Согласно ГОСТ 14.004 – 83 в машиностроении различают три типа производства: единичное, серийное и массовое. При проектировании нового технологического процесса тип производства ориентировочно определяется в зависимости от массы и объема годового выпуска детали по табл. 3.
| Таблица 3 – Данные для ориентировочного определения типа производства
|
| Масса
детали, кг
| Объем годового выпуска деталей N, шт.
в зависимости от типа производства
|
| мелкосерийное
| среднесерийное
| крупносерийное
| массовое
|
| < 1
| < 2000
| 2000 – 75000
| 75000 – 200000
| > 200000
|
| 1 - 2,5
| <1000
| 1000 – 50000
| 50000 – 100000
| > 100000
|
| 2,5 - 5
| < 500
| 500 – 35000
| 35000 – 75000
| > 75000
|
| 5 - 10
| < 300
| 300 – 25000
| 25000 – 50000
| > 50000
|
| > 10
| < 200
| 200 – 10000
| 10000 – 25000
| > 25000
|
Определим годовой объем выпуска деталей для среднесерийного производства в зависимости от массы детали.
|
|
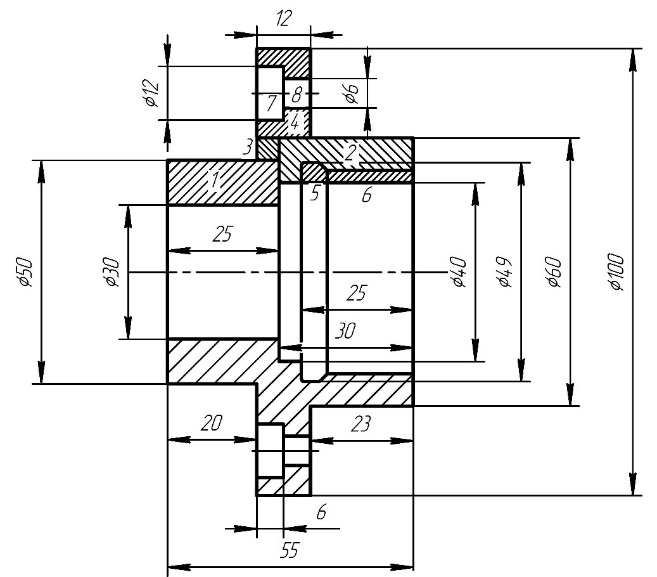
Рисунок 3 – К определению массы детали
|
Масса детали определяется по формуле
 ,
,
где  объем детали,
объем детали,  плотность материала. Для стали
плотность материала. Для стали  Объем детали разбивают на элементарные цилиндрические или конические фигуры. Для детали на рисунке 3 это будут цилиндры 1 – 8. В состав фигуры 2 входят фигуры 5 и 6. В фигуру 4 входят фигуры 7 и 8. Тогда объем детали будет определен как:
Объем детали разбивают на элементарные цилиндрические или конические фигуры. Для детали на рисунке 3 это будут цилиндры 1 – 8. В состав фигуры 2 входят фигуры 5 и 6. В фигуру 4 входят фигуры 7 и 8. Тогда объем детали будет определен как:

Для каждой элементарной фигуры масса определяется по формуле
 ,
,
где  наружный и внутренний диаметры цилиндрической поверхности, мм;
наружный и внутренний диаметры цилиндрической поверхности, мм;  ее длина, мм;
ее длина, мм;
Результаты расчета массы детали представлены в табл. 4. В данном случае масса детали составляет 1,026 кг.
| Таблица 4 – Результаты расчета массы детали
|
| Номер фигуры
| 
| 
| 
| 
| 
|
| 1
| 50
| 30
| 25
| 31416
| 0,245
|
| 2
| 60
| 40
| 30
| 47124
| 0,368
|
| 3
| 60
| 50
| 5
| 4320
| 0,034
|
| 4
| 100
| 60
| 12
| 60319
| 0,470
|
| 5
| 49
| 40
| 5,7
| -3586
| -0,028
|
| 6
| 45,55
| 40
| 19,27
| -7186
| -0,056
|
| 7
| 12
| 0
| 6
| -679
| -0,005
|
| 8
| 6
| 0
| 6
| -170
| -0,001
|
| Сумма
| 131558
| 1,026
|
|
|
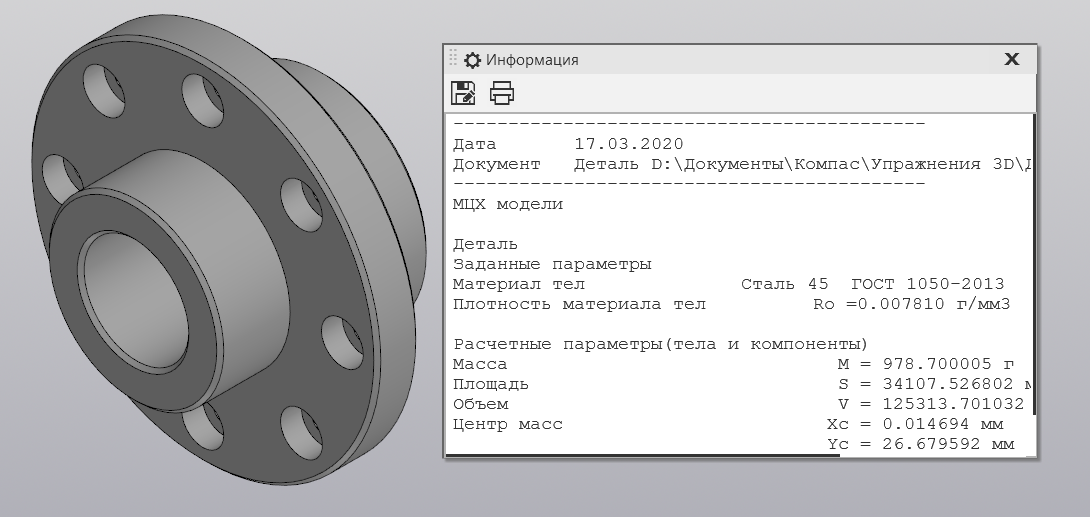
Рисунок 4 – Расчет массы детали массы детали по 3d модели
|
Альтернативным вариантом является определения массы детали по 3d модели в программе КОМПАС 3D (рис. 4). Расчеты по формулам и по программе дают практически одинаковые результаты. Различие составляет 4,74%. При массе детали 1,026 кг по табл. 1 для среднесерийного производства объем годового выпуска деталей составляет  = 1000 – 50000 штук. Примем среднее значение
= 1000 – 50000 штук. Примем среднее значение  25000 штук.
