Разделительные операции холодной объемной штамповки выполняют на пресс-ножницах, прессах в штампах или на отрезных пресс-автоматах, формообразующие – на специальных кривошипных или гидравлических прессах и на различных холодновысадочных пресс-автоматах. Обычно на пресс-автоматах объединено выполнение разделительных и формообразующих операций.
Технологические операции при холодной объемной штамповке
Технологический процесс холодной объемной штамповки состоит из следующих операций: подготовки исходного металла (очистка от окалины и загрязнений, смазка), изготовления заготовок (отрезка, вырубка, пробивка), штамповки (осадка, высадка, выдавливание), отделки (термическая обработка, травление, нанесение покрытий, сверление отверстий, фрезерование пазов, зачистка, удаление заусенцев и т.п.). Сочетание этих операций определяется сложностью детали.
Производство поковок способом холодной объемной штамповки характеризуется выходом годного и расходным коэффициентом. Выход годного представляет собой отношение массы поковки к массе заготовки, выраженного в процентах, а расходный коэффициент является обратной величиной выходу годного. Следует отметить, что выход годного при холодной штамповке значительно выше, чем при горячей, а коэффициент использования металла доходит до единицы или равен единице, так как многие поковки, получаемые методом холодной объемной штамповки, являются готовыми изделиями.
Вместе с тем процесс холодного объемного деформирования сопровождается наклепом, что приводит к увеличению показателей прочности и снижению пластичности. Это снижает степень деформации на каждом переходе формоизменения, увеличивает число переходов, между которыми необходимо применять отжиг и травление металла.
Листовая штамповка
Листовая штамповка является одним из наиболее прогрессивных и высокопроизводительных способов получения деталей сложной формы с тонкими стенками. При листовой штамповке изделия получаются с очень малыми допусками и высоким качеством поверхности.
Листовую штамповку обычно осуществляют в холодном состоянии. Горячую листовую штамповку применяют при штамповке из листов большой толщины (для изготовления крупных поковок – котлов, цистерн, корпусов кораблей и т.д.) и при штамповке изделий из сплавов, имеющих малую пластичность в холодном состоянии.
6.2.1 Операции холодной листовой штамповки. Формообразование при
Холодной листовой штамповке
Операции холодной листовой штамповки подразделяют на разделительные и формообразующие.
К разделительным операциям, связанным с отделением одной части материала от
другой по замкнутому или незамкнутому контуру, относят отрезку, разрезку, вырубку по контуру, пробивку отверстий, обрезку и т.д. К формообразующим операциям, в процессе которых плоская или полая заготовка превращается в пространственную деталь требуемой формы без изменения толщины материала, относят гибку, вытяжку, раздачу, отбортовку и т.д.
Отрезка – полное отделение одной части материала от другой по незамкнутому контуру, по прямой или по кривой линии.
Разрезка – разделение плоски, гнутых или полых заготовок на две или несколько отдельных частей. Такую операцию приходится использовать при изготовлении несимметричных изделий. Для этого вначале штампуют симметричную заготовку, а затем ее уже разрезают на несколько несимметричных деталей. Подобная схема операций значительно упрощает процесс штамповки деталей и снижает трудоемкость изготовления штампов.
Вырубка – полное отделение металла по замкнутому контуру, при котором отделяемая часть заготовки является изделием.
Пробивка – операция, имеющая целью получение в вырубленной детали или в листе отверстия путем отделения части материала по замкнутому контуру. Отличие этой операции от вырубки состоит в том, что при вырубке часть материала, проталкиваемая пуансоном в матрицу, является деталью, а оставшаяся на матрице часть – отходом; при пробивке же, наоборот, провалившаяся через матрицу часть материала является отходом, а оставшаяся на ней – изделием.
Обрезка – полное отделение неровного края или лишнего металла по наружному контуру плоских, гнутых или вытянутых изделий. Схема процесса обрезки не отличается от вырубки, разница заключается лишь в конструкциях штампов.
При формообразующих операциях стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму. Схемы формообразующих операций представлены на рисунке 49.
Гибка – образование угла между частями заготовки или придание заготовке криволинейной формы.
При гибке пластически деформируется только участок заготовки в зоне контакта с пуансоном (рисунок 49, а): наружные слои заготовки растягиваются, а внутренние – сжимаются. Деформация растяжения наружных слоев и сжатия внутренних увеличивается с уменьшением радиуса скругления рабочего торца пуансона, при этом возрастает вероятность образования трещин. Поэтому минимальный радиус пуансона ограничивается величиной в пределах 0,1–2,0 от толщины заготовки, в зависимости от механических свойств материала.
