Операции,связанныес разборкойидефектовкойузлов,агре- гатовимеханизмовавтомобиля,являютсясвойством ремонтных работ,в частности- ТР.Этоопределяетосновноесвойстводан- нойгруппыработ- разборку агрегатовиузловавтомобиляпро- изводяттольковнеизбежныхслучаях.Приэтомразборкувыпол- няюттакимобразом,чтобыприсборке можнобыловосстановить взаимноеположениесопряженныхдеталей.
Приразборкеисборкеагрегатовособоевниманиенеобходимо
уделитьпоследовательностивыполнениятехнологическихопера- ций,чтов дальнейшемобеспечитвысокоекачество разборочно- сборочныхработ.
Передразборкойагрегат очищаютотгрязи,промываютобез- жиривающимрастворомиобдуваютсжатымвоздухом.Агрегатыи узлыразбираютна специальныхстендахиливерстаках.Деталипри разборкеукладываютвспециальныемногоячеистыеящикиспред- варительнойихпометкой,чтобыприсборкегодныедеталибыли установленынасвоипрежниеместа.Сопряженныедеталипоме- чают,авынугыеболты,шайбы,гайкиустанавливают обратнов отверстиядеталейдляоблегчениясборки.
Наружнаямойкаагрегатовпроизводитсявспециальнойкаме- реилиручнымспособомспомощьюструиводывысокогодавле- ния,подаваемойотнасосамоечноймашинычерез шлангкпис- толету.Кроместруйногометода подачижидкостинаремонтных заводахприменяютустановкидлямойки,работающие наприн- ципепогружениявваннысмоющимирастворами.Врастворвклю- чаютразличныесинтетическиеповерхностно-активныевещества

 а
а 
Рис.12. L.Приспособления дляудалениянагараизголовкицилиндров
(а),изнаправляющих втулокклапанов (б),изканавки поршней (в)
типаДС-РАС,ОП-7,сульфанол,комплексныемоющиесредства
МЛ-51,МЛ-52,тракторин,деталин,триалонидр.
Мойкудеталейпослеразборкивыполняютхолоднымигорячим способами.Холодныйспособмойкидеталейпроизводитсяспомо- щьюрастворителей(керосина),пригорячемиспользуютщелоч-
ныерастворы,напримердлячугунныхдеталей- 3...3,5%-ный растворкаустическойсоды,нагретыйдо90°С.
Удалениенагарасдеталейможновыполнять механическим
илихимическимспособом.Примеханическомспособеприменя-
ютскребки, различныещеткииприспособления (рис. 12.1),а
такжепневматическуюочисткусжатымвоздухомподдавлением
400...500кПасприменениемкрошкиизфруктовыхкосточекили
' металлическогопеска.Прихимическомспособеприменяютвод-
ныерастворы,составыкоторыхприведенывтабл.12.1.
· Детали,покрытыенагаром,погружаютсявподогретыйдо100°С
растворна40...60мин,послечегонагарлегкоудаляетсяжесткой
волосянойщеткойилискребком.После очисткидеталипромыва- ютвгорячейводеисушат,обдуваясжатымвоздухом.
Растворыдляудалениянагарасдеталей
Табл ица 12.1

|
Материал деталей
| Составводногораствора,r/л
|
|
Каустиче-
екаясода
|
Капьцини- рованная сода
|
Жидкое стекло
|
Хозяйствен- ноемыло
|
Хромпик
|
|
Черныеметаллы Алюминиевые сплавы
|
-
|
|
1,5
|
| -
|
Пароводоструйная очистка деталей иагрегатов заключается в том, чтонаочищаемую поверхность подается пароводяная струя поддавлением 2МПа ипри температуре 90... 100°С.Эффектив- ностьпароводоструйной очисткидеталейзависитотэнергииструи, температур иактивности моющих средств. Испытания показали, чтоприменение моющих средствтипа«Аэрол»в2разасокращает времяочисткидеталейив1,5-2 разаснижаетее стоимость.Струй- наяочистка кварцевым песком обеспечивает эффективное удале- ниесдеталей ржавчины, старой краски, окалины. Обработка вы- полняется безприменения сжатоговоздухаструейпескавысокой скорости (неменее 125м/с). Применение мокрогопескаисключа- етпылеобразование. Дляструйнойобработкидеталеймокрымпес- комприменяют агрегаты BL210,BL210РАфирмы «Свенска Вал- волин ОйлАБ>>(США).
Очистка отнакипи чугунныхдеталей производится промыва- нием деталей 8...10%-ным раствором соляной кислоты,нагре- тымдо70°С.Для предохранения деталей откоррозии враствор добавляют уротропин (3...4гна1 л).Продолжительность обработ- ки - 60...70мин. Затем двигатель необходимо промыть чистой водойсдобавлением хромпика. Внугренние поверхности газопро- водов двигателей очищают металлическим скребком илиершом, азатемпромывают керосином ипродувают сжатым воздухом.
Очищенные иобезжиренные детали сортируют нагодные без восстановления, подлежащие ремонту инегодные. Контроль осу-
ществляется каквизуально, спроверкой геометрических размеров мерительным инструментом, такисиспользованием дефектоско- повдляобнаружения скрытыхдефектов трещины, раковины ит.д.
