Основные узлы гидравлического пресса – станина, главный, выталкивающий и возвратные цилиндры, плунжеры, подвижные и неподвижные плиты, гидропривод.
Станина пресса рамной конструкции представляет собой сварную раму из листовой стали, на которой монтируются основные узлы и детали. Пресса колонной конструкции имеют верхнюю поперечину (архитрав), нижнюю поперечину (стол) соединенных четырьмя колоннами. Между поперечинами смонтирована подвижная плита (ползун), направляющими для которой являются колонны пресса.
Гидроцилиндр является одним из основных наиболее ответственных узлов пресса. Его конструкция выбирается с учетом рабочего давления жидкости (32 МПа), условий формования, условий работы, конструктивной схемы. Различают поршневые (рис. 139, а), плунжерные (рис. 139, б), простые (рис. 139, б), дифференциальные (рис. 139, а) и ступенчатые (рис. 139, в) цилиндры.
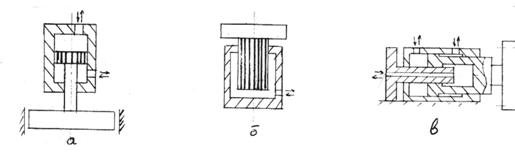
Рис. 139
Конструкция гидроцилиндра поршневого типа (рис. 140, а) состоит из корпуса 11, крышки 1, поршня 7 с крышками 5 и штоком 9 и направляющей втулкой 12, уплотнений 6 и 8 и грундбуксы 13. Крышка скрепляется с корпусом посредством разрезного кольца 2, вкладываемого в паз корпуса и опорной пяты 3. Поршень укрепляется на штоке гайкой 4. Цилиндр соединяется со станиной резьбовым кольцом 10.
Конструкция гидроцилиндра плунжерного типа (рис. 140, б) состоит из цилиндра 1, укрепленного на станине 3, плунжера 2, уплотнения 4 с грундбуксы 5.
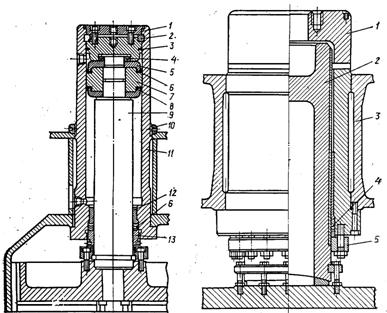
Рис. 140
Гидроцилиндр является наиболее нагруженным и ответственным узлом пресса, в значительной степени определяющим его эксплуатационные качества. Корпус гидроцилиндра чаще всего выполняют из стали 35. Широко применяются цилиндры, полученные механической обработкой из поковок. Трудоемкость изготовления гидроцилиндра снижается при использовании цилиндров с приварным днищем.
ГОСТ 16514–70 регламентирована техническая характеристика гидроцилиндров, включающая наименование и тип цилиндра, назначение и условия применения, рекомендуемые виды рабочей жидкости, габаритные и присоединительные размеры и ряд других параметров. По ГОСТ 6540–68 следует выбирать диаметры цилиндров, поршней, плунжеров, штоков, ход плунжера и ряды номинальных давлений, на которые могут быть рассчитаны гидроцилиндры. ГОСТ 6540–68 установлен следующий ряд внутренних диаметров гидроцилиндров: 10, 12, 16, 20, 25, 32, 40, 50, 60, 80, 100, 125, 160, 200, 250, 320, 400, 500, 630, 800 и 1000 мм.
При проектировании гидроцилиндра исходными данными являются: усилие  , давление рабочей жидкости
, давление рабочей жидкости  , допускаемое напряжение на растяжение
, допускаемое напряжение на растяжение  для металла, из которого изготавливается цилиндр.
для металла, из которого изготавливается цилиндр.
Толщина стенки цилиндра δ может быть определена по следующей зависимости:
Сферические днища гидроцилиндров имеют толщину δ1 = (1–3)δ с радиусом сферы Rc = (1–1,2)Rв. Толщину плоского днища δ2 можно рассчитать по зависимости:
где  – коэффициент, учитывающий ослабление днища отверстием для подвода жидкости ( = 0,7–0,8).
– коэффициент, учитывающий ослабление днища отверстием для подвода жидкости ( = 0,7–0,8).
Глубина цилиндра Lц определяется по зависимости:

где  – ход поршня,
– ход поршня,
 – длина проточки под направляющую втулку и уплотнение;
– длина проточки под направляющую втулку и уплотнение;
 – глубина сферической части днища.
