Сущность метода прессования
Метод основан на способности реактопластов переходить при нагревании и давлении в пластично-вязкое состояние с последующим формованием изделия в объёме между пуансоном и матрицей. Фиксация заданной конфигурации изделия происходит вследствие протекания в материале химической реакции отверждения.
Переработка реактопластов осуществляется двумя основными способами – прямым или компрессионным и литьевым или трансферным. При компрессионном прессовании давление непосредственно воздействует на массу, находящуюся в оформляющей полости рис. 132.

Рис. 132
Заполнение формы сырьём 2 (рис. 132, а) происходит в загрузочную камеру матрицы 3. Затем пуансон 1 опускается (рис. 132,б) и воздействует на пресс-материал, формуя изделие 5. Поле выдержки под давлением отформованное изделие при поднятом пуансоне, выталкивателем 4 извлекается из формующего гнезда (рис. 132, в).
При литьевом прессовании загрузочная камера отделена от оформляющей полости, которая с момента заполнения её расплавом пресс-материала находится в замкнутом состоянии.
Этот способ имеет две разновидности – с верхней загрузочной камерой (рис. 135) и нижней загрузочной камерой (рис. 133).
Пресс-материал 2 (рис. 133, а) загружается в нижнюю камеру, закрывается пуансоном 1. При этом между пуансоном и матрицей 4 образуется оформляющее гнездо 5. При движении поршня 3 от гидроцилиндра выталкивающего пресс-материал переводится в пластично-вязкое состояние и по литниковым каналам 6,7 поступает в оформляющее гнездо 5, где формуется в изделие 8 (рис. 133, б). После выдержки на отверждение, верхняя часть пресс-формы 1 поднимается ползуном пресса (рис. 133, в), а затем поршнем 3 отформованное изделие извлекается из матрицы 4.
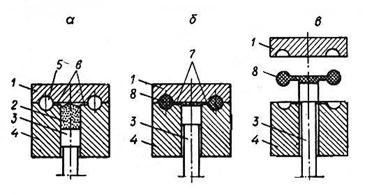
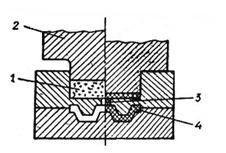
Рис. 133 Рис. 134
При литьевом прессовании с верхней загрузочной камерой (рис. 134), материал 1 подаётся в загрузочную камеру и затем пуансоном 2 материал в нагретой форме переводится в пластично-вязкое состояние, по литниковым каналам 3 передавливается в формующее гнездо и оформляется в изделие 4. После необходимой выдержки форма снимается с пресса, разбирается, извлекается изделие, форма очищается от остатков материала, собирается и процесс повторяется.
Таким образом отличие способов прессования заключается в конструктивных особенностях формующего инструмента.
Основные технологические характеристики процесса прессования – давление, температура и время, определяют протекание различных стадий цикла прессования, а также качественные показатели готовых изделий.
Процесс прессования по любому методу начинается с деформирования пресс-материала под воздействием непрерывно возрастающего давления прессования.
Давление  , передаваемое на материал, расходуется на раздавливание нагретой таблетки, преодоление сопротивления течению расплава по оформляющей полости формы, в загрузочной камере, в литниковой системе. Процесс заполнения пресс-формы завершается при проникновении расплава в наиболее удалённые участки матрицы. Эта стадия необходима для обеспечения уплотнения материала, оформления изделия и удаления газообразных, летучих и паров влаги из формы. После этого следует стадия выдержки на отверждение. Величина на этой стадии достигает максимального значения. Для разных материалов и схем проведения процесса прессования максимальное значение различно. Оно зависит от вида пресс-материала, его свойств, температуры, конструкции прессуемой детали. При компрессионном прессовании материалов с порошкообразным наполнителем оно составляет 25–40 МПа, с волокнистым наполнителем 40–60 МПа.
, передаваемое на материал, расходуется на раздавливание нагретой таблетки, преодоление сопротивления течению расплава по оформляющей полости формы, в загрузочной камере, в литниковой системе. Процесс заполнения пресс-формы завершается при проникновении расплава в наиболее удалённые участки матрицы. Эта стадия необходима для обеспечения уплотнения материала, оформления изделия и удаления газообразных, летучих и паров влаги из формы. После этого следует стадия выдержки на отверждение. Величина на этой стадии достигает максимального значения. Для разных материалов и схем проведения процесса прессования максимальное значение различно. Оно зависит от вида пресс-материала, его свойств, температуры, конструкции прессуемой детали. При компрессионном прессовании материалов с порошкообразным наполнителем оно составляет 25–40 МПа, с волокнистым наполнителем 40–60 МПа.
Температура расплава прессуемого материала определяет интенсивность протекания в нём реакции отверждения и, в конечном счёте, – производительность прессового оборудования и комплекс физико-механических свойств изделий. Для достижения в готовом изделии максимально однородной по массе степени отверждения, необходимо быстрое достижение и эффективное поддержание заданной температуры материала во всём объёме изделия на стадиях заполнения формы и выдержки на отверждение. При выполнении этого условия в готовом изделии не образуются термические напряжения, способные вызвать его разрушение после окончания цикла прессования.
Температура расплава  связана с продолжительностью цикла прессования
связана с продолжительностью цикла прессования  . Увеличивая , можно достичь сокращения за счёт роста скорости заполнения формы при снижении вязкости расплава и уменьшения продолжительности выдержки при прессовании и отверждении вследствие роста скорости отверждения. Сокращение времени может быть достигнуто при использовании предварительного подогрева материала вне формы и высокотемпературных технологических режимов. Повышению качества изделия способствуют специальные технологические приёмы, например подпрессовки при прямом прессовании, т.е. повторяемое несколько раз кратковременное размыкание пресс-формы на стадии формования и отверждения. Это способствует более полному выходу летучих веществ и более глубокому прогреву материала.
. Увеличивая , можно достичь сокращения за счёт роста скорости заполнения формы при снижении вязкости расплава и уменьшения продолжительности выдержки при прессовании и отверждении вследствие роста скорости отверждения. Сокращение времени может быть достигнуто при использовании предварительного подогрева материала вне формы и высокотемпературных технологических режимов. Повышению качества изделия способствуют специальные технологические приёмы, например подпрессовки при прямом прессовании, т.е. повторяемое несколько раз кратковременное размыкание пресс-формы на стадии формования и отверждения. Это способствует более полному выходу летучих веществ и более глубокому прогреву материала.