Дефектоскопия использует для обнаружения скрытых дефек-
тов: магнитный методдля металлических деталей, капиллярный метод, основанный на проникаемости специальных растворов, методыгидравлического илипневматического опрессования, уль- тразвуковой метод, основанный на свойстве ультразвука прохо- дитьчерезметаллические изделияиотражаться отграницы разде- ладвухсред, втомчисле иотдефекта.
Сборка является завершающим этапом ремонта агрегатов ав- томобиля. Отеекачества зависят надежность идолговечность ра- ботыагрегатовисистем.Вавторемонтном производстве присбор- кеиспользуют детали сизмененными размерами или сдопусти- мыми износами, поэтому процессу сборки предшествуют комп- лектовочные работы, прикоторыхвместовыбракованных деталей используют новые илиотремонтированные изоборотного фонда. При сборке рабочую поверхность детали необходимо предохра- нить отпопадания абразивных частиц, образования задиров, за- усенцев ит.д. При комплектовании деталей иногда выполняют припиловку,шабрение,притирку,полировку, развертывание, прогонку резьбы.
Процесс сборки непосредственно состоит изпоследовательно выполняемых работпо подсборкетиповыхсоединений, цилиндри- ческих иконических шестерен, конусных, шпоночных, шлице- выхсоединений, шариковых ироликовых подшипников идр.Пе- редсборкой деталинеобходимо промыть вспециальном растворе: стальные ичугунные - на 100лводы0,3кгнитрита и1 кгкаль- цинированной соды;алюминиевые - на 100лводы0,25кгкаль- цинированной соды,0,2кгхромпика, 0,3кгжидкого стекла.Пос- ле мойки детали перед сборкой обдувают сухим сжатым возду- хом,трущиеся поверхности смазывают тонким слоем масла.
Резиновойлочные сальники перед установкой выдерживают
30минвжидком масле,имеющем температуру 18...20°С.Дляпре-
дохранения рабочих кромок сальников отповреждения при ус- тановке деталей вузел, гдестоит сальник, применяют оправки.
Присборкецилиндрических шестерензазормежду зубьями шестерен проверяют спомощью щупа, прокатыванием свинцо- вой пластинки или индикатором. Зазор измеряют втрехместах
венцашестерни (подуглом120°).Наосновании результатовизме- рения определяют средний зазор. Болееточные значения боково- гозазорамеждузубьями шестерен получаются припрокатывании свинцовой пластинки.Послепрокатки замеряютеетолщинумик- рометром и по результатам измерения устанавливают величину зазора междузубьями шестерен.
Боковой зазор между зубьями можно определить индикато- ром(рис. 12.2).Мерительный наконечник индикатора устанавли- ваютназубепервой шестерни, которая находится взацеплении
ссопряженной шестерней.Поворачивая первую шестерню (вто-
. раязастопорена), выбирают зазор междузубьями иодновремен-
 носледят заотклонением стрелки индикатора. Разность показа- ния индикатора составит величину зазора междузубьями сопря- женных шестерен. Принеравно-
носледят заотклонением стрелки индикатора. Разность показа- ния индикатора составит величину зазора междузубьями сопря- женных шестерен. Принеравно-
мерном зазоре следует устано-
вить, какая из шестерен имеет дефект.Дляэтогосначаланаходят наименьший зазор между зубь- ями шестерен, азатем их разъ- единяют. Одну из шестерен по- ворачивают на 180°и снова со- единяют. Еслипослеэтогохарак- тер зацепления не изменился, значит, дефект имеет ташестер- ня, которая оставалась непо- движной. Еслидоповорота шес- терни зазор междузубьями имел минимальную величину, апосле поворота сталмаксимальным,то
з
Рис.12.2.Измерениеиндикатором зазорамеждузубьямицилиндри- ческихшестерен:
J- стойка; 2 индикатор; З
шестерни
дефект имеет шестерня, которая была повернута, и ее следует заменить.
Биение торцовой поверхности зуба можно выявить и прове-
ритьтакжеиндикатором. Этапогрешность появляется в результате перекоса осивтулкишестерни илиприперекосе оси, накоторой установлена шестерня.При первомдефекте шестерня бракуется,
 · авторойдефект удаетсяустранить иисправить присборке.
· авторойдефект удаетсяустранить иисправить присборке.
Зацепление конических шестеренпроверяют такжеспомощью краски - попятнуконтакта наведомойшестерне (рис. 12.3).Для этого зубьяведущей шестерни покрывают тонким слоем краски.
 Притормаживая ведомуюшестерню, вращаютвобестороны веду- щуюдополучениячетковидимыхотпечатков.Зацепление установ- лено правильно, еслипятно контакта незахватываегконцов зубь- евирасполагается,какпоказанонарис.12.3, а. Еслипятноконтак- та расположено,как нарис. 12.3, 6, то необходимо придвинуть ведомую шестерню к ведущей.Прималом боковом зазоре между зубьями следуетотвести ведущуюшестерню. Прирасположении пятна контакта, как показанона рис. 12.3, в, необходимо ведо- муюшестерню отвести отведущей. Если при этом зазор между зубьями получится слишком большой, надопридвинуть ведущую шестерню.Еслипятноконтактанаходитсяувершинголовокзубьев (рис. 12.3, г), товедущуюшестерню следуетпридвинуть кведомой. Прималомбоковомзазоренеобходимоотвестиведомуюшестерню. Положение пятна контакта внизуножки зубьев(рис.12.3, д) ука- зывает нато,чтоведущуюшестерню следуетотвести отведомой.
