Или прибора с целью поверки и аттестации
1. Провести равноточные многократные измерения одного и того же рабочего образца при настройке прибора по одному и тому же эталону. Настройку измерений проводит один и тот же контролер и повторяет эту операцию столько раз, чему равен запланированный объем выборки (n). Обычно объем выборки n = 25  30 измерений. Результаты измерений с учетом знака (плюс или минус) следует занести в протокол испытаний.
30 измерений. Результаты измерений с учетом знака (плюс или минус) следует занести в протокол испытаний.
2. Составить статистический ряд результатов измерений и определить зону распределения результатов (V). Зону разбить на интервалы. Значения интервалов, частоту повторений в интервале и номер интервала занести в таблицу определения погрешностей объекта (табл.3.1.).
Примечание: для определения количества интервалов установить коэффициент C  , т.е. величину интервала (в мм, мкм). C рекомендуется выбирать равным 1 мкм, если зона рассеивания V не более 8-9 мкм; C =2, если V=10-18 мкм и т.д.
, т.е. величину интервала (в мм, мкм). C рекомендуется выбирать равным 1 мкм, если зона рассеивания V не более 8-9 мкм; C =2, если V=10-18 мкм и т.д.
3. Рассчитать средние значения интервалов x i (с учетом знака).
4. Рассчитать характеристики эмпирического распределения:
 -выборочное среднее арифметическое значение и S-выборочное среднее квадратическое отклонение (S =
-выборочное среднее арифметическое значение и S-выборочное среднее квадратическое отклонение (S =  ) по формулам:
) по формулам:

 .
.
Таблица 3.1
Определение погрешности объекта
| Номер
интервала
| Значение
интервала
| Частота
повторений
в интервале
ni
| Среднее
значение
интервала
xi
| Математическая
обработка данных
|
| ni xi
| ni xi 2
|
| 1
| 2
| 3
| 4
| 5
| 6
|
|
|
|
| С учетом знака
∑
| С учетом
знака
|
∑
|
5. Для расчета погрешностей измерения  lim и
lim и  и внесения этих значений в метрологическую карту необходимо сделать ряд проверок, чтобы убедиться, что предполагаемый закон распределения соответствует закону Гаусса. Проводятся следующие операции:
и внесения этих значений в метрологическую карту необходимо сделать ряд проверок, чтобы убедиться, что предполагаемый закон распределения соответствует закону Гаусса. Проводятся следующие операции:
5.1) строится гистограмма (в произвольном масштабе), по которой приближенно можно определить закон распределения;
5.2) строятся в одном масштабе теоретическая кривая (закон Гаусса) и практическая кривая по средним значениям интервалов.
При определении погрешности контрольно-измерительных приспособлений построение рекомендуется поводить по методу Апарина и Городецкого.
Сущность метода:
а) сначала строят теоретическую кривую. Масштаб по оси абсцисс выбирается таким образом, чтобы в поле чертежа уместилось не менее 6-8 S. При этом S изображается отрезком 25 мм.
Масштаб по оси ординат выбирается таким, чтобы у max (при S=0) изображался отрезком длиной 100 мм. Точки определяются по таблице 3.2.
Таблица 3.2
Соотношение S и y
| S-в единицах
| 0 0,5 1,0 1,5 2,0 2,5 3,0
|
| y-в мм
| 100 88 60,5 32,5 13,5 4,4 1,1
|
б) Рассчитывается таблица вспомогательных данных для построения теоретической и практической кривой эксперимента в одном масштабе (табл.3.3.), где a и b - масштабные коэффициенты.
 , мм/мкм - по оси x;
, мм/мкм - по оси x;  , мм/измер. - по оси y.
, мм/измер. - по оси y.
Таблица 3.3
Вспомогательная таблица
| № интервала
| xi
| xia
| ni
| nib
|
| 1
2
и т.д.
|
|
|
|
|
в) Рассчитывается в масштабе " а " значение  , которое будет являться центром рассеивания, и его следует отложить в точке S = 0;
, которое будет являться центром рассеивания, и его следует отложить в точке S = 0;
г) положения точек xia для каждого интервала определяются относительно точки "  " (если позволяет поле чертежа). Относительно точки "
" (если позволяет поле чертежа). Относительно точки "  " можно определить положение "0" точки по оси абсцисс, и все значения xia откладывать относительно нулевой точки.
