Корсетные изделия принято подразделять на бюстгальтерную и поясную группы. Несмотря на появление в сфере производства и потребления новых названий изделий (бюстье, комбидрес) основные термины остаются прежними. В бюстгальтерную группу входят бюстгальтер, полуграция, грация, бюстгальтер-комбинация, полуграция-юбка, грация-трусы, грация-панталоны. В поясную группу – пояс для чулок, полукорсет, корсет, пояс-трусы, пояс-панталоны [1].
2.1. Материалы для изготовления корсетных изделий
Для изготовления бюстгальтеров применяются материалы различных видов: основные, подкладочные, прокладочные и отделочные, швейные нитки и различная фурнитура.
В качестве основных используются плотные тонкие материалы в основном атласного переплетения, вырабатываемые из натуральных и химических волокон и их сочетаний, эластичные полотна с применением эластомерных нитей, спандекс и другие.
Эластичные полотна по сравнению с тканями имеют ряд преимуществ: двуосное растяжение, упругость, обеспечивающие хорошее облегание фигуры, малую массу, удобство в уходе, долговечность. Растяжимость эластичных полотен нормируется в пределах 60–120%.
Материалы для изготовления корсетных изделий должны иметь прочную и особо прочную окраску к мокрому трению и влаге, обладать высокими паро- и воздухопроницаемостью [1, 7].
Подкладочные материалы используются в различных целях: для придания дополнительной жесткости деталям, для предохранения деталей от растяжения, для закрывания прокладочных деталей или жестких швов и т.п. В качестве подкладки может быть использовано мягкое основовязаное трикотажное полотно, натуральные хлопковые материалы (мадаполам, миткаль), синтетические материалы и др. Подкладочные материалы должны соответствовать свойствам основного материала.
Прокладочные материалы, из которых выкраиваются дополнительные детали для придания устойчивости формы чашки, могут быть различными, например, пенополиуретан (поролон) толщиной не более 3 мм, прокладочные материалы с жесткой пропиткой и др.
Для отделки изделий применяются отделочные материалы, ассортимент которых достаточно широк. Это – кружевные трикотажные полотна, вискозные, капроновые и другие виды кружева, хлопчатобумажное шитье, окантовочная тесьма, фестоны из различного вида материалов, эластичные отделочные ленты (для отделки краев), эластичное кружево, эластичная бретелечная и подвязочная ленты, силиконовые детали и многое другое.
Швейные нитки для изготовления корсетных изделий подбираются в соответствии с применяемыми материалами.
Современная фурнитура для корсетных изделий отличается большим разнообразием: застежки для бюстгальтеров из пластмассы, полиэтилена и металла; тесьма с металлическими крючками и петлями; застежки-молнии, зажимы-регуляторы бретелей; зажимы чулочные из полиэтилена или металла, специальные каркасы для чашек (косточки) из металла и пластика и др.
2.2. Обработка изделий бюстгальтерной группы
Бретели бюстгальтеров изготавливают из резиновой тесьмы и эластичных материалов. Бретели из основных эластичных материалов могут быть одинарными, двойными и двойными с окантованными краями (рис. 21а, б, в). На бретели из эластичной тесьмы по модели настрачивают кружево простой или сложной зигзагообразной строчкой (рис. 21г).


а б


в г
Рис. 21. Обработка бретелей бюстгальтера: а – одинарные с окантованными краями; б – двойные; в – двойные с окантованными краями; г – с настроченным кружевом
Для удобства ношения бюстгальтера применяют регуляторы длины бретелей. Передние концы бретели притачивают к чашкам различными способами. Другие концы бретелей продергивают в пряжки. Срез бретели закрепляют машинной строчкой. Одну из пряжек прикрепляют к верхнему срезу бюстгальтера при обработке срезов.
Бретели могут быть съемными, тогда при обработке верхнего края бюстгальтера вкладывают специальную петлю.
Чашки бюстгальтеров могут состоять из одной, двух, трех или четырех деталей, без подкладки и с подкладкой, без прокладки и с прокладкой, с отделкой и без нее.
Чашки, состоящие из одной детали, изготавливают с одной или несколькими вытачками, разрезными и неразрезными. Разрезные вытачки обрабатывают двойным швом (рис. 22а) или стачным с обметыванием срезов (рис. 22б). Швы вытачек как разрезных, так и неразрезных, могут быть настрочены (рис. 22в). Настрачивание производят с лицевой стороны детали на расстоянии 1–1,5 мм от шва стачивания.



