По табл.6 [1] определяем положение отливки при заливке: так как деталь- патрубок, то ось располагаем горизонтально. Питатель располагаем в нижней полуформе. По рекомендациям [1] стр. 28 и рис.11, где сказано, что обрабатываемые уступы и выемки, смежные с обрабатываемой поверхностью, при сумме размеров l+b<60 мм не отливают. Следовательно, в нашем случае паз шириной 10мм ø 57мм выполняться в отливке не будет, так как l+b=10+8,5=18,5<60 мм.
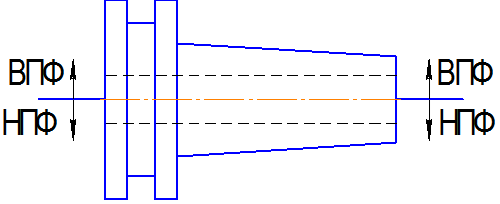
Рис 1.
Где В.П.Ф.- верхняя полуформа;
Н.П.Ф. - нижняя полуформа.
Назначение припусков на механическую обработку
По табл.3 [1] определяем класс точности размеров и масс и ряды припусков на мехобработку отливки для литья в песчаные формы: класс точности размеров и масс - 7т; ряд припусков - 2. по табл.7 стр. 19 [1] назначаем допуски на размеры отливки:
Таблица
| Размер детали
| Допуск
|
| Ø74
| 0,9
|
| Ø18
| 0,64
|
| Ø32
| 0,7
|
| Ø42
| 0,8
|
| 26
| 0,7
|
| 106
| 1,0
|
По табл.8 стр.21 [1] назначаем смещения от номинального положения отливки от плоскости разъема: для 7-7т и расстоянием между центрирующими устройствами формы до 630 мм - 0,5 мм.
По табл. 9 стр.21 [1] назначаем предельные отклонения коробления элементов отливки. Для этого предварительно определим степень коробления отливки от соотношения размеров её сторон - отношение наименьшего габаритного размера отливки к ее наибольшему:
 ; следовательно назначаем 4-ую степень коробления (табл. 10 стр. 22 [1]). Определяем, что отклонения коробления равна 0.
; следовательно назначаем 4-ую степень коробления (табл. 10 стр. 22 [1]). Определяем, что отклонения коробления равна 0.
Основные и дополнительные припуски на мехобработку (на сторону) в зависимости от допусков размеров отливок устанавливаем дифференцированно для каждого размера отливки в соответствии с табл.11 стр. 22 [1]- основные, табл. 13 стр. 24 [1] - дополнительные:
Таблица
| Размер детали
| Основной припуск на мехобработку, П,мм
| Наиб. погрешность расположения, мм
| Дополнительный припуск на мехобработку, Пдоп,мм
|
| Ø74
| 2,0
| 1,1
| 0,6
|
| Ø42
| 1,8
| 0,9
| 0,5
|
| Ø32
| 1,8
| 0,7
| 0,4
|
| Ø18
| 1,6
| 0,4
| 0,1
|
| 26
| 1,8
| 0,7
| 0,4
|
| 106
| 2,0
| 1,5
| 1,0
|
Таблица. Общий припуск на мехобработку: Побщ = П+Пдоп :
| Размер детали, мм
| Общий припуск, мм
| Размер отливки, мм
|
| Ø74
| 2,6
| Ø79,2±0,45
|
| Ø42
| 2,3
| Ø46,6±0,4
|
| Ø32
| 2,2
| Ø36,4±0,35
|
| Ø18
| 1,7
| Ø14,6+0,64
|
| 26
| 2,2
| 30,4±0,35
|
| 106
| 3,0
| 112±0,5
|
Проведем анализ выполнения отверстия Ø14,6+0,64 №1561 с.30 рис.15. Отверстия в отливках обычно выполняются, если их диаметр не менее при массовом производстве Ø20 мм. Следовательно, в нашем случае оформление отверстия в отливке осуществляться не будет.
Назначение литейных радиусов. Расчет литейных радиусов закруглений
Расчет наружных радиусов закруглений Rнр и внутренних Rвр производится по формулам:
Rнр=(П1+П2)/2,
где П1 и П2- припуски сопрягаемых сторон.
Наружные радиусы:
(3,0+2,6)/2=2,8 мм;
(2,6+2,2)/2=2,4 мм;
(2,3+3,0)/2=2,65 мм;
Найденные радиусы закруглений округляем и принимаем по ряду чисел равными, увеличивая в большую сторону, R3 мм.
Внутренние радиусы назначаем по табл. 18 стр. 41 №1561: наибольший габаритный размер детали - 106 мм, значит Rв=3 мм.
Назначение литейных уклонов
Для обрабатываемых вертикальных стенок на чертеже отливки надо предусматривать формовочные уклоны в соответствии с ГОСТ 3212-80 для моделей табл.17 стр.38 №1561.
Таблица
| Высота элемента отливки
| Уклон
|
| Ø79,2/2=39,6
| 1°15´
|
| (Ø79,2- Ø46,6)/2=16,4
| 3°
|
| Ø36,4/2=18,2
| 3°
|
Если отливка имеет несколько поверхностей с формовочными уклонами, то рекомендуется все уклоны делать одинаковыми. Назначаем для всех поверхностей с уклонами уклон 3°.