" можно определить положение "0" точки по оси абсцисс, и все значения xia откладывать относительно нулевой точки.
Значения " nib " по оси ординат откладываются в соответствии со значением " xia " и полученные точки соединяются "ломаной" линией – это и есть практическая кривая;
5.3. Для сопоставления теоретической и практической кривой рассчитать значения  и
и  и сравнить их с допустимыми значениями:
и сравнить их с допустимыми значениями:
 - эксцесс- характеризует срезанность, сглаженность, островершинность кривой. Определяется по формуле (1):
- эксцесс- характеризует срезанность, сглаженность, островершинность кривой. Определяется по формуле (1):
 , (1)
, (1)
где  - частота моды; M0 – это мода выборки, т.е. значение xi при наибольшем значении ni, т.е. max точка по оси y (nmax).
- частота моды; M0 – это мода выборки, т.е. значение xi при наибольшем значении ni, т.е. max точка по оси y (nmax).
Примечание: если nmax встречается в нескольких интервалах, то берут значение, ближайшее серединному интервалу:
+nMo-1 - значение частоты предыдущего интервала (перед модой);
-nMo+1 - значение частоты последующего интервала (после моды).
Допустимые значения: 0<  <0,9, чем меньше
<0,9, чем меньше  - тем ближе эмпирическая кривая к кривой нормального распределения. Оптимальные значения для нормального закона 0< <0,3.
- тем ближе эмпирическая кривая к кривой нормального распределения. Оптимальные значения для нормального закона 0< <0,3.  - мера асимметрии –характеризует смещение влево или вправо центра рассеивания (
- мера асимметрии –характеризует смещение влево или вправо центра рассеивания ( ) теоретической кривой относительно центра рассеивания практической кривой.
) теоретической кривой относительно центра рассеивания практической кривой.  определяется по формуле:
определяется по формуле:
 . (2)
. (2)
Значение M0 выбирается из таблицы 3.1, значение  - из расчетов.
- из расчетов.
Допустимые значения: -0,5 < < +0,5. Оптимальные значения для нормального закона распределения -0,2 < < +0,2.
5.4. Поверка по критерию согласия А.Н. Колмогорова. Если и  не входят в оптимальные значения, то для уточнения характера кривых составляют таблицу для определения критерия согласия А.Н. Колмогорова P(
не входят в оптимальные значения, то для уточнения характера кривых составляют таблицу для определения критерия согласия А.Н. Колмогорова P( ).
).
Таблица 3.4
Данные для расчета P ( )
)
| № интервала
| xi
ммкм
| ni
| Накопленная эмпирическая частота
(ni накопл.)
| Функция
накопленных
эмпирических
частот Fn(x)
| Интегральная функция
распределения
F(x)
| Fn(x)-F(x)
|
| Данные
из таблицы 3.1
|
|
|
|
|
- Рассчитать ni накопл. Они рассчитываются простым сложением ni накопл. из предыдущего интервала с ni из последующего интервала:
n1 накопл.=n1;
n2 накопл.= n1 накопл.+n2; и т.д.
- Найти функцию Fn (x) для каждого накопленного интервала:
Fn (x) = ni накопл /n,
где n-величина выборки.
- Определить интегральную функцию F(x) предполагаемого теоретического распределения:
F(x) = 0,5  F(z) = 0,5 F
F(z) = 0,5 F  ,
,
где z - коэффициент риска (коэффициент риска может быть обозначен в нормативных таблицах t); F (z) - функция Лапласа; знак "+" берется, если ( ) - положительное; знак "- " берется, если (
) - положительное; знак "- " берется, если ( ) - отрицательное;
) - отрицательное;  и S – выбираются из предыдущих расчетов;
и S – выбираются из предыдущих расчетов;
- Значение функции F  - следует найти из специальной таблицы – интегральной нормированной функции Лапласа. Определить разности Fn(x)-F(x) для каждого интервала, а затем наибольшее значение разности – обозначить "D".
- следует найти из специальной таблицы – интегральной нормированной функции Лапласа. Определить разности Fn(x)-F(x) для каждого интервала, а затем наибольшее значение разности – обозначить "D".
- По величине "D" найти  ;
;  =D
=D  ,
,
где n - величина выборки.