а б в
Рис. 22. Обработка вытачек чашек бюстгальтера: а – двойным швом; б – стачным швом; в – настрочным швом
При обработке чашек, состоящих из нескольких деталей, соединение деталей чашек без подкладки производят накладным швом, одновременно подкладывая со стороны изнанки деталей тесьму (рис. 23а). Обработку производят на двухигольной машине или машине зигзагообразной строчки с использованием различных приспособлений. В отдельных случаях детали чашек соединяют на одноигольгой стачивающей машине, а затем шов настрачивают на двухигольной стачивающей машине с лицевой стороны, закрывая его со стороны изнанки тесьмой (рис. 23б).


а б
Рис. 23. Обработка чашек бюстгальтера, состоящих из нескольких частей: а – накладным швом с тесьмой: б – настрочным швом с тесьмой
Чашки бюстгальтера могут быть выполнены с подкладкой только на нижней детали или на верхней и нижней одновременно. Соединение деталей чашек с подкладкой на нижней детали производят на стачивающей машине со стороны нижней детали чашки. При этом верхнюю деталь чашки располагают между нижней деталью и подкладкой. После стачивания нижнюю деталь и подкладку отгибают в сторону нижней детали и настрачивают шов с лицевой стороны по модели (рис. 24а). В моделях с подкладкой в верхней и нижней деталях чашек соединение деталей из основной и подкладочной ткани производят отдельно, а затем соединяют подкладку с основной тканью (рис. 24б).


а б в
Рис. 24. Обработка чашек бюстгальтера с подкладкой: а – только на нижней детали; б – на нижней и верхней деталях; в – на верхней и нижней деталях одной строчкой с последующим отгибанием
Соединение деталей чашек с подкладкой в верхней и нижней частях можно также производить одной строчкой с последующим отгибанием верхней и нижней деталей и настрачиванием их по шву стачивания. Наличие отделочных строчек определяется моделью (рис. 24в).
Соединение деталей чашек с прокладкой и подкладкой производят так же, как соединение деталей чашек с подкладкой в верхней и нижней частях.
Соединение деталей чашек, дублированных поролоном, производят на плоскошовной машине швом встык шириной 0,5–0,6 см или на машине зигзагообразного стежка с увеличенной частотой стежков в строчке.
Соединение чашек бюстгальтера между собой производят стачным швом с тесьмой или без нее на машинах различных классов с использованием специальных приспособлений (рис. 25а, б).
Также чашки бюстгальтера соединяют между собой с помощью передней планки, тесьмы, кружева и различных отделочных элементов. Передняя планка может состоять из одной или нескольких частей, с подкладкой или без нее. Части передней планки соединяют между собой различными видами швов: стачным, накладным, настрочным, запошивочным и т. д. Соединение чашек планкой с подкладкой производят, как показано на рис. 25в.

а б в
Рис. 25. Соединение чашек бюстгальтера между собой: а – стачным швом; б – стачным швом с тесьмой; в – планкой с подкладкой
Соединение частей пояса бюстгальтера производят до соединения чашек с поясом различными видами швов на одноигольной или двухигольной машинах прямой или зигзагообразной строчки.
Соединение деталей пояса бюстгальтера из эластичных материалов производят накладным швом на двухигольной машине с помощью специального приспособления. Срезы закрывают тесьмой или полоской ткани (см. рис. 23а). Соединение деталей поясанакладным швом на специальной машине зигзагообразной строчки показано на рис 26а.
Детали пояса соединяют также стачным швом цепного или челночного стежка с обметыванием срезов (рис. 26б), без обметывания и с последующим настрачиванием срезов на машине зигзагообразного стежка (рис. 26в).



а б в
Рис. 26. Соединение частей пояса бюстгальтера: а – накладным швом на машине зигзагообразного стежка; б – стачным швом с обметыванием срезов; в – с настрачиванием срезов зигзагообразной строчкой
Соединение пояса с чашками бюстгальтера производят запошивочным, накладным или настрочным швами.
Накладным швом чашки с поясом соединяют на двухигольной машине (рис. 23а, б), одновременно закрывая припуск шва со стороны изнанки тесьмой, который подаются с помощью направителя.
Настрочным швом чашки с поясом соединяют на одноигольной стачивающей машине. Шов отгибают в сторону пояса бюстгальтера, затем настрачивают его на двухигольной машине, закрывая припуск шва тесьмой или полоской ткани (рис. 27а).