– глубина сферической части днища.
Уплотнения гидравлического пресса должны исключать или сводить до минимума утечки рабочей жидкости и защитить гидросистему от влияния окружающей среды. Уплотнение должно отвечать следующим требованиям: обеспечивать необходимую герметичность при долговременной эксплуатации, не вызывать износа трущихся металлических поверхностей, обладать стойкостью к воздействию повышенных температур, быть инертным по отношению к металлу сопряженных деталей и рабочих жидкостей.
Уплотнения подвижных соединений в прессовом оборудовании располагаются в местах сопряжения гидроцилиндров с деталями, совершающими возвратно – поступательное движение: поршнями, плунжерами, штоками. Наиболее распространенные уплотнения подвижных соединений – манжетные, в виде упругих уплотнительных колец, сальниковые – обеспечивают надежную герметизацию за счет непосредственного контакта с поверхностью уплотнения.
Манжетные уплотнения – наиболее распространенный вид уплотнения подвижных частей в гидравлических прессах. В зависимости от конструкции и назначения манжеты делятся на воротниковые (U–образные), полуворотниковые (V–образные, шевронные или кровлеобразные), штоковые и поршневые.
Манжетные уплотнения могут работать только под внутренним давлением, когда манжета прижимается давлением рабочей жидкости к уплотняемой поверхности. В случаях, когда уплотнение должно быть двусторонним (дифференциальный плунжер), ставят не менее двух манжет, обращенных своими основаниями одна к другой. За счет собственной упругости или расклинивающего действия манжетодержателей создается предварительное прижатие борта манжеты к уплотняемой поверхности. Герметичность во время работы обеспечивается благодаря расклинивающему действию рабочей жидкости. Манжетное уплотнение является самоуплотняющимся с самонастраивающейся силой прижатия, зависящей от величины рабочего давления.
На рис. 141 приведена конструкция однорядной воротниковой манжеты (ГОСТ 6969–54).

Рис. 141
Эти манжеты имеют плоское основание, что упрощает конструкцию нажимного кольца. Борты манжеты имеют треугольную форму, причем вершины треугольников (усы) разведены в разные стороны. При такой конфигурации обеспечивается хорошее уплотнение даже при низком давлении рабочей жидкости. Манжеты подбираются по номинальному диаметру плунжера.
Многорядные шевронные манжеты (рис. 142) используются для штоков (плунжеров).
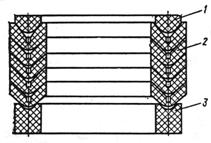
Рис. 142
Комплект состоит из одного нажимного кольца 1, нескольких шевронных колец 2 и опорного кольца 3. Эти уплотнения изготавливают из хлопчатобумажной ткани, покрытой с двух сторон резиновой смесью с добавлением графита. Срок службы их в три раза больше срока службы манжет, изготовленных из маслостойкой резины или из поливинилхлорида. Число шевронных колец в пакете (от 3 до 10) выбирается в зависимости от давления рабочей жидкости и диаметра плунжера по ГОСТ 9041–59. Уголковые манжеты находят применение в поршневых системах, работающих с длительными перерывами.
Упругие уплотнительные кольца применяют для уплотнения поверхностей деталей, совершающих возвратно – поступательное или вращательное движение. Упругие неразрезные резиновые кольца устанавливаются в канавки прямоугольного поперечного сечения. Под влиянием перепада давления рабочей жидкости кольцо упруго деформируется и создает необходимое уплотнение. Размеры уплотняющих деталей, канавок, зазоров, колец регламентированы ГОСТ 9833–73. Кольца рекомендуются для применения при давлении рабочей жидкости до 20 МПа. На рис. 143 показаны конструкции уплотнительных колец: о–образные (а, б), х–образные (в), D–образные (г), Т–образные (д).

Рис. 143
Поршневые упругие кольца служат для создания уплотнения между поверхностью гидроцилиндра и поршнем, совершающим возвратно – поступательное движение. Кольца изготавливают из чугуна марок СЧ 21–40 и СЧ 24–44. Твердость кольца должна быть на 5–10 единиц меньше твердости внутренней поверхности цилиндра. Поршневые кольца имеют прямоугольное сечение, их монтируют на поршне в специальных канавках. Начальное уплотнение цилиндрической поверхности поршневого кольца происходит только за счет собственной упругости кольца. В уплотнениях, работающих при низком давлении рабочей жидкости, рекомендуется удельное давление кольца на поверхность цилиндра порядка 0,3–0,7 кгс/см². Под давлением рабочей жидкости кольцо прижимается к боковой поверхности, разжимая кольцо, увеличивает давление его на поверхность цилиндра.
