Разработка чертежа отливки. Выбор линии разъёма отливки
Литейный трапецеидальный отливка форма
По табл.6 [1] определяем положение отливки при заливке: так как деталь- патрубок, то ось располагаем горизонтально. Питатель располагаем в нижней полуформе. По рекомендациям [1] стр. 28 и рис.11, где сказано, что обрабатываемые уступы и выемки, смежные с обрабатываемой поверхностью, при сумме размеров l+b<60 мм не отливают. Следовательно, в нашем случае паз шириной 10мм ø 57мм выполняться в отливке не будет, так как l+b=10+8,5=18,5<60 мм.
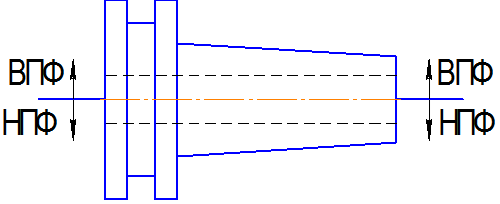
Рис 1.
Где В.П.Ф.- верхняя полуформа;
Н.П.Ф. - нижняя полуформа.
Назначение припусков на механическую обработку
По табл.3 [1] определяем класс точности размеров и масс и ряды припусков на мехобработку отливки для литья в песчаные формы: класс точности размеров и масс - 7т; ряд припусков - 2. по табл.7 стр. 19 [1] назначаем допуски на размеры отливки:
Таблица
| Размер детали
| Допуск
|
| Ø74
| 0,9
|
| Ø18
| 0,64
|
| Ø32
| 0,7
|
| Ø42
| 0,8
|
| 26
| 0,7
|
| 106
| 1,0
|
По табл.8 стр.21 [1] назначаем смещения от номинального положения отливки от плоскости разъема: для 7-7т и расстоянием между центрирующими устройствами формы до 630 мм - 0,5 мм.
По табл. 9 стр.21 [1] назначаем предельные отклонения коробления элементов отливки. Для этого предварительно определим степень коробления отливки от соотношения размеров её сторон - отношение наименьшего габаритного размера отливки к ее наибольшему:
 ; следовательно назначаем 4-ую степень коробления (табл. 10 стр. 22 [1]). Определяем, что отклонения коробления равна 0.
; следовательно назначаем 4-ую степень коробления (табл. 10 стр. 22 [1]). Определяем, что отклонения коробления равна 0.
Основные и дополнительные припуски на мехобработку (на сторону) в зависимости от допусков размеров отливок устанавливаем дифференцированно для каждого размера отливки в соответствии с табл.11 стр. 22 [1]- основные, табл. 13 стр. 24 [1] - дополнительные:
Таблица
| Размер детали
| Основной припуск на мехобработку, П,мм
| Наиб. погрешность расположения, мм
| Дополнительный припуск на мехобработку, Пдоп,мм
|
| Ø74
| 2,0
| 1,1
| 0,6
|
| Ø42
| 1,8
| 0,9
| 0,5
|
| Ø32
| 1,8
| 0,7
| 0,4
|
| Ø18
| 1,6
| 0,4
| 0,1
|
| 26
| 1,8
| 0,7
| 0,4
|
| 106
| 2,0
| 1,5
| 1,0
|
Таблица. Общий припуск на мехобработку: Побщ = П+Пдоп :
| Размер детали, мм
| Общий припуск, мм
| Размер отливки, мм
|
| Ø74
| 2,6
| Ø79,2±0,45
|
| Ø42
| 2,3
| Ø46,6±0,4
|
| Ø32
| 2,2
| Ø36,4±0,35
|
| Ø18
| 1,7
| Ø14,6+0,64
|
| 26
| 2,2
| 30,4±0,35
|
| 106
| 3,0
| 112±0,5
|
Проведем анализ выполнения отверстия Ø14,6+0,64 №1561 с.30 рис.15. Отверстия в отливках обычно выполняются, если их диаметр не менее при массовом производстве Ø20 мм. Следовательно, в нашем случае оформление отверстия в отливке осуществляться не будет.
Назначение литейных радиусов. Расчет литейных радиусов закруглений
Расчет наружных радиусов закруглений Rнр и внутренних Rвр производится по формулам:
Rнр=(П1+П2)/2,
где П1 и П2- припуски сопрягаемых сторон.
Наружные радиусы:
(3,0+2,6)/2=2,8 мм;
(2,6+2,2)/2=2,4 мм;
(2,3+3,0)/2=2,65 мм;
Найденные радиусы закруглений округляем и принимаем по ряду чисел равными, увеличивая в большую сторону, R3 мм.
Внутренние радиусы назначаем по табл. 18 стр. 41 №1561: наибольший габаритный размер детали - 106 мм, значит Rв=3 мм.
Назначение литейных уклонов
Для обрабатываемых вертикальных стенок на чертеже отливки надо предусматривать формовочные уклоны в соответствии с ГОСТ 3212-80 для моделей табл.17 стр.38 №1561.
Таблица
| Высота элемента отливки
| Уклон
|
| Ø79,2/2=39,6
| 1°15´
|
| (Ø79,2- Ø46,6)/2=16,4
| 3°
|
| Ø36,4/2=18,2
| 3°
|
Если отливка имеет несколько поверхностей с формовочными уклонами, то рекомендуется все уклоны делать одинаковыми. Назначаем для всех поверхностей с уклонами уклон 3°.