Притормаживая ведомуюшестерню, вращаютвобестороны веду- щуюдополучениячетковидимыхотпечатков.Зацепление установ- лено правильно, еслипятно контакта незахватываегконцов зубь- евирасполагается,какпоказанонарис.12.3, а. Еслипятноконтак- та расположено,как нарис. 12.3, 6, то необходимо придвинуть ведомую шестерню к ведущей.Прималом боковом зазоре между зубьями следуетотвести ведущуюшестерню. Прирасположении пятна контакта, как показанона рис. 12.3, в, необходимо ведо- муюшестерню отвести отведущей. Если при этом зазор между зубьями получится слишком большой, надопридвинуть ведущую шестерню.Еслипятноконтактанаходитсяувершинголовокзубьев (рис. 12.3, г), товедущуюшестерню следуетпридвинуть кведомой. Прималомбоковомзазоренеобходимоотвестиведомуюшестерню. Положение пятна контакта внизуножки зубьев(рис.12.3, д) ука- зывает нато,чтоведущуюшестерню следуетотвести отведомой.

 Рис.12.3. Схемарегулировки зацепления конических шестерен главной передачиавтомобиля:
Рис.12.3. Схемарегулировки зацепления конических шестерен главной передачиавтомобиля:

а правильное расположение;
б придвинутьведомуюшестерню;
в от- вестиведомуюшестерню;
г придви- нутьведущуюшестерню;
д- отвести
ведущуюшестерню~---
а б


~
 1
1
'
 ---~
---~
в г д
Еслибоковой зазормеждузубьямислишком велик, надопридви- нутьведомуюшестерню. Присборке конических соединений об- ращаютвнимание наплотность посадки иобеспечение необходи- могонатяга. Сборкуначинают сподбора конических поверхнос- тейнавсейдлинесоединения.Проверку ведутпокраске,атакже поглубине посадки внутреннего конуса навалу.
Выполняя сборку шпоночных соединений спомощью приз- матических исегментных шпонок,следуетуделятьособоевнима- ние подгонке шпонок по пазам и зазору по наружной стороне шпонки.Обычно шпонку устанавливают впаз вала плотно или даже снатягом, авпазу охватывающей детали посадку делают болеесвободной. Люфтшпонок вканавках валовнедопускается, т.е.охватывающая детальнедолжна «сидеть»нашпонке, еенеоб- ходимоцентрировать поцилиндрической иликонической поверх- ностивала.Приэтоммеждуверхнейплоскостью шпонки ивпади- ной пазаохватывающей детали должен бытьдостаточный зазор. Присборкешпонок небольшихразмеровприменяют молоткиили оправкиизцветногометалла. Целесообразнеезапрессовыватьшпон- киподпрессом илиспециальными струбцинами.
Наиболеераспространенным видом шлицевого соединения деталей автомобиля является такое, укоторого центрирование осуществляется понаружномудиаметру выступов вала.Валшли-
фуетсяпонаружномудиаметру шлицов, аотверстие протягивает- ся.Шлицевое соединение деталей можетбытьподвижным ине- подвижным. Независимо отвидашлицевого соединения сборку следуетначинать сосмотра состояния шлицов обеихдеталей. Не допускаются забоины, задиры или заусенцы. Особое внимание следуетуделять осмотру внешних фасок изакруглений внутрен- нихугловшлицов.
Приустановке подшипников ихпромывают в6%-ном раство-
ремаславбензине, затемнагревают вмасляной ваннедо 100°С, послечегонапрессовывают навалспомощью приспособлений и оправок. Однокольцо подшипника соединяют неподвижно сде- талью, адругоедолжно получить болееслабуюпосадку, позволя- ющуюпроворачиватьегоотрукивненагруженномсостоянии.Если
вращается вал,товнутреннее кольцо подшипника соединяют не- подвижно свалом, инаоборот, если вращается корпус (втулка), тонаружноекольцоподшипника устанавливаетсянеподвижно. При запрессовке колец усилие недолжно передаваться черезшарики илиролики,нодолжно совпадатьсосьюподшипника воизбежа- ниеперекоса колец.
При сборке особое внимание надо уделятьконическим роли-
ковым подшипникам. Ролики нельзя зажимать, онидолжны сво- бодновращаться ивтожевремяиметьминимально необходимый зазор. Установленная величиназазорадолжна.бытьвыдержанапри регулировке.
Глав а 13
ОПРЕДЕЛЕНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДВИГАТЕЛЯИ ЕГО СИСТЕМ
Двигатель- наиболеесложныйиважныйагрегат, отсостоя- ниякоторогозависятмногиетехническиеиэкономическиепока- зателиработыавтомобиля.Приэксплуатациидвигателейвстреча- ются различныевидынеисправностей.Ксамымраспространен- нымнеисправностямотносятсяпадение мощности,повышенный расходтопливаимасла,появлениестуковивибраций.