Поршневые кольца изготовляют из кованой бронзы, перлитного чугуна с высокими механическими и антифрикционными свойствами и стали. В некоторых случаях применяют графит или фторопласт. Желательно подобрать материал колец так, чтобы он составлял с цилиндром и поршнем антифрикционную пару.
При определении геометрических размеров поршневых колец можно руководствоваться следующими рекомендациями. Радиальную толщину кольца t выбирают из соотношения D/t=20–30 (где D – диаметр цилиндра). Зазор в замке (стыке) собранного кольца при комнатной температуре S0=0,2–0,6 мм (выбранное значение зазора следует проверить расчетом на удлинение от максимально возможного при работе нагрева). Ширина кольца b=(1,0–1,2)t. Наряду с прямыми (а) замками для уменьшения утечек жидкости через поршневые кольца применяют косые (б) и ступенчатые (в) замки (рис. 144).
В пневматических машинах, работающих при давлениях 5–6 кгс/см², обычно устанавливают два кольца. В гидравлических машинах, работающих под давлением до 320 кгс/см², устанавливают от 3 до 8 колец. Считают, что основную уплотняющую роль играют три первых кольца. В кольцах со ступенчатым замком второе уплотнительное кольцо снижает утечки примерно на 15%; третье и последующие кольца незначительно уменьшают утечки, однако они могут существенно удлинить межремонтный период, так как начинают работать по мере износа первого кольца. При прямом стыке в замке рекомендуется применять давление до 5 МПа, свыше 5 МПа косой стык под углом 45–60º, или ступенчатый стык.
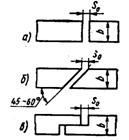
Рис. 144
В настоящее время в гидропрессах для переработки пластмасс используется индивидуальный гидропривод. Он включает в себя объемный насос, объемный гидродвигатель, бак для рабочей жидкости, магистральную линию, органы управления, распределения, регулирования и защиты. Объемный насос преобразует энергию электродвигателя в потенциальную и кинетическую энергию рабочей жидкости путем периодического изменения объема камеры, занимаемой жидкостью. Объемный гидродвигатель преобразует энергию жидкости в механическую энергию. Гидродвигатели могут быть с возвратно-поступательным движением рабочих органов (гидроцилиндры) и с вращательным движением (гидромоторы).
Индивидуальный гидропривод (рис. 145) состоит из бака 10, на котором обычно устанавливают два насоса: шестеренчатый насос низкого давления 9 и эксцентриковый плунжерный насос высокого давления 5. Масло от шестеренчатого насоса поступает к циркуляционному клапану низкого давления (охолостителю) 8, предназначенному для защиты насоса низкого давления от попадания в него жидкости под высоким давлением. При повышении давления в гидросистеме более 1,0–1,5 МПа охолоститель переключает поток масла от шестеренчатого насоса на слив, отсоединяя его от основной магистрали. Этой же цели служит и обратный клапан 11.
Золотниковые распределители 4 и 5, к которым поступает масло от насосов высокого и низкого давления, управляют направлением потока масла и направлением движения поршней рабочего цилиндра 3 и цилиндра выталкивателя 1, установленных соответственно в верхней и нижней траверсах пресса 2.
Для очистки масла от механических включений на возвратной магистрали устанавливается фильтр 12. Охолоститель 7 предназначен для направления на слив масла от насоса высокого давления при достижении в гидросистеме давления прессования. Конечный выключатель 13 служит для управления скоростью опускания траверсы. Он устанавливается таким образом, чтобы за 20 мм до смыкания формы отключить шестеренчатый насос и резко снизить скорость смыкания пресса. Обычно скорость холостого хода составляет 50–120 мм/с, снижаясь в момент смыкания формы до 2–2,5 мм/с. Скорость подвижной траверсы при открытии пресса составляет 40–120 мм/с.
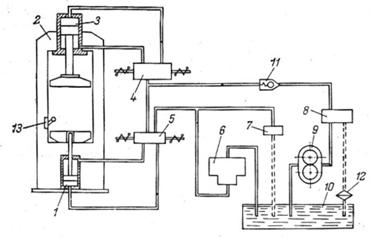
Рис. 145
Индивидуальный гидравлический агрегат состоит из фланцевого электродвигателя 4 (рис. 146, а), муфты сцепления 5, лопастного, поршневого, ротационного или поршневого эксцентрикового насоса 2 высокого давления, шестеренного насоса 1 низкого давления (насосы 7 и 2 спарены), масляного бака 5 и гидравлической аппаратуры управления: гидропанели 9, циркуляционного клапана промежуточного давления 12 и предохранительного клапана 8. Гидроаппаратура управления смонтирована на монтажной плите 7 масляного бака и закрыта кожухом 11.