Определение размеров модели
Размеры модели отливки больше соответствующих размеров отливки на величину линейной усадки. Для серого чугуна линейная усадка составляет в среднем 1%.
Lмодели= Lотливки+ Lотливки*1/100%
Таблица
| Размер отливки
| Размер модели
|
| Ø79,2±0,45
| 80,0±0,45
|
| Ø61,6±0,4
| 62,2±0,4
|
| Ø46,6±0,4
| 47,0±0,4
|
| Ø36,4±0,35
| 37,0±0,35
|
| 30,4±0,35
| 30,7±0,35
|
| 112±0,5
| 113±0,5
|
При машинной формовке габаритные размеры опок зависят от числа отливок, их габаритных размеров, их расположения, размеров литниковой системы, а также площади стола выбранной марки формовочной машины. На нашей модели находятся 4 отливки.
Для круглых деталей:
Длина опоки Ар=3С+2dм=3*45+2*80=295 мм
Ширина опоки Вр=4С+2lм +а=4*45+2*113+15=421 мм,
где dм-диаметр модели, lм-длина модели,
а- ширина шлакоуловителя, а=15 мм.
С- толщина формовочной смеси вокруг отливок для мелких опок, С=30…50 мм (1561, с. 44).
Полученные по формулам размеры округлим с шагом в 50 мм в большую сторону: 300х450 мм.
При расчете высоты верхней и нижней части опоки применяем следующие формулы:
Нв=h1+d=40+50=90 мм,
Нн=h2+d=40+50=90 мм,
где h1- высота детали, расположенная в верхней полуформе;
h2 - высота детали, расположенная в нижней полуформе;
d - расстояние от края отливки до верхней или нижней стенки опоки, d=40…60 мм. Принимаем 50 мм. Полученные по формулам значения округлим в большую сторону с шагом в 25 мм: Нв=100 мм, Нн=100 мм.
Расчет литниковой системы
При расчете вначале определяем суммарное сечение питателей, а размеры других элементов рассчитываем как производные.
ΣFпит=0,8  =0,8
=0,8  =2,5 см2,
=2,5 см2,
где ΣFпит- суммарное сечение питателей, см2,
Q- масса жидкого металла, протекающего через литниковую систему, кг.
Q=G+Q1= 2,04*4+2,04*4*80%=14,7 кг,
где Q1-расход металла на литниковую систему, зависит от массы отливки и может приниматься в соответствии с рисунком. МУ №1561, рис. 32 с. 52,
G=n*m- масса отливок.
По найденным значениям ΣFпит на основании практических данных определяем площадь шлакоуловителя Fшл и стояка Fст.
Для среднего и мелкого литья ΣFпит: Fшл: Fст=1:1,1:1,15, значит:
Fшл=1,1*2,5=2,8 см2, а Fст=1,15*2,5=2,9 см2.
Размеры сечения шлакоуловителя определяем по т.24 МУ №1561 с.53, а диаметр стояка в нижней части по формуле:
Dн=  =
=  =2,3 см.
=2,3 см.
Fшл (2,75 см2) делим на 2 и по табл. выбираем ближайшее большее сечение и определяем размеры: a=14 мм, b=10 мм, h=14 мм.
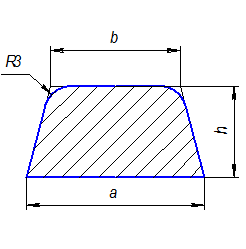
Схема шлакоуловителя
Диаметр стояка около чаши берется на 10-15% больше. Диаметр стояка в нижней части умножаем на 12% и по полученному диаметру стояка в верхней части выбираем литниковую чашу, т.к. диаметр стояка в верхней части более 25 мм:
Dв=23*1,12=26 мм>25 мм.
Расчет шихты
Задача шихтовки заключается в подборе исходных металлических материалов для получения (с учетом угара) чугуна заданного химического состава и требуемых свойств.
Определяем химический состав чугуна заданной марки СЧ 25 по №1561, таб. 30, с. 60.
Определяем состав шихты:
1. Чушковый чугун - 18…25%(нелегированный, №1561, таб. 32, с. 63;
2. Стальной лом - 15…20% №1561, таб. 32, с. 63;
. Собственные отходы равны Q1;
. Чугунный лом все остальное до 100%.
Расчет кокса для получения одной тысячи килограмм отливок:
QК=QЖ.М.*Хк/100%; QЖ.М= QОТЛ.+ QЛ.С.,
где QОТЛ.=1000 кг- масса отливок; QЛ.С.- масса литниковой системы, кг;
Хк- расход топлива (кокса) №1561, таб.35, с. 65.
QЛ.С.= QОТЛ*20%/100%.
Список литературы
. С. Л. Потанин «Технология изготовления чугунных отливок в песчаные формы», Ярославль, 1992г.
. А. К. Денисюк, В. А. Иванова, О. М. Епархин «Методические указания для выполнения контрольных и лабораторных работ по курсам «Технологические процессы в машиностроении» и «Проектирование и производство заготовок» для студентов заочного факультета», Ярославль, 2002г.
.Справочник по чугунному литью./Под ред. Д-ра техн. наук Н.Г.Гиршовича.-3-е изд., перераб. и доп.-Л.: Машиностроение. Ленингр. отд-ние, 1978.
.Никифоров В.М. Технология металлов и конструкционные материалы: Учебник для средних специальных учебных заведений.-6-е изд., перераб. и доп.-М.: Высш. школа, 1980.
Разработка чертежа отливки. Выбор линии разъёма отливки