Рис. 135
Изменение температуры во времени при прессовании показано на рис. 135. На оси ординат помечены температура стенки формы  , температура перехода пресс-материала в пластично-вязкое состояние (температура размягчения)
, температура перехода пресс-материала в пластично-вязкое состояние (температура размягчения)  и температура интенсивного протекания реакции отверждения
и температура интенсивного протекания реакции отверждения  . Отрезки на оси абсцисс этой диаграммы соответствуют отдельным стадиям цикла формования изделий при прессовании: отрезок 0–I – время предварительного подогрева материала
. Отрезки на оси абсцисс этой диаграммы соответствуют отдельным стадиям цикла формования изделий при прессовании: отрезок 0–I – время предварительного подогрева материала  непосредственно в матрице или в устройстве для предварительного подогрева; отрезок I–II – время загрузки материала в пресс-форму
непосредственно в матрице или в устройстве для предварительного подогрева; отрезок I–II – время загрузки материала в пресс-форму  ; отрезок II–III – время заполнения
; отрезок II–III – время заполнения  расплавом оформляющей полости формы под воздействием давления , сопровождающегося интенсивным разогревом материала за счёт диссипативных тепловыделений и теплопередачи от стенок формы; отрезок III–IV – время выдержки под давлением
расплавом оформляющей полости формы под воздействием давления , сопровождающегося интенсивным разогревом материала за счёт диссипативных тепловыделений и теплопередачи от стенок формы; отрезок III–IV – время выдержки под давлением  , в течение которого расплав продолжает нагреваться от стенок пресс-формы до температуры интенсивного протекания реакции отверждения.
, в течение которого расплав продолжает нагреваться от стенок пресс-формы до температуры интенсивного протекания реакции отверждения.
Время цикла изготовления изделий методом прямого прессования может быть определено по формуле


где  – время выгрузки готового изделия.
– время выгрузки готового изделия.
Устройство и работа пресса
Пресс – это машина статического действия, предназначенная для формования изделий из пресс-материалов. Прессы с гипроприводом просты в управлении, бесшумны, имеют небольшие габариты. Принципиальная конструкция гидропрессов колонного (а) и рамного (б) типов представлены на рис. 136.