Еслидвигательне развиваетполной мощности, этосвиде- тельствуетонедостаточнойкомпрессиивцилиндрах,поврежде-
нии приборовсистемыпитания илизажигания, перегревеили переохлаждениидвигателя.Устраняютсявыявленныенеисправно- стизаменойилирегулировкойизношенныхдеталей цилиндро- поршневойгруппы(ЦПГ),притиркойи регулировкой клапанов, заменойотдельныхузлов(деталей)системыпитания изажига- ния,регулировкойнатяженияремней,заменойтермостата ире- монтомрадиатора.
Повышенныйрасходтопливапроисходитприизносепоршне-
выхколец, поршней ицилиндров, нарушении регулировки и поврежденииприборов системы питанияизажигания,наличии смолистыхотложенийвсистемепитанияинагаранадеталяхдви- гателя,нарушениирегулировкизазоровв газораспределительном
механизме(ГРМ)ит.д.
Стукивдвигателепрослушиваютсявслучаеизносакоренных
ишатунныхподшипников,поршневыхпальцевивтулок,увели-
чениязазоровмеждуклапанамиитолкателями,поломкипружин
клапанов,придетонационныхстуках.Двигательнепускаетсяпри повреждениилибонарушениирегулировоквсистемепитанияили
зажигания.
Изтабл. 13.1 видно,чтоизобщегочислаотказовдвигателя
большаячастьприходитсянасистемызажиганияиэлектрообору-
дования, системупитания, ЦПГ, кривошипно-шатунный меха-
низм(КШМ), ГРМ.
Оценкатехническогосостояниядвигателяпроизводитсяди-
агностированием работоспособности егомеханизмов,системи
узлов.Порядок иполнотапроведениядиагностирования могут
определяться потребностью ввыполнении ремонтныхработи
работТО.
Приопределениитехническогосостояниядвигателейсовре-
менныхавтомобилейпредусмотреныработыпоосновнымфунк-
циональнымгруппам:КШМ;ГРМ;системам(охлаждения,смаз- ки, питания бензиновых идизельныхдвигателей, зажигания);
электрооборудованию(аккумуляторнаябатарея,генератор,стар-
Таблица 13.l
Распределение отказов подвигателю, возникающих вэксплуатации
|
Системыимеханизмы
|
Распределениенеисправностей,%
|
|
Цилиндропоршневая группа Кривошипно-шатунный механизм Газораспределительный механизм Система зажигания исистемы электрооборудования
Система питания Система охлаждения Система смазки
|
|
тер); элементам бортовых компьютерных систем, обеспечиваю- щихработумеханизмов, систем иузловдвигателя.
Полнаяоценка техническогосостоянияавтомобилявключает диагностирование ипоследующие ТО(ТР):агрегатовимеханиз- мов трансмиссии (сцепления, коробки передач, привода перед- нихколес, карданной передачи, заднего ведущего моста); ходо- войчасти иавтомобильных шин; механизмов управления; кузо- вов,кабин иплатформ; элементов бортовыхкомпьютерных сис- тем, обеспечивающих работумеханизмов, систем иузловдвига- теля.
Отдельным направлением для парка современных автомоби-
лейможетсчитатьсяоценка работоспособности, ТОиТРавтомо- билей, работающих нагазомоторном топливе.
Глава 14
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
И ТЕКУЩИЙ РЕМОНТ КРИВОШИПНО-ШАТУННОГО И ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМОВ
Техническое состояние кривошипно-шатунных игазораспре- делительных механизмов можно определить пошумамистукамс помощью стетоскопов (рис. 14.1,а). Похарактерустукаишумаи
-. местуеговозникновения находятнеисправности двигателя.Зоны
· прослушивания работыдвигателя располагаются наеговнешних поверхностях (рис. 14.1, 6).Основные указания пометодике про-
слушивания работыдвигателя спомощью стетоскопа приведены втабл.14.1.
При углубленном диагностировании технического состояния
· двигателя,и вчастности кривошипно-шатунного игазораспре-
делительного механизмов, определяют расход газов, прорываю-






















 2 з 4
2 з 4

а б
Рис. 14.1.Электронный стетоскоп (а)изоныпрослушивания шумов вдвигателе(б):
1 наушник; 2 элементпитания; З транзисторусилителя; 4 слуховой стержень; 5- крышкараспределительныхзвездочек; 6, 7- нижняяиверхняя частиблокацилиндров; 8- головкаблокацилиндров; 9- клапанная крышка
щихсяв картер двигателя,давлениев концетактасжатия,утечку сжатоговоздухачерез неплотностикамерысгорания, зазорыв сопряженияхпоршень-поршневой палец= верхняяголовкаша- туна- вкладышшатунногоподшипника-шатуннаяшейкаколен- чатоговала.Дляэтого применяетсяследующееоборудование.
