Мценск,2017
Основные правила резания металла ножовкой (полосовой, листовой, прутковый материал; профильный прокат; трубы)
1. Перед началом работы необходимо проверить правильность установки и __________________.
2. ________ линии реза необходимо производить по всему периметру прутка (полосы, детали) с _________ на последующую обработку 1...2 мм.
3. __________ следует прочно закреплять в тисках.
4. Полосовой и угловой материал следует _________ по _________ части.
5. В том случае, если длина реза на детали превышает размер от полотна до рамки ______________ станка, __________ необходимо производить полотном, закрепленным перпендикулярно плоскости _____________ станка (ножовкой с повернутым полотном).
6. Листовой материал следует _________ непосредственно ________ в том случае, если его толщина больше расстояния между тремя зубьями ______________________. Более тонкий материал для разрезания надо _________в_______ между деревянными брусками и _________ вместе с ними.
7. Газовую или водопроводную трубу необходимо ___________, закрепляя ее в ________________________. Тонкостенные трубы при разрезании закреплять в_________, используя для этого профильные деревянные прокладки.
8. При разрезании необходимо соблюдать следующие требования:
• в начале _____________ ножовку наклонять от себя на ______________;
• при__________________________ удерживать в горизонтальном положении;
• в работе использовать не менее трех четвертей длины ____________________;
• рабочие движения производить плавно, без рывков, примерно 40...50 двойных ходов в минуту;
• в конце разрезания нажатиена _________ ослабить и поддерживать отрезанную часть ___________.
9.При проверке размера отрезанной части по чертежу отклонение реза от разметочной риски не должно превышать 1 мм в большую сторону.
Типичные дефекты при резании металла, причины их появления и способы
| Дефект
| Причина
| Способ предупреждения
|
| Перекос реза
| Слабо натянуто полотно. Резание проводилось поперек полосы или полки угольника
| ____________________________________________________________________________________________________________________________________________________________
|
| Выкрошивание зубьев полотна
| Неправильный подбор полотна. Дефект полотна - полотно перекалено
| ___________________________________________________________________________________________________________________________________________________________________________________________________
|
| Поломка полотна
| Сильное нажатие на ножовку. Слабое натяжение полотна. Полотно перетянуто. Неравномерное движение ножовкой при резании
| ___________________________________________________________________________________________________________________________________________________________________________________________________
|
| При резании листового материала ножницы мнут его
| Тупые ножницы. Ослаблен шарнир ножниц
| ___________________________________________________________________________________________________________________________________________________________________________________________________
|
| «Надрывы» при резании листового металла
| Несоблюдение правил резания
| ____________________________________________________________________________________________________________________________________________________________
|
| Отступление от линии разметки при резании электровибрапленными ножницами
| Несоблюдение правил резания
| ____________________________________________________________________________________________________________________________________________________________
|
| Ранение рук
| Работа производилась без рукавиц
| ____________________________________________________________________________________________________________________________________________________________
|
| Грубые задиры в местах закрепления трубы
| Нарушение правил закрепления труб
| ____________________________________________________________________________________________________________________________________________________________
|
| «Рваный» торец отрезанной трубы
| Несоблюдение правил резания труб
| ____________________________________________________________________________________________________________________________________________________________
|

____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________
____________________________________________________________________________
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________
____________________________________________________________________________
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_____________________________________________________________________________
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Практическая работа № 18по МДК 05.01:
«Слесарное дело и технические измерения»
по специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта»
Тема: «Опиливание металла»
Цель: ознакомление с основными правилами выполнения общеслесарной операции «Опиливание металла»
Мценск,2017
Правила ручного опиливания плоских, вогнутых и выпуклых поверхностей
1. Перед началом работы необходимо проверить соответствие конфигурации и размеров заготовки требованиям ___________.
2. Необходимо прочно закреплять заготовку в____________.
3. При выполнении чистовых отделочных операций опиливания необходимо пользоваться __________________________.
4. Следует выбирать номер, длину и сечение ___________ в соответствии с техническими требованиями к обработке.
При_________ плоских поверхностей, а также плоских, сопряженных под углами и плоских параллельных поверхностей необходимо соблюдать следующие правила:
1. Выбирать способ опиливания с учетом обрабатываемой поверхности:
• ___________ штрих - для узких поверхностей;
• ___________ штрих - для длинных поверхностей;
• ___________ штрих - для широких поверхностей;
• захват _________ «щепотью» - при __________________________, отделке под_____________ и под _________ длинных узких поверхностей;
• ребром ___________________ - при отделке ___________ угла сопряженных поверхностей.
2. ________ инструментом для контроля плоскостности поверхностей следует пользоваться по ходу _____________.
3. К чистовому___________плоской поверхности необходимо приступать только после того, как __________________ этой поверхности выполнено точно под ____________.
4. ______________ инструментом для контроля угла между сопрягаемыми поверхностями следует пользоваться только после _____________________ базовой поверхности.
5. Инструмент для контроля размера между параллельными поверхностями использовать только после _____________________ базовой поверхности.
