании деталей
Под классификацией обычно подразумевают разделение множества объектов по заданным признакам на подмножества, которые называются классификационными группировками.
С классификацией тесно связан процесс кодирования, который заключается в присвоении кодового обозначения классификационной группировке.
ГОСТ 2.201-80 устанавливает, что обозначение детали, сборочной единицы, комплекса или комплекта, т.е. части и всего готового прибора или машины, является одновременно и обозначением чертежа. Кроме того, устанавливается обезличенная классификационная система обозначения конструкторской документации вне зависимости от того, где она применяется.
Определение конструкторского кода детали
Четырехзначный буквенный код организации разработчика назначается по классификатору организации. Каждой организации в стране, которая ведет конструкторские разработки, присваивается код.
АМК.715323.001
АМК - код организации разработчика
715323 - код классификации характера
019 - порядковый регистрационный номер
Код классификационной характеристики присваивается по конструкторскому классификатору ЕСКД изделий и конструкторских документов машиностроения и приборостроения.
715323
Обозначение кодов и их характеристика представлены в таблице
Таблица 10 – Описание кода классификации характера
| Код классификации характера
|
|
715323
| 1,2
| Класс
| 71
| Детали - тела вращения типа колец, дисков, шкивов, блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков, шпинделей и др.
|
| 3
| Подкласс
| 5
| С L св. 2 D с нар. поверхностью цилиндрической
|
| 4
| Группа
| 3
| Без закр. уступов, ступенчатой односторонней, без нар. резьбы
|
| 5
| Подгруппа
| 2
| С центр. глухим отв. с одной или двух сторон, без резьбы
|
| 6
| Вид
| 3
| С пазами и/или шлицами на нар. поверхности без отв. вне оси детали
|