В гидропанели размещены запорный, поддерживающий, обратные и золотниковые клапаны. Управление золотниковыми клапанами осуществляется электромагнитами 10 через гидравлические пилоты (вспомогательные золотники). Общий вид пресса с укомплектованным агрегатом для индивидуального гидравлического привода представлен на рис. 146, б.
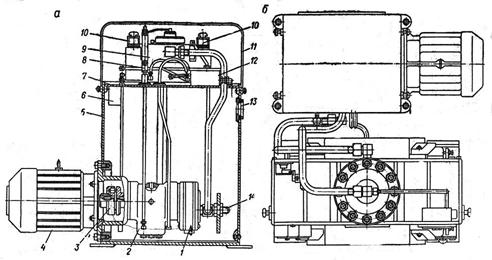
Рис. 146
К рабочим жидкостям гидропрессов предъявляются следующие требования:
- безопасность для здоровья людей самой жидкости и ее паров;
- пожаробезопасность;
- инертность к используемым в системе материалам;
- оптимальная вязкость и ее незначительные изменения в рабочем диапазоне температур и давлений;
- малая способность к поглощению и растворению воздуха, малая склонность к вспениванию;
- низкая сжижаемость.
В прессах в качестве рабочих жидкостей применяются минеральные масла – индустриальные и турбинные различных марок.
В соответствии с ГОСТ 8200–87 для изготовления изделий из термореактивных пластмасс изготавливаются гидропресса с номинальным усилием от 400 дог 4000 кН. Основные технические характеристики прессов-полу-автоматов, выпускаемых Оренбургским АО "Гидропресс" представлены в следующей таблице:
| Параметры
| Значение параметра для пресса
| |
| ДЕ 2428
| ДЕ 2430
| ДЕ 2432
| ДЕ 2434
| ДЕ 2436
| |
| Номинальное усилие пресса,кН
|
|
|
|
|
| |
| Ход ползуна, мм
|
|
|
|
|
| |
| Наибольшее расстояние между столом и ползуном, мм
|
|
|
|
|
| |
| Размеры стола, мм
| 560×500
| 630×560
| 710×630
| 800×710
| 900×800
| |
| Наибольшее расстояние между столом и ползуном, мм
|
|
|
|
|
| |
| Ход нижнего выталкивателя,мм
|
|
|
|
|
| |
| Скорость холостого хода ползуна, мм/с:
вниз
вверх
|
|
|
|
|
| |
| Скорость (регулируемая) рабочего хода ползуна, мм/с, при усилии:
до 30% номинального
св. 30% номинального
|
50…7,0
7,0
|
50…6,5
6,5
|
50…7,0
7,0
|
50…6,0
6,0
|
50…5,5
5,5
| |
| Скорость рабочего хода нижнего выталкивателя, мм/с, при усилии:
до 30%номинального
св. 30% номинального
|
|
|
|
|
| |
| Скорость холостого хода нижнего выталкивателя, мм/с
|
|
|
|
|
| |
| Мощность привода, кВт
|
| 5,5
| 7,5
|
| 18,5
| |
| Габаритные размеры, мм:
длина
ширина
высота
|
|
|
|
|
| |
| Масса, кг
|
|
|
|
|
| |
Основные технические характеристики прессов-полуавтоматов, выпускаемых Днепровским заводом тяжелых прессов приведены в таблице:
| Параметры
| Значение параметра для пресса
| |
| ДЕ2238А
| ДЕ2240А
| ДЕ2243
| ДЕ2245
| |
| Номинальное усилие пресса, кН
|
|
|
|
| |
| Ход ползуна, мм
|
|
|
|
| |
| Наибольшее расстояние между столом и ползуном, мм
|
| 1800*/2250
| 2400*/3000
|
| |
| Размеры стола, мм
| 1400×1250
| 1250×1500
| 1650×2000
| 2000×2500
| |
| Номинальное усилие нижнего выталкивателя, кН
|
|
|
|
| |
| Ход нижнего выталкивателя, мм
|
|
|
|
| |
| Скорость ползуна, мм/с, при ходе:
холостом
рабочем
возвратном
|
2.5
|
1.7…7.8
9…43
|
1.6…4.5
9…27
|
1.1…4.5
| |
| Мощность привода, кВт
|
|
|
|
| |
| Габаритные размеры, мм
длина
ширина
высота
|
---
---
---
|
|
|
| |
| Масса, кг
|
|
|
|
| |
Прессы-автоматы для переработки термореактопластов создают на базе прессов-полуавтоматов, оснащая их средствами автоматизации и механизации позволяющими ликвидировать ручные операции в технологическом процессе прессования. К таким средствам относятся устройства дозирования и загрузки исходного пресс-материала и съема деталей, работающих в автоматическом режиме.
