| Вид дефекта
| Внешний вид дефекта
| Описание и характеристика дефекта
| Причины образования дефекта
|
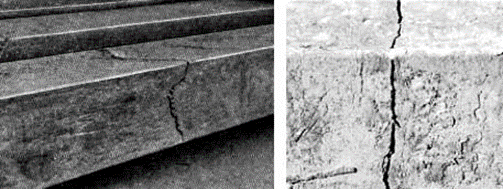
| Продольные угловые трещины
| 
| Трещины продольные угловые – нарушения сплошности металла в виде разрывов в районе ребер заготовки. Угловые трещины располагаются вдоль направления движения слитка на ребрах и прилегающих к ним зон граней. Могут сопровождаться искажением профиля слитка, одновременным раздутием перпендикулярных граней заготовки, продольными «ужиминами», а также внутренними приугловыми трещинами (или быть их развитием), являются предварительной ступенью для образования прорывов жидкого металла.
| - износ или деформация гильзы (недостаточная конусность, большой угловой радиус гильзы);
‑сильное охлаждение гильзы или неравномерное охлаждение (отложение осадков на гильзе); - неудовлетворительная центровка кристаллизатора с направляющими роликами и форсунок в ЗВО № 1; - чрезмерно высокая температура разливаемой стали;
- присутствие в стали примесей, таких как сера, фосфор или мышьяк в больших количествах;
‑ отложения на внешней поверхности гильзы; повышенная скорость разливки.
|
| Продольные трещины по граням
| 
| Трещины продольные по граням заготовки – нарушения сплошности металла в виде разрывов на гранях заготовки. Часто трещины образуются при большой степени развития «продольной ужимины» на гранях заготовки.
| • неравномерное первичное охлаждение;
• отложения на внешней поверхности гильзы; износ и деформация гильзы, особенно, в районе мениска;
• неравномерное охлаждение заготовки в зоне вторичного охлаждения по причине засорения или расцентровки форсунок вторичного охлаждения;
• неправильная центровка сталеразливочного стакана (стакана дозатора или погружного стакана) относительно оси кристаллизатора;
• неправильная центровка опорных роликов под гильзой кристаллизатора;
• слишком высокая температура стали в промковше (перегрев более 45 ºС);
• недостаточная смазка кристаллизатора маслом или ШОС;
• несоответствующая работа стола качания;
• высокая степень окисленности металла;
• присутствие в стали примесей, таких как сера, фосфор или мышьяк в количествах больше требований нормативной документации
|
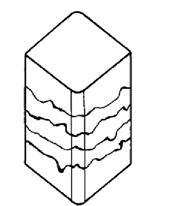
| Поперечные угловые трещины
|


| Трещины угловые поперечные – нарушения появляются при подвисании слитка в углах кристаллизатора, наличии усадочных напряжений в продольном направлении (переохлаждение ребер слитка), разрыв слишком холодной корочки слитка (перпендикулярно ребрам) при его выпрямлении.
При значительном развитии может привести к прорыву жидкого металла.
| - подвисание корки слитка в кристаллизаторе вледствие недостаточной или неравномерной смазки (масло, шос);
- неудовлетвориительное качание кристаллизатора по причине проблем механического характера;
- перенасыщение шлака в кристаллизаторе Al2O3- комкование шлака в районе углов;
-переохлаждение углов гильзы;
- высокая конусность гильзы;
- деформированная гильза;
- сгибание и выпрямление заготовки при температуре менее 900 градусов Цельсия;
- неправильно выполненная центровка кристаллизатора по отношению к зоне вторичного охлаждения;
- колебания уровня металла в кристаллизаторе;
-химический состав стали- соотношение Mn/S менее 22.
|
| Поперечные гранецентричные трещины
| 
| Трещина поперечная по грани – появляется при наличии растягивающих напряжений вдоль оси слитка; может сочетаться с поперечной усадкой («ужиминой»); может охватывать всю ширину стороны заготовки. Трещины располагаются по межосевым пространствам дендритной структуры и заканчиваются скоплением ликватов. При «залечивании» в кристаллизаторе приводит к образованию заливин (наплывов), при значительном развитии – к прорыву металла. Напряжения при выпрямлении заготовки могут также вызвать образование трещин, особенно при разливке чувствительной к трещинам марки стали и низкой температуре заготовки. В этом случае, трещины возникают сверху заготовки по малому радиусу разливки.
| подвисание корки слитка к стенкам кристаллизатора в силу недостаточной или неравномерной смазки (некачественная ШОС или неравномерная подача масла при открытой разливке); чрезмерное переохлаждение заготовок в
• кристаллизаторе или в зоне вторичного охлаждения; деформация кристаллизатора; нарушение режима качания заготовки; не удовлетворительное качество масла
|
| Продольные ужимины
| 
| Продольные ужимины – дефект в виде продольного желоба, может сопровождаться грубыми наружными продольными или внутренними трещинами (в основном, по месту расположения), залеченными прорывами (заливинами), а также искажением профиля(«ромбичность»,«трапециевидность») заготовок.
| • Смотри причины образования продольных поверхностных трещин
|
| Поперечные ужимины
|