- По полученному значению  найти значение вероятности P(
найти значение вероятности P( ) – это и есть критерий согласия Колмогорова (Приложение 2).
) – это и есть критерий согласия Колмогорова (Приложение 2).
- Если вероятность P( ) наблюдаемого расхождения
) наблюдаемого расхождения
Fn(x) и F(x) >0,01,
то можно заключить, что эмпирическое распределение соответствует предполагаемому теоретическому.
Практика аттестации приборов и КИП различных конструкций показывает, что уже при P()>0,15 получается удовлетворительное совпадение эмпирической кривой с кривой нормального распределения. Прибор аттестуется при значениях:
0,15  P(
P( ) 1,00,
) 1,00,
при этом 0,3  1,15.
1,15.
На рис. 3.1. приведены теоретическая и эмпирическая кривые, построенные в одном масштабе, при аттестации прибора УД-ОМ.

a0=+0,13; t0=+0,53; P(l)=0,04; n=28; S=1,41 мкм.
a0=+0,13; t0=+0,53; Р(l)=0,04; n=28; S=1,41 мкм
Рис. 3.1 Теоретическая и эмпирическая кривые, построенные
в одном масштабе, при аттестации прибора УД-ОМ
Полученные кривые рекомендуется сравнить с типовыми эмпирическими кривыми распределения погрешностей контрольных приспособлений и приборов [9, 11], представленными на рис. 3.2. Далее приводится описание кривых.
Если проверка и сопоставление кривых подтверждает удовлетворительное совпадение эмпирической кривой с кривой нормального распределения, то погрешности измерения определяются по формулам: DLim = ±3S и d= ±2S. Эти значения вносятся в паспорт или свидетельство аттестации или поверки.
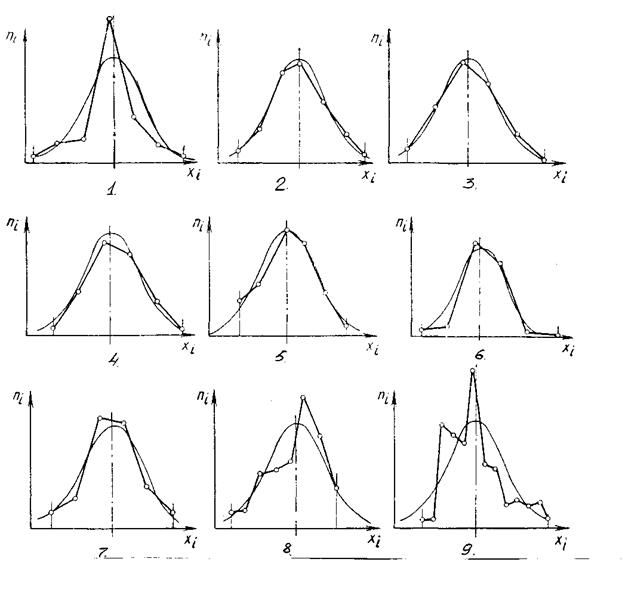
Рис. 3.2. Типовые эмпирические кривые распределения погрешностей
контрольных приспособлений
Пояснения к рис.3.2
Характеристики типовых эмпирических кривых распределения погрешностей контрольных приспособлений и приборов (рис. 2) [6].