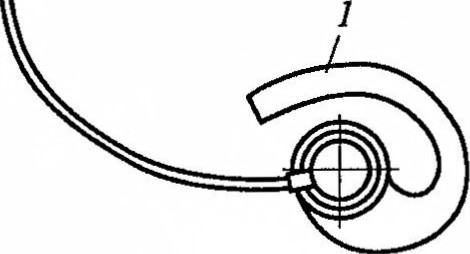
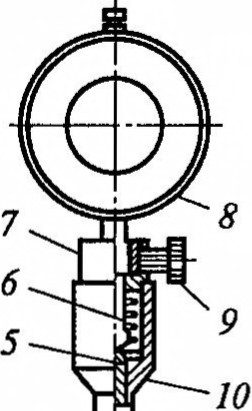
Например,расходомерКИ-4887-l(рис.14.2)предназначендля
измеренияобъемов газов,которыепрорываютсявкартер двига- теля. Действиеприбораоснованоназависимостиколичествага- зов,проходящихчерезприбор,отплощадипроходногосечения
призаданномперепадедавлений.Проверкутехническогосостоя- нияцилиндропоршневойгруппыприборомКИ-4887-1 проводят врежимеизмерениярасходатопливаимощностинаведущихко- лесахнастендедляпроверкитягово-экономическихпоказателей. Измеренияпроводятвследующемпорядке:отсоединяюттрубку системывентиляциикартера изакрываютколпачкамиилипроб- камиотверстияклапаннойкрышкимаслоизмерительногостерж- нятак,чтобыкартерныегазымогливыходитьтолькочерезмас- лозаливнуюгорловину;подсоединяютотсасывающийшлангпри- бораКИ-4887-1квакуум-насосуиливыпускномутрактудвигате-.
· ля;пускаютдвигательисоздаютрежимработы,соответствующий
полнойнагрузке.
Открываютполностьюдросселирующееотверстиеповоротом
лимба 5 идроссель 9 выпускногопатрубкаповоротомзаслонки прибора.Затемопределяютрасходкартерныхгазов.Дляэтоговстав-
ляютконусный наконечник впуск- ноготрубопроводаприборавотвер- стиемаслозаливной горловины и измеряютрасходкартерныхгазовс отсосом.Приэтом,удерживаяпри- борввертикальномположении,по- воротомлимба 5 устанавливаютуро- веньжидкости влевом 1 и пра- вом З каналах наоднойлинии.За- тем,вращаярукойлимб5инаблю- даязауровнемжидкостивсреднем 2 иправом З каналах,перекрывают дросселирующееотверстиедоуста- новленияперепададавлений,рав- ного 15 ммводяногостолба.По- сколькуприэтомвозможноизме- нениеуровнявсреднемилевомка- налах,поворотомлимба 5 устанав- ливаютуровнивканалах наодной линии.Поделениям,нанесенным наджидкостнымистолбикамипри-
 з
з
Рис.14.2.ПриборКИ-4887-1 дляопределения техническо- госостояния цилиндропорш- невойгруппыдвигателей:
13 каналы; 4 корпус;5- лимбдросселя; 6, 8- шлангивы- равнивателядавленийиотсасыва- ющий;7- впускнойтрубопровод;
9 дроссель; 10 кронштейн; /]-
пробка
бора,строгоследятзатем,чтобывмоментизмеренияуровень
жидкостивсреднемстолбике былна15ммвышеуровняжидко- стивправомстолбике,ауровнижидкостивлевомиправомстол- бикахбылиодинаковыми.Пошкалелимба 5 определяютрасход
картерныхгазов.
Расходомеромможнотакжеориентировочноопределитьтех-
ническоесостояниекаждогоцилиндрадвигателя,отключаяпо-
следовательноцилиндры(отсоединяяпроводвысокогонапряже- нияотсвечипроверяемогоцилиндра),атакжеопределитьработу системывентиляциикартера,сопоставляярезультатызамеровпри
еевключениииотключении.
Дляпроверкикомпрессиидвигателя(давлениявконцетакта
сжатия)используетсякомпрессометр.Проверкапроизводитсяна прогретомдвигателеприполностьюоткрытойдроссельнойза-
слонке(аккумуляторнаябатарея должнабытьзаряженаполнос- тью).Дляпроверкинеобходимовставитьрезиновыйконуснако- нечникакомпрессометравотверстиедлясвечиипроворачивать коленчатыйвалстартеромдомаксимальногопоказаниястрелки
... прибора.Давлениевкаждомцилиндрепритактесжатиянедолж- нобытьнижеуказанноговтабл.14.2ивразныхцилиндрахне
должноотличатьсяболеечемна100кПа.
Есликомпрессияниженормы,рекомендуетсязалитьвцилиндр
.. 25см3 моторногомаслаиповторитьпроверку.Увеличениекомп- рессии свидетельствуетонеисправностях цилиндропоршневой
группы.Есликомпрессиянеизменится,топричинойможетбыть
Таблица 14.2
Давлениевконцетакта сжатия вцилиндрахдвигателя
|
Двигатель
|
Давление,МПа
|
|
МеМЗ-968, -969
МеМЗ-245
ВАЗ-2101, -2103,-21011, -2106
ВАЗ-2108
УЗАМ-331.10
ЗМЗ-24
УАЗ-451, -451М
|
0,62...0,65
1,2
1,2
1,0
0,9
1,0
0,70...0,75
|
неплотноеприлеганиеклапановилиповреждениепрокладкиго- ловкиблокацилиндров.