6. При проверке плоскостности, углов и размеров соблюдать следующие правила:
• перед проверкой необходимо очищать обработанную поверхность _______-________ или _______, но ни в коем случае не ___________;
• для проверки заготовку после обработки следует освобождать из________;
• заготовку с __________ инструментом следует располагать между__________ и _______________;
• не следует наклонять проверочную (_________) ________ во время проведения контроля плоскостности по методу «световой щели»;
• не следует передвигать ___________ и ___________ инструменты по поверхности заготовки во избежание их преждевременного износа;
• измерения размеров следует производить только после того, как поверхность хорошо________ и проверена по _____________;
• __________ детали следует производить в ______ или _________ местах, с целью повышения точности измерений.
7. Окончательную обработку плоских узких поверхностей надо производить продольным штрихом.
При опиливании криволинейных поверхностей необходимо соблюдать следующие правила:
1. Правильно выбирать __________ для __________ криволинейных поверхностей:
• _________ и ____________ - для выпуклых;
• ____________- для вогнутых с большим (более 20 мм) радиусом кривизны;
• ____________ - для вогнутых с малым (до 20 мм) радиусом кривизны.
2. Соблюдать правильную координацию движений и балансировку ___________:
• 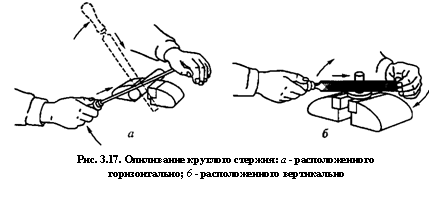 при__________ цилиндрического валика (стержня), закрепленного горизонтально: в начале рабочего хода - носок __________ опущен вниз, __________ поднята вверх; в середине рабочего хода -____________ расположен ______________; в конце рабочего хода - носок ___________ поднят вверх, __________ опущена вниз (рис. 3.17, а);
при__________ цилиндрического валика (стержня), закрепленного горизонтально: в начале рабочего хода - носок __________ опущен вниз, __________ поднята вверх; в середине рабочего хода -____________ расположен ______________; в конце рабочего хода - носок ___________ поднят вверх, __________ опущена вниз (рис. 3.17, а);
• при______________ цилиндрического валика (стержня), закрепленного вертикально: в начале рабочего хода - носок __________ направлен влево; в конце рабочего хода - носок _____________ направлен вперед (рис. 3.17, б);
• при ______________ вогнутой поверхности большого радиуса кривизны во время рабочего хода необходимо смещать _________ по поверхности вправо или влево, слегка поворачивая его;
• при______________ вогнутых поверхностей малого радиуса кривизны во время рабочего хода необходимо производить ___________ движение ____________;
• _________ обработку (отделку по шаблону) выпуклых и вогнутых поверхностей производить продольным штрихом, удерживая _____________ «____________».
3. Выпуклые поверхности плоских деталей необходимо вначале _________ на ___________ с припуском 0,5 мм, а затем __________по_________ и __________.
__________ обработку следует производить только после предварительного (______________) ______________ поверхности по ______________.
Типичные дефекты при опиливании металла, причины их появления н способы предупреждения
| Дефект
| Причина
| Способ предупреждения
|
| «Завалы»в задней частиплоскостидетали
| Тиски установлены слишком высоко
| ___________________________________________________________________________________________________________________________________________________
|
| «Завалы» в передней части плоскости детали
| Тиски установлены слишком низко
| ___________________________________________________________________________________________________________________________________________________
|
| «Завалы» опиленной широкой плоскости детали
| Опиливание выполнялось только в одном направлении
| ____________________________________________________________________________________________________________________________________________________________________________________________________
|
| Не удается опилить сопряженные плоские поверхности под угольник
| Не соблюдались правила опиливания сопряженных плоских поверхностей
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Угольник неплотно прилегает к плоским поверхностям, сопряженным под внутренним углом
| Некачественно отделан угол в сопряжении
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Не удается опилить плоские поверхности параллельно друг другу
| Не соблюдаются правила опиливания плоских поверхностей
| ____________________________________________________________________________________________________________________________________________________________________________________________________
|
| Грубая окончательная отделка опиленной поверхности
| Отделка производилась «драчевым» напильником. Применялись неправильные приемы отделки поверхности
| ____________________________________________________________________________________________________________________________________________________________________________________________________
|
| Опиленный круглый стержень не цилиндричен (овальность, конусность, огранка)
| Нерациональная последовательность опиливания и контроля
| _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Опиленная криволинейная поверхность плоской детали не соответствует профилю контрольного шаблона
| Не соблюдаются правила опиливания криволинейных поверхностей плоских деталей
| _______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|
| Опиленный сопряженный контур детали не соответствует профилю контрольного шаблона
| Неправильная последовательность обработки
| ______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
|

______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________
____________________________________________________________________________
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________
____________________________________________________________________________
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________
_БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
РАССМОТРЕНО УТВЕРЖДАЮ
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Практическая работа № 10по МДК 05.01:
«Слесарное дело и технические измерения»
по специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта»
Тема: «Обработка отверстий»