1) кривые, имеющие существенную островершинность, по сравнению с сопоставимой теоретической. Такие кривые получаются при аттестации простых приспособлений с высокой точностью изготовления или же контрольных приборов типа микрокаторов и т.д. У данных приспособлений при измерении должны отсутствовать доминирующие факторы, могущие исказить характер эмпирической кривой. В этой группе кривых эксцесс  = 0,8 - 0,9;
= 0,8 - 0,9;
2) кривые, близко совпадающие с сопоставимой теоретической кривой. Они получаются у контрольных приспособлений с высокой точностью изготовления. В контрольных приспособлениях не должно быть узлов, вызывающих какие-либо существенные систематические погрешности. При этих условиях  = 0.05-0,15;
= 0.05-0,15;
3) эмпирические кривые распределения эксцентриситета, торцевого биения и других величин, при условии отсутствия доминирующих факторов, искажающих полученную кривую;
4) эмпирические кривые, у которых ветви смещены в одну или разные стороны относительно сопоставимой теоретической кривой. Такие кривые могут быть получены при недостаточной точности изготовления установочных баз приспособления или же измерительных базовых поверхностей проверяемых деталей. Они вызываются также доминирующими факторами, смещающими ветви эмпирической кривой. У таких кривых = 0,25 - 0,4;
5) эмпирические кривые, у которых одна или обе ветви имеют существенное усечение. Кривые такого вида вызываются односторонними зазорами между проверяемой деталью и установочным узлом, односторонним увеличенным давлением пружин и т.д.;
6) эмпирические кривые с существенным смещением одной из ветвей относительно сопоставимой теоретической кривой. Главными причинами получения таких кривых являются одностороннее действие зажимных механизмов приспособлений, одностороннее повышение давления измерительных средств или пружин рычажных передач. Ассиметричность подобных кривых = 0,4 – 0,5;
7) эмпирические кривые со срезанной вершиной или же притуплением. Обычно они встречаются при наличии определенных доминирующих факторов, под действием которых погрешности близко концентрируются вокруг одной и той же величины, являющейся модой данного распределения. Эксцесс кривых этой группы =0,6-0,7;
8) эмпирические кривые, существенно отличающиеся от сопоставимой теоретической кривой. Кривые этой группы встречаются при неудовлетворительной накладке приспособления или отдельного его узла. Они могут быть получены при чрезмерных зазорах проверяемых деталей на установочных узлах или же при наличии чрезмерных зазоров в подвижных соединениях отдельных узлов аттестуемого приспособления;
9) многовершинные эмпирические кривые. Кривые этой группы получаются при сбое первичной настройки измерительных средств. Они так же могут быть получены, если выборка извлекалась при чрезмерно большом числе повторных измерений, во время которых была нарушена первичная настройка, или же если она была нарушена в результате случайного толчка, вибрации и т.д.
ЗАКЛЮЧЕНИЕ
1. Теоретический материал, изложенный в учебном пособии, позволяет получить общее представление о проблемах метрологии в области выбора средств измерения линейных размеров.
2. Дана классификация средств измерения и метрологических характеристик.
3. Рассмотрены существующие методики выбора средств измерения и их применяемость в зависимости от типа производства.
4. В разделе 7 приводятся примеры применения методик, что позволяет читателям ознакомиться практически с выбором конкретных средств измерения. Даны поясняющие комментарии по выбранным приборам.
5. В пособии в виде таблиц даны метрологические характеристики довольно большого количества инструментов и приборов, что позволяет читателям выбирать средства измерения по данному пособию, не обращаясь к дополнительной справочной литературе.
В части 2 пособия представлена классификация видов и методов измерения.
6. В части 3 рассмотрены вопросы поверки, калибровки и аттестации средств измерения.
7. Дана методика определения погрешностей измерений экспериментальным путем.
8. В приложениях даны справочные материалы к определению критерия согласия А.Н.Колмогорова.
Библиографический список
1. Сергеев, А.Г. Метрология, стандартизация, сертификация: учеб. пособие для вузов/ А.Г. Сергеев, М.В. Латышев, В.В. Терегеря.- М.: Логос, 2003.- 536 с.
2. ГОСТ 8.051-81. Погрешности, допускаемые при измерении размеров от 1 до 500 мм.- Взамен ГОСТ 8.051-72; введ. 01.01.82.- М.: Изд-во стандартов, 1982.-10 с.
3. СТ СЭВ 303-76. Погрешности, допускаемые при измерении линейных размеров до 500 мм.- Введ. 01.01.79:-М.:Издательство стандартов, 1977.-10с.
4. РД 50-98-86. Методические указания по применению ГОСТ 8.051-81.: Утв. Постановлением Госкомитета СССР по стандартам 08.07.86 № 2035: Введ 01.07.87.-М.: Издательство стандартов, 1987.-83с.
5. Бриш, В.Н. Метрологическое обеспечение машиностроительного производства: учеб. пособие / В.Н. Бриш.- Вологда: ВоГТУ, 2000.-105 с.
6. РМГ 29-99 ГСИ. Метрология. Основные термины и определения.- Взамен ГОСТ 16263-70; введ. 01.01 2001;- М.: Издательство стандартов, 2000.-35 с.