| Поперечные ужимины – углубления, располагающиеся в поперечном направлении разливки, которые по направлению к оси кристаллизатора становятся плоскими. Могут повторяться через определенный интервал.
| недостаточный контакт стали со стенками кристаллизатора по причине неудовлетворительной смазки стенок кристаллизатора (некачественная ШОС или неравномерная подача масла при открытой разливке);
резкие колебания уровня металла в кристаллизаторе в недопустимых диапазонах измерений;
чрезмерное охлаждения гильзы;
• резкие колебания уровня в кристаллизаторе.
|
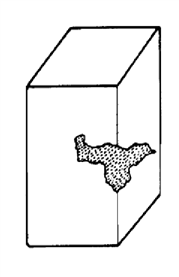
| Заворот корки (металлизация, захват затвердевшего металла)
| 
| Завороты корки образуются в тех случаях, когда окисленная корка металла увлекается с мениска на поверхность слитка. Чаще всего данный дефект, например, возникает при разливке
«холодного» металла, что обусловливает появление кусочков твердой фазы на мениске. Значительное развитие этот дефект получает при разливке сталей с пониженной жидкотекучестью или содержащих легко окисляющиеся элементы.
| низкая температура металла; пониженная жидкотекучесть стали; недостаточная раскисленность стали; резкое изменение скорости вытягивания; некачественная ШОС, неравномерная подача смазки при открытой разливке;
внезапная остановка вытягивания заготовки; недостаточная глубина погружения стакана под уровень мениска;
• разливка стали с повышенной массовой долей высокоактивных элементов (Ti, Cr, Si)
|
| Заливины, наплывы
|  
| Заливина (наплыв) – не плоскостность в виде раковин на поверхности, может сопровождаться поверхностными трещинами. Заливина в основном образуется при микропрорывах металла в кристаллизаторе с последующим их «залечиванием», а также в начале разливки при заплесках металла на стенки кристаллизатора и при попадании жидкого металла в зазор между корочкой слитка и стенкой кристаллизатора.
| причины, приводящие к образованию поперечных трещин (с надрывом оболочки и выливанием жидкого металла в зазор между заготовкой и кристаллизатором);
некачественная ШОС, неравномерная подача смазки при открытой разливке. Забрызгивание стенок кристаллизатора из-за неудовлетворительной организации струи при открытой разливке;
внезапные остановки вытягивания заготовки; большое количество шлака в кристаллизаторе (соотношение Mn/Si<2,5); неудовлетворительное первичное охлаждение; температура в промковше выше требований нормативной документации;
пониженная скорость разливки.
Колебания уровня стали в кристаллизаторе.
|
| Пояс
|