Наиболее распространены пресса-автоматы с поршневым дозатором (таблица а) и таблеточными питателями (таблица б).
Таблица а): технические характеристики прессов-автоматов для изготовления изделий из пресс-порошка:
| Параметры
| Значение параметра для пресса
| |
| АКДЕ 2428.01
| АКДЕ 2430.01
| АКДЕ 2432.01
| |
| Номинальное усилие пресса, кН
|
|
|
| |
| Ход ползуна, мм
|
|
|
| |
| Наибольшее расстояние между столом и ползуном, мм
|
|
|
| |
| Размеры стола, мм
| 560x500
| 630x560
| 710x630
| |
| Мощность привода, кВт
|
| 5,5
| 7,5
| |
| Ход выталкивателя, мм
|
|
|
| |
| Скорость рабочего хода выталкивателя, мм/с
|
|
|
| |
| Объем дозировочных стаканов, см3
| 80…120
| 80…120
| 110…170
| |
| Размеры съемной плиты, мм
| 500x400
| 500x400
| 600x500
| |
| Габаритные размеры, мм: длина
ширина
высота
| 1900 2100 3000
|
|
| |
| Масса, кг
|
|
|
| |
Примечание. Для приведенных в таблице моделей число гнезд загрузочной плиты 1; 2 и 4; межосевое расстояние гнезд загрузочной плиты спереди назад 120...200 мм, слева направо 100...150 (для мод. АКДЕ 2432.01–120...250 мм); регулируемая скорость рабочего хода ползуна 50...7 мм/с (для модели АКДЕ 2430.01–50..6,5 мм/с).
Таблица б): технические характеристики прессов-автоматов для изготовления изделий из таблетированного пресс-материала:
| Параметры
| Значение параметра для пресса
| |
| АКДЕ 2428.31
| АКДЕ 2430.31
| АКДЕ 2432.31
| |
| Номинальное усилие пресса, кН
|
|
|
| |
| Ход ползуна, мм
|
|
|
| |
| Наибольшее расстояние между столом и ползуном, мм
|
|
|
| |
| Размеры стола, мм
| 560x500
| 630x560
| 710x630
| |
| Мощность, кВт
|
| 5,5
| 7,5
| |
| Ход выталкивателя, мм
|
|
|
| |
| Скорость рабочего хода выталкивателя, мм /с
|
|
|
| |
| Размеры таблеток, мм: диаметр высота
| 30.. 40 15...30
| 30... 40 15...30
| 40...60 20...30
| |
| Размеры съёмной плиты, мм
| 500x400
| 500x400
| 600x500
| |
| Габаритные размеры, мм:
длина
ширина
высота
|
|
2200 2400 3300
|
2500 2500 3600
| |
| Масса, кг
|
|
|
| |
Примечание. Для: приведенных в таблице моделей число гнезд загрузочной плиты 1; 2 и 4; межосевое расстояние гнезд загрузочной плиты спереди назад 120...200 мм, слева направо 100…150 (для мод. АКДЕ 2432.31– 120...250 мм); вместимость магазина таблеток 210...320; регулируемая скорость рабочего хода ползуна 50...7 мм/с (для мод. АКДЕ 2430.31–50...6 мм/с).
Роботизированный пресс-автомат АКДЕ 2430 для прессования изделий из таблеток представлен на рис. 147.

Гидронасос 1 оснащен загрузочной кареткой 2 с гнездами для таблеток. Вспомогательная операция загрузки таблеток из магазина 4 с помощью робота, съема изделий 6, очистки и смазывания пресс-форм выполняет блок автоматизации с приводом 3.
Такие роботизированные пресс-автоматы обеспечивают высокую точность дозирования, возможность предварительного нагрева таблеток и, соответственно, уменьшения цикла прессования.