7. Марков, А.Л. Краткий справочник контрольного мастера машиностроительного завода / А.Л. Марков, Ф.П. Волосевич.- Л.: Машиностроение, 1973.- 311 с.
8. Справочник по производственному контролю в машиностроении: /под ред. А.К. Кутая.-Л.: Машиностроение, 1974.- 975 с.
9. Метрологические характеристики средств измерения: методические указания по выбору средств измерения /сост.: В.Н. Бриш, А.А. Сигов.- Вологда: ВоПИ, 1997.-24 с.
10. Единая система допусков и посадок в машиностроении и приборостроении. Контроль деталей: справочник / И. Майдан, М. Клайншмидт, Н. Марков, М.Палей.- М.: Издательство стандартов, 1987.-200 с.
11. Аттестация типовых приборов и контрольно – измерительных приспособлений: методические указания по выполнению лабораторных работ / сост.: В.Н. Бриш, А.Н. Сигов. – Вологда: ВоПИ, 1998.-27 с.
12. Каплунов, Р.С. Точность контрольных приспособлений. –М.: Машиностроение, 1968.-219с.
13. ГОСТ 25346-82 ЕСДП. Общие положения ряды допусков и основных отклонений. – Введ. 01.01.90.-М.: Издательство стандартов, 1989.-32 с.
14. ГОСТ 25347-82 ЕСДП. Поля допусков и рекомендуемые посадки.- Введ. 01.01.90.-М.: Издательство стандартов, 1989.-51 с.
15. Приборы и инструменты для линейных измерений: альбом/ сост. В.Н. Бриш, А.Н. Сигов.- Вологда: ВоГТУ, 2004.-73 с.
16. Белкин, И.М. Средства линейно-угловых измерений: справочник/ И.М. Белкин.- М.: Машиностроение, 1987.-368 с.
17. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения/ под ред. А.И. Якушева – М.: Машиностроение, 1980.-527 с.
18. ГОСТ 8.009-84. ГСИ. Нормируемые метрологические характеристики средств измерений.- Взамен ГОСТ 8.009-72; введ. 01.01.85.-М.: Издательство стандартов, 1984.-9 с.
19. ГОСТ 8.050-73. ГСИ. Нормальные условия выполнения линейных и угловых измерений.- Введ. 01.07.73. - М: Издательство стандартов, 1973.-8 с.
20. СТП ВоПИ 2.3-83 Практикум лабораторный. Требования к составлению отчета.- Введ. С 01.01.83. – Вологда: ВоПИ, 1983.-6 с.
21. Новицкий, П.В. Оценка погрешностей результатов измерений / П.В. Новицкий, И.А. Зограф.- Л.: Энергоатомиздат, 1985.-247 с.
Приложение 1
Значение величины 
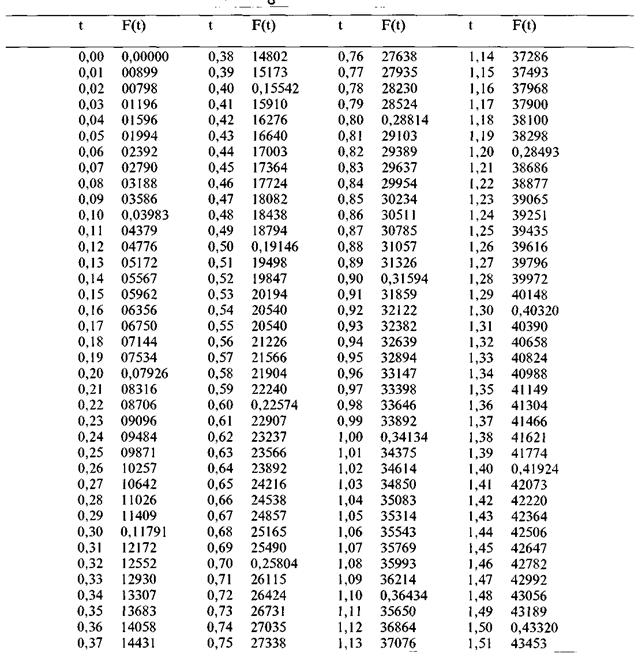