а б
Рис. 27. Соединение пояса с чашкам бюстгальтера: а – настрочным швом с тесьмой; б – втачиванием чашек в пояс
При втачивании чашек в пояс с подкладкой чашку укладывают по надсечкам между основной деталью и подкладкой, стачивают, а затем шов настрачивают на пояс (рис. 27б).
Обработка верхнего и нижнего срезов бюстгальтера. Срезы эластичных частей бюстгальтера застрачивают швом вподгибку с открытым срезом на машине зигзагообразного стежка (рис. 28а).
Верхние и нижние срезы эластичных частей бюстгальтера обрабатывают эластичной тесьмой. Для этого тесьму настрачивают на лицевую сторону изделия накладным швом на машине зигзагообразного стежка. Затем тесьму отгибают в сторону изнанки и настрачивают второй край эластичной тесьмы на той же машине (рис. 28б). Срезы эластичных деталей могут быть обработаны окантовочным швом полоской из основного, отделочного материала или тесмой на плоскошовной машине с приспособлением для подгибания срезов (рис. 28в). Бретели вкладывают согласно разметкам между тесьмой и подогнутым срезом бюстгальтера.
Обработку срезов бюстгальтера тесьмой можно производить на машине зигзагообразного стежка с приспособлением для подгибания срезов основной детали (рис. 28г). Тесьму настрачивают двумя строчками, образуя кант из основной ткани шириной 0,2 см. Отделку верхнего края бюстгальтера (кружево, атласная лента) также вкладывают между тесьмой и подогнутым срезом бюстгальтера и настрачивают одновременно (рис. 28д).
При применении эластичных бретелей концы их настрачивают на верхние края деталей пояса и на передний срез чашек бюстгальтера на машине зигзагообразного стежка или обрабатывают с регулятором. Концы бретелей со стороны спинки в эластичных бюстгальтерах прикрепляют только по верхнему срезу.



а б в

г д е
Рис. 28. Обработка верхних и нижних срезов бюстгальтера: а – швом вподгибку с открытым срезом; б – накладным швом с эластичной тесьмой; в – накладным швом с тесьмой; г – накладным швом с тесьмой и кружевом; д – окантовочным швом с тесьмой; е – окантовочным швом с эластичной тесьмой
При обработке срезов окантовкой обработку срезов производят обтачкой из отделочной ткани с помощью специального приспособления (рис. 28е). В бюстгальтерах из эластичных материалов в качестве окантовки применяют трикотажное синтетическое полотно. Окантовку настрачивают без подгиба краев на машине зигзагообразного стежка.
При обработке нижнего среза бюстгальтера на подкладке срезы основной ткани и подкладки подгибают внутрь и настрачивают по лицевой стороне.
При обработке нижнего среза бюстгальтера юбкой из трикотажного полотна верхний срез юбки соединяют с подогнутым краем бюстгальтера на двухигольной плоскошовной машине (рис. 29а) или на машине зигзагообразного стежка, при этом срезы со стороны изнанки закрывают тесьмой или полоской ткани с подогнутыми краями (рис. 29б).


а б
Рис. 29. Обработка нижних срезов бюстгальтера с трикотажной юбкой: а – на плоскошовной машине; б – на машине зигзагообразного стежка
Обработка застежек бюстгальтера. При обработке застежки на металлические крючки и петли применяются заготовки с крючками и петлями или специальная тесьма.

а б
в г
Рис. 30. Обработка застежки бюстгальтера: а – настрачивание тесьмы с петлями; б – настрачивание тесьмы с крючками; в – обработка обрезных краев тесьмы с петлями; г – обработка краев тесьмы с крючками
Заготовку с петлями прикрепляют к левой стороне застежки бюстгальтера из различных видов материалов накладным швом с открытыми срезами на машине зигзагообразной строчки (рис. 30а). Заготовку с крючками таким же образом настрачивают на правую сторону застежки (рис. 30б). При обработке застежки бюстгальтера специальной тесьмой верхние и нижние края обметывают на машине зигзагообразного стежка (рис. 30в, г).
2.3. Обработка поясных изделий
Пояса, корсеты, полукорсеты, пояса-трусы, пояса-панталоны и другие подобные изделия изготовляют из тканых и эластичных материалов без подкладки и с подкладкой к отдельным или ко всем деталям, без прокладки и с прокладкой, с применением эластичных материалов.
С подкладкой и прокладкой обрабатывают детали пояса и других видов изделий, подвергающегося наибольшей деформации (растяжению). Отдельные детали в изделиях вместе с подкладкой и прокладкой или с одной прокладкой соединяют строчками согласно модели. Строчку выполняют с лицевой стороны или с изнаночной стороны основной детали. В изделиях из эластичных материалов для усиления передней части используют отделочные детали из неэластичных материалов или эластичных, но выкроенных в долевом направлении.
Соединение деталей поясных изделий. Соединение деталей изделия (передних, боковых и задних частей) производят запошивочным швом на стачивающей машине с применением специальных лапок запошивателей, накладным или настрочным швом с тесьмой. Эти швы выполняются так же, как при обработке деталей чашки бюстгальтера (рис. 23а, б).
В изделиях из эластичных материалов соединение деталей производится накладным швом с закрытым или открытым срезом. Накладной шов выполняют на машине зигзагообразного стежка (рис. 26а), плоскошовной машине с подгибом или без подгиба срезов детали. Детали эластичных изделий соединяют стачным швом на машине зигзагообразного стежка с последующим настрачиванием шва на той же машине (рис. 26в) или стачным швом на машине цепного стежка с одновременным обметыванием срезов, или без обметывания срезов с последующим настрачиванием их на машине сложного зигзага.
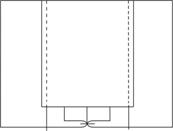
При обработке изделий с подкладкой соединение всех деталей производят накладным швом. При применении одноигольной стачвающей машины с приспособлением подгибают верхнюю деталь. С использованием двухигольной машины с приспособлением срезы верхней и нижней деталей подгибают одновременно (рис. 31).
Соединение деталей в изделиях из эластичного материала с повышенной растяжимостью производят на краеобметочной машине трехниточного цепного стежка. При этом следует строчку отрегулировать так, чтобы с лицевой стороны были видны поперечные стежки.