Дляопределениязазороввсопряженияхкри-
вошипно- шатунного механизма применяется приборКИ-11140(рис. 14.3), штуцер которого устанавливаютвместосвечизажигания. Прибор подключаютккомпрессорно-вакуумнойустанов-
ке.Попеременносоздаваявцилиндредавление иразряжение,перемещают скачкообразнопор- шень(дляподнятияпоршня,пальца,шатуна и выдавливаниясмазкииззазоровкаждогосопря- жениятребуютсяразличныеусилия).Приэтом выбираютпоследовательнозазорывкривошип- но-шатунноммеханизме,которыерегистриру- ютсяпоиндикаторуприбора.
Дляопределениягерметичностисопряжений цилиндропоршневойгруппыиклапановисполь- зуетсяприборК-69Милипневмотестер К-272 (рис.14.4),принципкоторогооснованнаизме-
3 ренииутечкивоздуха,вводимоговцилиндрче- резотверстиедлясвечизажигания.
Пневмотестерсостоитизблокапитания 2, указателя 4 ибыстросъемныхмуфт 1 и 5, соеди- ненныхмеждусобойгибкимивоздухопроводами
2 3. Блокпитанияпредставляетсобойредуктордав-
лениясфильтромтонкойочистки.Указатель 4
объединяетвсебедроссельиманометр.
Рис.14.3.СхемаустройстваприбораКИ-11140:
1 1 трубка; 2 фланец; 3 винт; 4 гайка; 5 седло; 6
пружина;7- специальнаягайка; 8 индикатор; 9 втул- ка; 10- оправка; 11- уплотнение; 12- основание; 13- наконечник; 14 струна

 92
92

Рис.14.4.ПневмотестерК-272:
1, 5- муфты; 2- блокпитания; З- воздухопровод; 4- указатель(показы- вающий прибор)
Спомощьюмуфты 1 пневмотестер подсоединяетсяквоздуш- ноймагистрали;спомощьюбыстросъемноймуфтычерезспеци- альнопредусмотренный составной штуцер(входитвкомплект пневмотестера)- кпроверяемомуцилиндру.Оценкатехническо- госостояния (герметичность)цилиндрапроизводитсяповели- чинепадениядавлениянадросселеуказателя 4; величинападе- ниядавлениянадросселепропорциональнарасходувоздухачерез диагностируемыйцилиндр.
При техническомобслуживаниикривошипно-шатунногомеха-
низмадвигателянеобходимоподтягиватьгайкишпилекилиболты
· головкиблокацилиндроввустановленной последовательности
(рис.14.5)смоментомокончательнойзатяжкисогласнотабл.14.3,
а такжевинтыилиболтыкрепленияподдонакартераикорпуса подшипников распределительноговала.НаавтомобиляхВАЗ-2108,
--2109этаоперациянетребуется,таккакмеждублокомиголов-
койустановленыбезусадочныепрокладки иприменены специ- альныеболты, нетребующиеподтяжки впроцессе эксплуата-
ции.
Послепроверкииподтяжкиболтов (гаек)крепленияголовок блокацилиндров,подшипниковраспределительноговалаиосей
коромыселследуетпроверитьиотрегулироватьтепловойзазорв газораспределительноммеханизме,т. е.зазормеждутолкающим элементомистержнемклапана(рис. 14.6...14.8).Этуоперацию выполняютнахолодномдвигателесиспользованием плоского щупа.
Регулировкуначинаютсустановкипоршня,какправило,пер-
вого цилиндравВМТнатактесжатияприсовпаденииимеющих-
сяметок.Тактсжатиялегкоопределяется,когдаизотверстия при вывернутойсвечезажиганияипроворачиваниивручнуюколен-
·чатоговалаповышающимсядавлениембудет выталкиватьсябу-
в
 о
о
о
@) @
8 6
 е
е
д
г
 8 6 2 5 10
8 6 2 5 10
о8 о о2
о 1о0
Пе~
9 7
о о
7 3 1 4 9
ж е
~ ® ф ® ®
®Ф <D Ф (j)
з
®ФФ®@
еео ое
и


Рис. 14.5.Порядок затяжки гаек(болтов)крепления головокцилиндров двигателей:
а МеМЗ-968,-969; 6-:- ВАЗ-1111; в МеМЗ-245; г ВАЗ-2101,-2103,-2106;
д ВАЗ-2105; е- ВАЗ-2108; ж- УЗАМ-331.10;з-ЗМЗ-24,УАЗ-451;и-ЗМЗ-4022.10
мажнаяпробкаилилюбойпыж,закрывающийотверстие. После- довательностьисхемырегулировки клапановпоцилиндрамраз- личныхмоделейдвигателейприведенывПриложении5.
Послевыполненияоперацийпорегулировкетепловыхзазоров клапановцелесообразно,проворачиваяколенчатыйвал,провес- тиконтрольнуюпроверкусоответствиязазоровтребуемой вели- чине.
Вдвигателяхсрасположениемраспределительноговалавго-
ловкеблокацилиндровнеобходимоотрегулироватьнатяжениецепи илизубчатогоремня.
