

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Топ:
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Технологический процесс состоит из нескольких операций:
1. Изготовление моделей отливок, выбор опок, литниковой системы.
2. Приготовление формовочных и стержневых смесей.
. изготовление форм, изготовление и сушка стержней.
. Сборка и подготовка форм к заливке.
. Приготовление шихты.
. Плавка литейного сплава.
. Заливка форм.
. Охлаждение отливок.
. Выбивка отливок из опок.
. Термическая обработка.
. Очистка от окалины.
. Контроль.
Расчет размеров опок и модельных плит
При охлаждении залитый металл уменьшается в объеме, т.е. дает усадку (чугун 1%), поэтому модель будущей отливки изготавливают большей по размерам на 1%. При массовом производстве идет изготовление нескольких отливок на 1 модельной плите. Принимаем, что на нашей модельной плите располагаются от 4 моделей. Мы используем односторонние модельные плиты, т.е. на плите закреплены только верхние или нижние части модели на одной стороне. Также на модельной плите закрепляют элементы литниковой системы. Литниковая система- это система каналов, с помощью которых реализуется заполнение формы жидким металлом. На верхней модельной плите- шлакоуловитель, стояк, чаша, выпар. На нижней модельной плите - питатели.
Размеры модельных плит несколько больше размеров опок в свету на толщину стенки опоки и места для закрепления опок на модельных плитах при формовке.
Определение размеров модели
Размеры модели отливки больше соответствующих размеров отливки на величину линейной усадки. Для серого чугуна линейная усадка составляет в среднем 1%.
Lмодели= Lотливки+ Lотливки*1/100%
Таблица
| Размер отливки | Размер модели |
| Ø79,2±0,45 | 80,0±0,45 |
| Ø61,6±0,4 | 62,2±0,4 |
| Ø46,6±0,4 | 47,0±0,4 |
| Ø36,4±0,35 | 37,0±0,35 |
| 30,4±0,35 | 30,7±0,35 |
| 112±0,5 | 113±0,5 |
|
|
При машинной формовке габаритные размеры опок зависят от числа отливок, их габаритных размеров, их расположения, размеров литниковой системы, а также площади стола выбранной марки формовочной машины. На нашей модели находятся 4 отливки.
Для круглых деталей:
Длина опоки Ар=3С+2dм=3*45+2*80=295 мм
Ширина опоки Вр=4С+2lм +а=4*45+2*113+15=421 мм,
где dм-диаметр модели, lм-длина модели,
а- ширина шлакоуловителя, а=15 мм.
С- толщина формовочной смеси вокруг отливок для мелких опок, С=30…50 мм (1561, с. 44).
Полученные по формулам размеры округлим с шагом в 50 мм в большую сторону: 300х450 мм.
При расчете высоты верхней и нижней части опоки применяем следующие формулы:
Нв=h1+d=40+50=90 мм,
Нн=h2+d=40+50=90 мм,
где h1- высота детали, расположенная в верхней полуформе;
h2 - высота детали, расположенная в нижней полуформе;
d - расстояние от края отливки до верхней или нижней стенки опоки, d=40…60 мм. Принимаем 50 мм. Полученные по формулам значения округлим в большую сторону с шагом в 25 мм: Нв=100 мм, Нн=100 мм.
Расчет размеров модельных плит
Если не закрепить опоку и модельную плиту, то малейший сдвиг приведет к браку.
Ам.п.=Ар+2*10+2*50=300+2*10+2*50=420 мм;
Вм.п.=Вр+2*10+2*50=450+2*10+2*50=570 мм,
где 10- толщина стенки опоки;
- места для закрепления.
Определение объема и массы отливки
Объем и массу отливки определяем без учета радиусов закруглений и уклонов:
Vотл.=V1+V2=260,7 см3, где V1-объём цилиндра, V2-объём усеченного конуса
Мотл.=Vотл*ρ=260,7*7,8=2040 г =2,04 кг.
Выбор способа формовки и оборудования для изготовления форм
Поскольку у нас массовое производство, то определяем машинную формовку. Для данных размеров опок по табл.23 стр.48 выбираем формовочную пневматическую встряхивающепрессовую с электроуправлением без поворота полуформ 22111М.
Расчет литниковой системы
При расчете вначале определяем суммарное сечение питателей, а размеры других элементов рассчитываем как производные.
|
|
ΣFпит=0,8  =0,8
=0,8  =2,5 см2,
=2,5 см2,
где ΣFпит- суммарное сечение питателей, см2,
Q- масса жидкого металла, протекающего через литниковую систему, кг.
Q=G+Q1= 2,04*4+2,04*4*80%=14,7 кг,
где Q1-расход металла на литниковую систему, зависит от массы отливки и может приниматься в соответствии с рисунком. МУ №1561, рис. 32 с. 52,
G=n*m- масса отливок.
По найденным значениям ΣFпит на основании практических данных определяем площадь шлакоуловителя Fшл и стояка Fст.
Для среднего и мелкого литья ΣFпит: Fшл: Fст=1:1,1:1,15, значит:
Fшл=1,1*2,5=2,8 см2, а Fст=1,15*2,5=2,9 см2.
Размеры сечения шлакоуловителя определяем по т.24 МУ №1561 с.53, а диаметр стояка в нижней части по формуле:
Dн=  =
=  =2,3 см.
=2,3 см.
Fшл (2,75 см2) делим на 2 и по табл. выбираем ближайшее большее сечение и определяем размеры: a=14 мм, b=10 мм, h=14 мм.
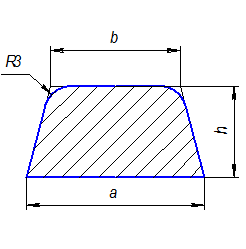
Схема шлакоуловителя
Диаметр стояка около чаши берется на 10-15% больше. Диаметр стояка в нижней части умножаем на 12% и по полученному диаметру стояка в верхней части выбираем литниковую чашу, т.к. диаметр стояка в верхней части более 25 мм:
Dв=23*1,12=26 мм>25 мм.
|
|
|

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!