Рис. 136
Работа гидропресса колонной конструкции (рис. 136, а) происходит следующим образом – рабочая жидкость (минеральное масло) от индивидуального гидроагрегата под давлением поступает в гидроцилиндр 1 простого действия. Под действием рабочей жидкости цилиндр 2 перемещается вниз вместе с ползуном (подвижной поперечиной) 6. Усилие пресса развивается гидроцилиндром 1, воздействует на прессуемый материал в пресс-форме устанавливаемой на нижнюю поперечину (стол), а верхняя часть пресс-формы крепится к подвижной поперечине 6. Нижняя и верхняя неподвижные поперечины соединены между собой четырьмя колоннами 7 при помощи гаек 4. Колонны 7 являются направляющими для подвижной поперечины 6. Возврат подвижной поперечины в исходное (верхнее) состояние осуществляется двумя ретурными (возвратными) цилиндрами 8. Извлечение отформованных изделий из пресс-формы осуществляется при помощи гидроцилиндра выталкивателя 9.
Прессы рамной конструкции (рис. 136, б) имеют сварную раму 1, в верхней части которой закреплён главный гидроцилиндр 9 двойного действия, т.е. поршень 8 может перемещаться вниз при подаче рабочей жидкости в поршневую полость гидроцилиндра 9 или вверх при подаче жидкости в штоковую полость гидроцилиндра. Ползун 7 движется по направляющим 5 под действием плунжера гидроцилиндра 9. Нижняя часть пресс-формы устанавливается и крепится на столе 4, а выталкивание отформованных изделий из пресс-формы происходит при помощи гидроцилиндра выталкивателя 2 двойного действия. Для регулировки хода ползуна 6 и штока выталкивателя 2 служат конечные выключатели 3.
Прессование слоистых пластиков проводят на этажных прессах колонной конструкции с нижним расположением рабочего цилиндра (рис. 137).
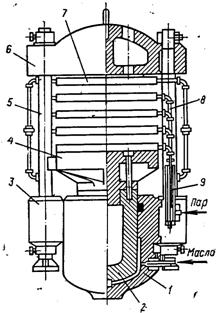
Рис. 137
Их можно использовать при применении простых съемных ферм, требующих больших усилий прессования. Раскрытие плит происходит под собственным весом. Рабочий цилиндр 1 находится в нижней части пресса, в нем расположен плунжер 2, соединенный с подвижным столом 4. При подаче рабочей жидкости (минеральное масло) в цилиндр, плунжере 2 и стол 4 поднимаются вверх и воздействуют на прессуемый элемент, находящийся между обогреваемыми плитами 7. Усилие, развиваемое плунжерами, замыкается между нижней поперечиной 3, верхней поперечиной 6 и четырьмя колоннами 5. Распределитель пара 9 и узел обогрева 8 расположены с правой стороны пресса.
Конструкция любого пресса может быть охарактеризована с помощью комплекса параметров, которые образуют техническую характеристику пресса. Одним из основных параметров прессов для переработки пластмасс является эффективное усилие прессования, развиваемое ползуном пресса и обеспечивающее создание в формующей полости формы давление прессования. Его можно определить по зависимости:
где  – количество гнезд в пресс-форме;
– количество гнезд в пресс-форме;
 – удельное давление прессования в полости формы;
– удельное давление прессования в полости формы;
 – площадь проекции изделия на плоскость смыкания пресс-формы.
– площадь проекции изделия на плоскость смыкания пресс-формы.
Удельное давление прессования является технологическим параметром и выбирается с учетом метода переработки, конструкции изделия и вида перерабатываемого материала.
Схема расположения основных узлов пресса показана на рис. 138. К ползуну пресса 2 прикреплена верхняя часть пресс-формы 2 с пуансоном 3. На столе пресса 5 закреплена нижняя часть пресс-формы 4.
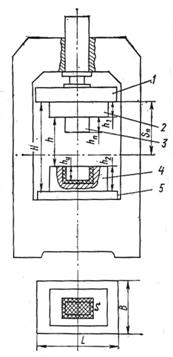
Рис. 138
Величина  связана с номинальным усилием прессования следующими соотношениями:
связана с номинальным усилием прессования следующими соотношениями:
для прессов с верхним рабочим цилиндром

для прессов с нижним рабочим цилиндром

где  – потери на трение в уплотнениях;
– потери на трение в уплотнениях;
 – вес подвижных деталей пресса (главного плунжера, подвижной плиты (поперечины), верхней полуформы).
– вес подвижных деталей пресса (главного плунжера, подвижной плиты (поперечины), верхней полуформы).
Потери на трение в манжетных уплотнениях могут быть оценены следующим образом:
где  – диаметр плунжера;
– диаметр плунжера;
 – высота соприкосновения манжет с плунжером;
– высота соприкосновения манжет с плунжером;
 – давление жидкости в гидроцилиндре;
– давление жидкости в гидроцилиндре;
 – коэффициент трения манжет о плунжер (для кожи 0,06–0,08, для резины 0,01–0,02).
– коэффициент трения манжет о плунжер (для кожи 0,06–0,08, для резины 0,01–0,02).
Для комплекта упругих уплотнительных колец формула может быть:

где  – ширина кольца;
– ширина кольца;
 – коэффициент трения фрикционной пары чугун–сталь (
– коэффициент трения фрикционной пары чугун–сталь ( );
);
 – число колец;
– число колец;
 – давление от сил упругости кольца (для гидравлических
– давление от сил упругости кольца (для гидравлических  );
);
– давление в гидросистеме.
По аналогичной схеме может быть рассчитано номинальное усилие выталкивания изделия. Эффективное усилие выталкивания изделия  может быть оценено как усилие, необходимое для преодоления сил адгезии материала к рабочим (боковым) поверхностям матрицы пресс-формы:
может быть оценено как усилие, необходимое для преодоления сил адгезии материала к рабочим (боковым) поверхностям матрицы пресс-формы:
где  – адгезионная прочность соединения реактопласта с металлической поверхностью после отверждения (для фенопластов
– адгезионная прочность соединения реактопласта с металлической поверхностью после отверждения (для фенопластов  );
);
 – боковая поверхность матрицы пресс-формы.
– боковая поверхность матрицы пресс-формы.
Скорость прессования, определяемая скоростью перемещения подвижной плиты (поперечины) в рабочем режиме, выбирается из условия обеспечения минимального времени заполнения формы . В современных ускоренных режимах прессования скорость прессования может изменяться в пределах от 100 до 250 мм/с.
Конфигурация и геометрические размеры изделия и пресс-формы влияют на выбор ряда параметров технической характеристики, таких как размеры рабочего стола, ход ползуна, наибольшее расстояние между столом и ползуном.
Размеры рабочего стола В и L выбираются с таким расчетом, чтобы укрепляемая на нем нижняя полуформа не выходила за его габариты. Ход ползуна  определяется следующим соотношением:
определяется следующим соотношением:

где

здесь  – высота пуансона;
– высота пуансона;
 – высота изделия, равная глубине матрицы;
– высота изделия, равная глубине матрицы;
 – высота таблетки.
– высота таблетки.
Этим условием обеспечивается свободный съем изделия и беспрепятственная загрузка таблеток.
Наибольшее расстояние между столом и ползуном Н определяется соотношением

где  и
и  – высота верхней и нижней плит пресс-формы соответственно.
– высота верхней и нижней плит пресс-формы соответственно.
Следует отметить, что при выборе параметров В, L, Sп, Н следует ориентироваться на весь возможный для данного пресса ассортимент изделий и многообразие конструкций пресс-форм для их изготовления.
Основные параметры гидравлических прессов для переработки пластмасс (ГОСТ 8200 – 80) представлены в таблице:
| Наименование основных параметров и размеров
| Нормы
| |
| Номинальное усилие, Рн, кН
|
|
|
|
|
|
|
|
|
|
| |
| Ход ползуна, Sп, мм
|
|
|
|
|
|
|
|
|
|
| |
| Наибольшее расстояние между столом и ползуном, Н, мм
|
|
|
|
|
|
|
|
|
|
| |
| Размеры стола, мм
L
B
|
|
|
|
|
|
|
|
|
|
| |
| Номинальное усилие выталкивателя, кН, не менее
|
| 31,5
|
|
|
|
|
|
|
|
| |
| Ход выталкивателя, мм
|
|
|
|
|
|
|
|
|
|
| |
| Скорость холостого хода ползуна, мм/с, не менее
нниз
нверх
|
|
|
|
|
|
|
|
|
|
| |
| Скорость рабочего хода ползуны регулируемая, мм/с
наибольшая
наименьшая
|
|
|
|
|
|
|
|
|
–
|
2,5
–
| |
| Скорость рабочего хода выталкивателя, мм/с
наибольшая
наименьшая
|
–
–
|
–
–
|
|
|
|
|
|
|
|
–
| |
| Удельная материалоемкость, кг/(кН·м 3 ), не более
|
|
|
|
|
|
|
|
| 3,6
| 4,2
| |
| Удельная энергоемкость, кВт/(кН·м 2 /мин), не более
| 0,12
| 0,09
| 0,09
| 0,06
| 0,05
| 0,05
| 0,04
| 0,03
| 0,03
| 0,04
| |