Таблица 14.3
| Моментзатяжки болтов
| крепления
| головки
| цилиндровдвигателей,
| И·м
|
|
Двигатель
|
|
|
Моментзатяжки
|
|
|
МеМЗ-968, МеМЗ-245:
|
|
|
|
|
| предварительно
|
|
| 35...40
|
|
| окончательно
|
|
| 83... 86
|
|
| ВАЗ-2101, -2103, -2106,
| -21011:
|
|
|
|
| болты1...1О предварительно
|
| 34...42
|
| окончательно
|
| 98...121
|
| болт11
|
| 32...40
|
ВАЗ-2105, ВАЗ-21088:
1-йэтап20
2-йэтап 69,4...85,7
3-йэтапДовернутьдо90°
4-йэтап Тоже
УЗАМ-33.1.10 90... 100
ЗМЗ-24 71,6...76,5
Приэксплуатациииз-заизносашарнирныхсоединенийзвень- евцепигазораспределительногомеханизмаидругихдеталейпри- водапроисходитудлинение цепи, чтовызываетеевибрацию и значительныйшум.Дляустраненияэтоговприводепредусмотре- носпециальноенатяжноеустройство.
Для регулировки натяжения цепи ослабляют фиксирующую
колпачковую гайку 7натяжителя (рис. 14.9, а)длядвигателей
.ВАЗилистопорныйвинт 17 (рис.14.9,б)длядвигателейУЗАМ, затемпроворачиваютколенчатыйвална2- 3оборота(правиль- ноенатяжениецепиустанавливаетсяавтоматически).Послеэтого
колпачковуюгайку7натяжителяилистопорныйвинт 17 затяги- вают примедленномповоротеколенчатоговала дляобеспечения
подтягатянущейветви.
· Прииспользовании зубчатогоремнявприводемеханизмага-
зораспределениядвигателяВАЗ-2108 (рис.14.10)дляегорегули-
. ровкинеобходимоснятьзащитнуюкрышку 7, ослабитьнижние болтыкронштейна для крепления ирегулирования положения
роликанатяжного устройства 5 иповернутьколенчатыйвална
2- 3 оборотавсторонузатягивания храповика. Послетогокак регулировочнаяпружинакронштейнаавтоматическиустановитна-
тяжениеремня 9, затянутьболты.НадвигателеВАЗ-2108натяже-
ниезубчатогоремнясчитаетсянормальным,есливсреднейчасти
· ветвимеждушкивамиременьзакручиваетсяна90°усилиемпаль-
цев(15...20Н).Еслиусилиениженормы,надоослабитьгайку 10
.креплениянатяжногоролика 5, повернутьегоосьзашестигран-