25000 штук.
Серийное производство характеризуется запуском деталей в производство партиями. Эту величину можно определить по следующей формуле: 
где  число дней, на которое необходимо иметь запас деталей для бесперебойной работы сборочного цеха (табл. 5);
число дней, на которое необходимо иметь запас деталей для бесперебойной работы сборочного цеха (табл. 5);  количество рабочих дней в году при пятидневной рабочей неделе.
количество рабочих дней в году при пятидневной рабочей неделе.
Таблица 5 – Запас деталей на складе
| Характеристика деталей
| Производство
|
| Мелкосерийное
| Среднесерийное и крупносерийное
|
| Мелкие
| 10
| 5
|
| Средние
| 5
| 3
|
| Тяжелые
| 5
| 3
|
При производстве мелких деталей в условиях среднесерийного производства принимаем  Тогда
Тогда

Обозначение обрабатываемых поверхностей детали
Для определения размеров заготовки поверхности детали необходимо обозначить по определенным правилам, приведенным в Приложении А.
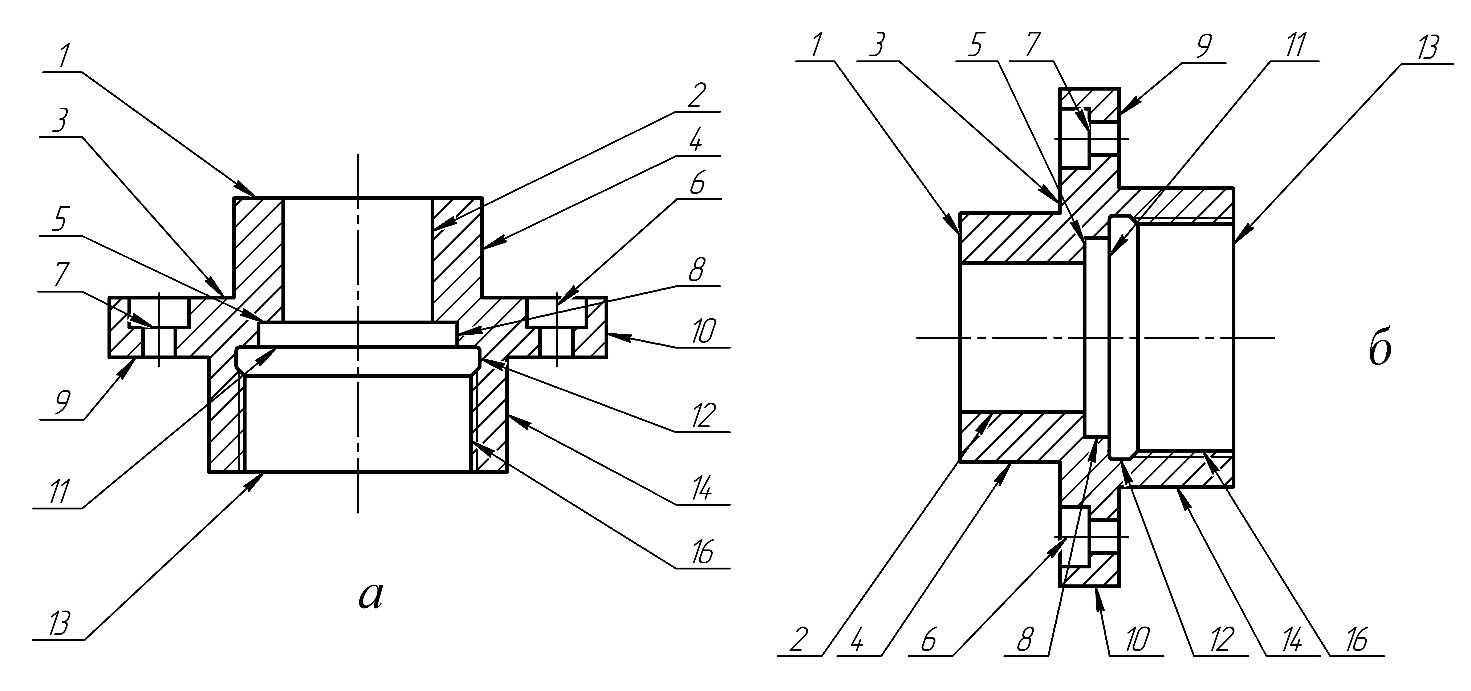
Обозначение поверхностей детали по этим правилам представлено на рис. 5.
|
| Рисунок 5 – Обозначение обрабатываемых поверхностей детали
а – при вертикальном положении, б – при горизонтальном положении
|