При снятии нагрузки растянутые слои заготовки упруго сжимаются, а сжатые – рас-
тягиваются, что приводит к изменению угла гибки  , т.е. к пружинению детали. Это следует учитывать или уменьшением угла инструмента на величину пружинения, или применением в конце рабочего хода дополнительного усилия.
, т.е. к пружинению детали. Это следует учитывать или уменьшением угла инструмента на величину пружинения, или применением в конце рабочего хода дополнительного усилия.
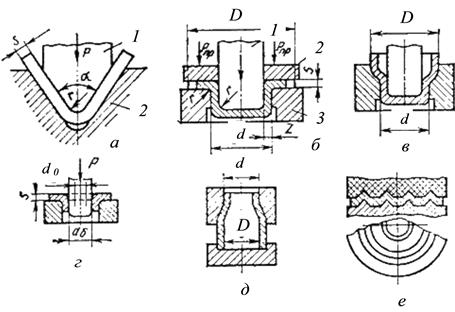
а – гибка; б, в – вытяжка; г – отбортовка; д – обжим; е – рельефная формовка:
1 – пуансон; 2 – прижим; 3 – матрица
Рисунок 49 – Формообразующие операции листовой штамповки
Гибку производят в штампах, а также вращающимися фигурными роликами, играющими роль матрицы, на профилегибочных станах.
Вытяжка – образование полого изделия из плоской или полой заготовки (рисунок 49, б).
Вырубленную заготовку укладывают на плоскость матрицы. Пуансон надавливает на заготовку и она, смещаясь в отверстие матрицы, образует стенки вытянутой детали.
Формоизменение при вытяжке оценивают коэффициентом вытяжки
 , (72)
, (72)
где kв – коэффициент вытяжки;
D – диаметр заготовки, мм;
d – диаметр изделия, мм.
Коэффициент вытяжки в зависимости от механических характеристик металла и условий вытяжки не должен превышать 2,1.
При  -
-  >(18-20). S, где S – толщина заготовки, возможны потеря устойчивости фланца и образование складок при вытяжке. Их предотвращают прижимом фланца заготовки к матрице с определенным усилием.
>(18-20). S, где S – толщина заготовки, возможны потеря устойчивости фланца и образование складок при вытяжке. Их предотвращают прижимом фланца заготовки к матрице с определенным усилием.
Высокие детали малого диаметра получают за несколько операций вытяжки с постепенным уменьшением диаметра полуфабриката и увеличением его высоты (рисунок 49, в). При последующих переходах для предотвращения разрушения металла принимают коэффицент вытяжки равным 1,2–1,4.
Промежуточный отжиг для устранения наклепа позволяет увеличить коэффициент вытяжки до 1,4–1,6.
Опасность разрушения заготовок устраняют применением смазочных материалов
для уменьшения сил трения между поверхностями заготовок и инструмента.
Отбортовка – получение борта путем вдавливания центральной части заготовки с предварительно пробитым отверстием в матрицу (рисунок 49, г).
Формоизменение оценивают коэффициентом отбортовки
 <1,8, (73)
<1,8, (73)
где kо – коэффициент отбортовки; dб – диаметр борта, мм; d0 – диаметр отверстия в заготовке, мм.
Коэффициент отбортовки зависит от механических характеристик металла заготовки
и ее относительной толщины, т.е. от  . Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение у края отверстия.
. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение у края отверстия.
Отбортовку применяют для изготовления кольцевых деталей с фланцами и для образования уступов в деталях для нарезания резьбы, сварки, а также для увеличения жесткости конструкции при малой массе.
Выделяется отбортовка наружного контура – образование невысоких бортов по наружному криволинейному краю заготовки.
Обжим – уменьшение периметра поперечного сечения концевой части полой заготовки. Производится заталкиванием заготовки в сужающуюся полость матрицы (рисунок 48, д). Для большего формоизменения выполняют несколько последовательных операций обжима.
Раздача – увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
Рельефная формовка – местное деформирование заготовки с целью образования рельефа в результате уменьшения толщины заготовки (рисунок 48, е).
Формовкой получают конструкционные выступы и впадины, ребра жесткости, лабиринтные уплотнения.
Штампы для листовой штамповки делятся по технологическому признаку в зависимости от выполняемой операции: вырубные, гибочные, вытяжные и т.д. В зависимости от числа выполняемых операций различают одно- и многооперационные штампы. Многооперационные штампы бывают последовательного действия, в которых операции выполняются последовательно при перемещении заготовки по нескольким рабочим позициям штампа, и совмещенного действия, в которых операции выполняются на одной позиции, например, одновременно вырубка и пробивка, вырубка и вытяжка и т.д.