Продолжение прил. 1
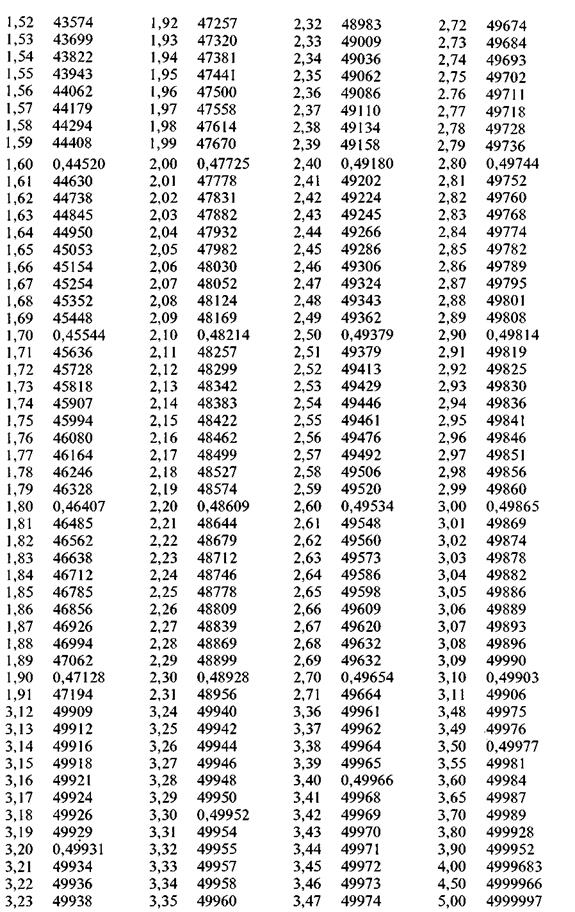
Приложение 2
Вероятность Р( ) критерия согласия Колмогорова
) критерия согласия Колмогорова
|
| Р()
|
| Р()
|
| Р()
|
| Р()
|
| 0,30
0,35
0,40
0,45
0,50
0,55
0,60
0,65
| 1,000
0,9997
,9972
,9874
,9639
,9228
,8643
,7920
| 0,70
0,75
0,80
0,85
0,90
0,95
1,00
| 0,7112
,6272
,5441
,4653
,3927
,3275
,2700
| 1,10
1,20
1,30
1,40
1,50
1,60
1,70
1,80
| 0,01777
,1122
,0681
,0397
,0222
,0120
,0062
,0032
| 1,90
2,00
2,10
2,20
2,30
2,40
2,50
| 0,0015
,0007
,0003
,0001
,0001
,0000
,0000
|
Оглавление
Предисловие. 3
ЧАСТЬ 1. ВЫБОР СРЕДСТВ ИЗМЕРЕНИЯ.. 4
Общие указания по выбору средств измерения линейных размеров. 4
1. Классификация средств измерения. 5
2. Метрологические характеристики средств измерения (СИ) 7
3. Принцип выбора точности средств измерения. 8
4. Основные положения, термины, определения и обозначения, применяемые в единой системе допусков и посадок при выборе средств измерения. 11
5. Участие технических служб предприятия в выборе измерительных средств 16
6. Существующие методики выбора средств измерения и их применяемость 17
7. Примеры выбора средств измерения. 20
8. Предельные погрешности средств измерений линейных размеров ( ), мкм 24
), мкм 24
9. Метрологические характеристики стоек и штативов для измерительных головок. 33
10. Технические характеристики измерительных головок, выпускаемых в России. 34
11. Метрологические характеристики индикаторных нутромеров. 35
12. Метрологические характеристики средств измерения с механическими передачами. 36
13. Метрологические характеристики оптических приборов. 38
14. Метрологические характеристики оптико-механических приборов. 39
15. Метрологичекая карта. 40
16. Форма метрологической карты, заполняемой при выборе средств измерения для линейных размеров. 41
ЧАСТЬ 2. КЛАССИФИКАЦИЯ ВИДОВ И МЕТОДОВ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ (геометрических величин) 42
ЧАСТЬ 3. ПОВЕРКА КАЛИБРОВ И АТТЕСТАЦИЯ СРЕДСТВ ИЗМЕРЕНИЯ 46
3.1. Общие понятия и определения [6] 47
3.2. Определение погрешностей экспериментальным путем. 50
ЗАКЛЮЧЕНИЕ. 58
Библиографический список. 59