| Пояс – «перехват», грубый дефект, охватывающий часть или весь периметр непрерывнолитой заготовки. Образуется, в основном, вследствие перерыва подачи стали в кристаллизатор. При остановке разливки в кристаллизаторе образуется остывающая и оксидированная зона жидкого металла (вплоть до корки на «зеркале» слитка и усадочной раковины). Учитывая малую площадь поперечного сечения сортовых заготовок и высокую скорость их охлаждения без подпитки жидким металлом, усадочная раковина с коркой металла на поверхности слитка (мост) образуется по всему сечению за время менее одной минуты после остановки ручья.
| пониженная температура металла, нарушения в технологии раскисления, приводящие к затягиванию разливочного стакана промежуточного ковша; перерыв струи металла из промковша; резкие колебания уровня металла в кристаллизаторе;
кратковременные остановки вытягивания заготовки из-за нарушений работы отдельных узлов МНЛЗ
|
| Глубокие метки качания
| 

| Следы качания – периодические поперечные впадины на поверхности заготовки. Следы качания при нормальной степени выраженности дефектом не считаются и являются неотъемлемым признаком процесса непрерывной разливки.
Острые или глубокие следы качания рассматриваются как дефекты, так как они являются началом процесса растрескивания. Глубокие следы качания также увеличивают газовый зазор между стенкой кристаллизатора и коркой. При глубине от 2,0 до 2,5 мм становятся местом возможного возникновения наружных трещин (особенно при содержании массовой доли углерода в стали от 0,15 до 0,25 %).
| разливка сталей перитектического типа чрезмерная конусность гильзы; изношенность гильзы в районе мениска; неправильно установленный режим качания кристаллизатора (несоответствие частоты и амплитуды, марки стали и скорости вытягивания);
неудовлетворительное качество ШОС для кристаллизатора (повышенная вязкость);
«холодный» или перегретый металл; повышенная вязкость металла из-за нарушения технологии раскисления; не равномерная смазка маслом; резкие колебания уровня металла в кристаллизаторе;
нарушения в работе механизма качания кристаллизатора
|
| Шлаковые включения и загрязнения
|  

| Шлаковые включения – скопления на поверхности заготовки неметаллических включений, которые могут встречаться совместно со скоплениями пор, заворотами корки, и заливинами (пленами). На поверхности заготовки после отслоения вместе с окалиной могут оставаться углубления (отдельные или скопления) неправильной формы, локальные или удлиненные в направлении вытягивания заготовки. Размер, форма и глубина залегания могут варьироваться в широких пределах.
На мениске металла в кристаллизаторе накапливаются неметаллические включения вследствие всплывания частиц шлака, в том числе из промежуточного ковша МНЛЗ, продуктов раскисления, размыва огнеупорных материалов, отрыва от стенок стаканов затягивающих их включений. Данные включения увлекаются в металл и затвердевают, в основном, в поверхностных слоях заготовки.
| неудовлетворительное качество ШОС для кристаллизатора (повышенная вязкость) или несоответствие ШОС разливаемой марке стали;
слишком большая толщина слоя шлак/ШОС в кристаллизаторе;
соотношение массовых долей Mn/Si менее 2,5; низкий уровень металла в промковше; колебания уровня в кристаллизаторе; недостаточное заглубление погружного стакана под уровень металла в кристаллизаторе;
неудовлетворительная защита струи металла от вторичного окисления, работа кислородом в промковше, открытие шибера стальковша с кислородом; низкое качество огнеупорных материалов
(эрозия);
«холодный» металл (захват шлака на в корочку заготовки в районе мениска) или перегретый металл (размыв огнеупоров); нарушения в технологии раскисления.
|
| Брызги металла на поверхности заготовки
| 
| Брызги наблюдаются в виде мелких неравномерно распределенных частичек металла, прочно связанных одним из участков своего периметра с поверхностью заготовки.
| брызги и неравномерная подача металла в кристаллизатор, в том числе при наполнении кристаллизатора металлом во время запуска
(перезапуска);
образование прогара (прососа) в стенке погружного стакана
|
| Поверхностные царапины
(задиры, риска)
| 

| Царапины на поверхности заготовки могут быть непрерывными или иметь периодический характер. Данный дефект обусловлен состоянием роликовой проводки МНЛЗ.
| заклинивание направляющих, правильных тянущих или неподвижных роликов; неправильно отцентрированы ролики; попадание окалины или скрапины на направляющие ролики;
неудовлетворительная очистка ряда направляющих роликов после прорыва;
|
|