а б
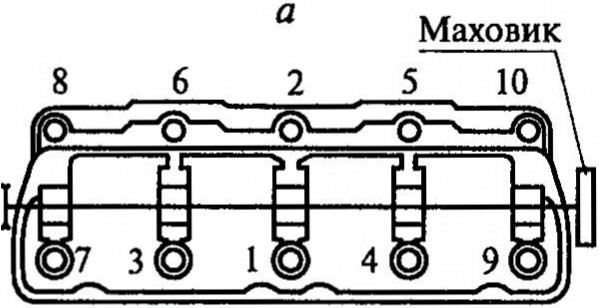
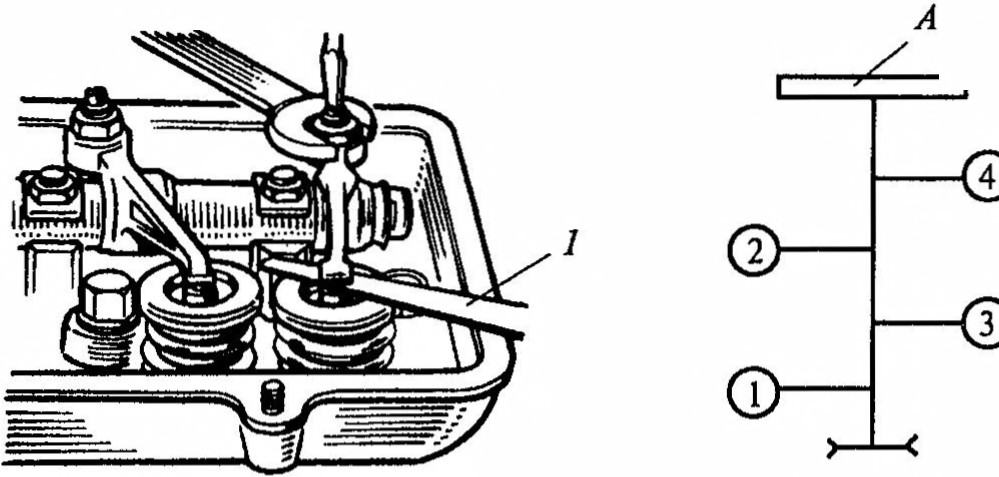
Рис. 14.6.Регулировказазороввраспределительноммеханизмедвигате- ля МеМЗ-968М:
а процессрегулировки; б нумерацияцилиндров; 1 щуп; А маховик
а
2
 3;~2
3;~2
Рис.14.7.Регулировказазорав распределительном механизме двигателя·ВАЗ-2108, -2109:
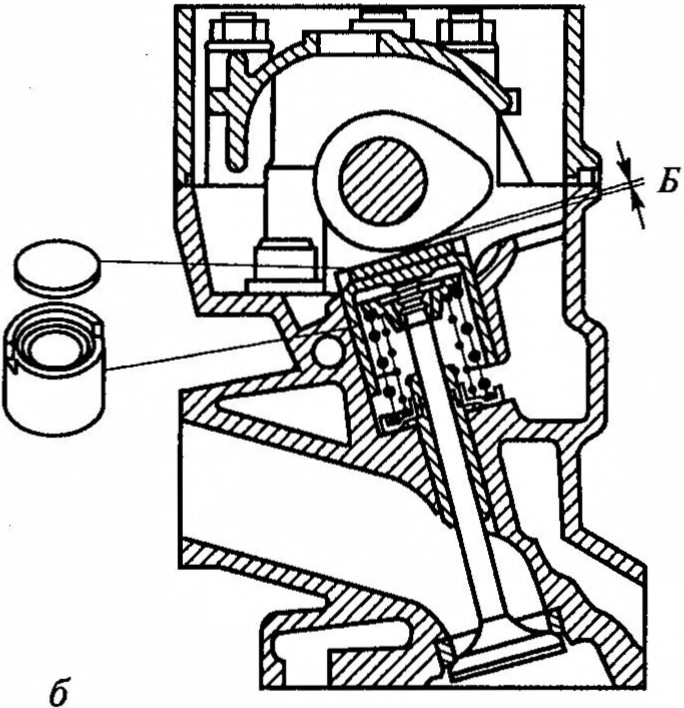 а установкаоправки; б контроль зазора; 1- оправка; 2- фиксатор; 3- регулировочнаяшайба; Б- зазор
а установкаоправки; б контроль зазора; 1- оправка; 2- фиксатор; 3- регулировочнаяшайба; Б- зазор

Рис.14.8.Регулировказазоравраспределительном механизмедвигателя
ВАЗ-2101,-2103, -21.05, -2106:
1 щуп; 2 регулировочныйболт; З контргайка; А зазор

'
Рис.14.9.ПриводгазораспределительногомеханизмадвигателейВАЗ
(а)иУЗАМ(6):
1 звездочкагазораспределительноговала; 2 цепь; З ускорительцепи; 4 звездочкамасляногонасоса; 5 звездочкаколенчатоговала; 6- натяжитель;7- колпачковая гайка; 8- сухарик; 9- шток; 10- натяжная пружина; 11- плунжер; 12 натяжнаязвездочка; 13 двухплечныйрычаг; 14 корпус; 15 пробка; 16 регулировочныйвинт; 17 стопорныйвинт
4Власов97
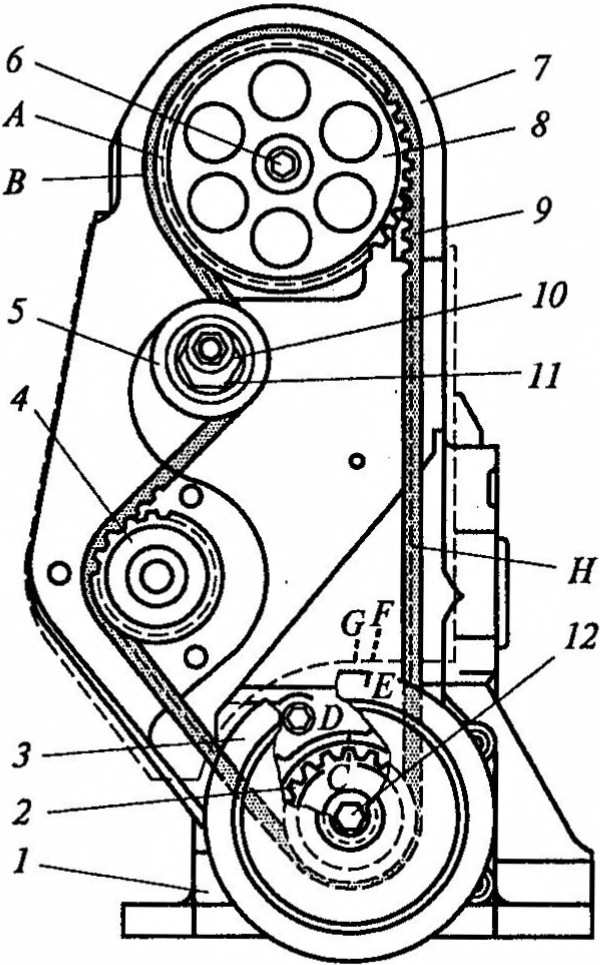 Рис.14.10.Схемаприводамеха- низма газораспределителяавгомо-
Рис.14.10.Схемаприводамеха- низма газораспределителяавгомо-
. биля ВАЗ-2108:
1 корпусмасляногонасоса; 2 зуб- чатый шкив коленчатого вала; З шкивколенчатоговала; 4 валикпри- вода водяного насоса; 5 ролик на- тяжногоустройства; 6- болт;7- пе- редняя защитная крышка; 8 шкив распределительноговала; 9 зубчатый ремень; 10 гайкаэксцентрика; 11 эксцентрик; 12- болт; А- меткана шкиве распределительного вала; В- указатель на задней защитной крыш- ке; С- метканазубчатомшкивеко- ленчатого вала; D- метканакорпусе масляногонасоса; Е метканашкиве коленчатого вала; G и F метки на п<