Рис. 31. Соединение деталей в поясных изделиях с подкладкой
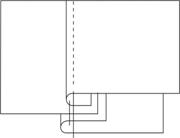
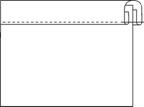
Обработка застежек. Застежку тесьмой-молнией обрабатывают в боковом и среднем шве спинки или переда. Боковые или средние срезы стачивают до линий разметки застежки. Тесьму-молнию лицевой стороной накладывают на лицевую сторону изделия, притачивают к срезам застежки и отгибают в сторону изнанки, выправляя швы притачивания (рис. 32).

Рис. 32. Обработка застежки тесьмой-молнией
В изделиях улучшенного качества правую сторону застежки обрабатывают двумя строчками. Левую сторону застежки обрабатывают также двумя строчками, одновременно подкладывая со стороны изнанки полоску материала. Длина полоски должна соответствовать длине застежки. Верхний и боковые срезы полоски ткани обметывают, нижний срез подгибают и настрачивают, одновременно закрепляя нижнюю часть правой стороны застежки до начала тесьмы-молнии.
В поясах, корсетах из эластичных материалов подогнутые края застежки накладывают на тесьму-молнию и настрачивают. Внутренние сторону тесьмы-молнии с правой стороны застежки закрепляют строчкой. На левую сторону застежки со стороны изнанки накладывают полоску ткани, закрывая тесьму-молнию на 0,5 см. Прокладывают строчку, одновременно настрачивая нижний конец полоски ткани и нижнюю часть правой стороны застежки до начала тесьмы-молнии. Срезы полоски ткани предварительно обметывают.
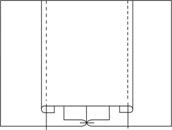
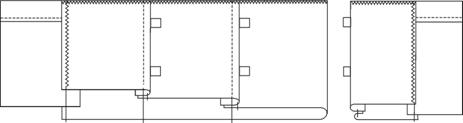
При обработке застежки на крючки и петли используют специальную тесьму. Заготовленные полоски настрачивают на края застежки – на правую сторону полоску с крючками, на левую – полоску с одним рядом петель (рис. 33). Верхние, нижние и внутренние срезы полосок обметывают. Полоска с петлями должна быть не менее 4,0 см. Она служит не только для застежки, но и предохраняет кожу от раздражения при эксплуатации изделия.

Рис. 33. Обработка застежки на крючки и петли
Для предохранения от расстегивания крючков и петель часто в верхней части застежки при настрачивании тесьмы с крючками вкладывают петлю из ткани. С другой стороны застежки пришивают пуговицу.
Обработка чулкодержателей. Нижний конец эластичной ленты продевают в отверстия пряжки для держания чулок и застрачивают вподгибку с закрытым срезом.
Обработка верхних и нижних срезов. Нижние и верхние срезы изделия обтачивают подкладкой, обтачкой и тесьмой. При обтачивании нижнего среза или настрачивании тесьмы или обтачки вкладывают эластичные ленты для держания чулок.
В изделиях из эластичного материала эластичную тесьму настрачивают на лицевую сторону изделия накладным швом на машине зигзагообразного стежка. Тесьму отгибают в сторону изнанки и настрачивают второй край (рис. 34а).
В некоторых изделиях из эластичных материалов при обработке верхнего края тесьмой двумя строчками или швом вподгибку внутрь шва вкладывают эластичную тесьму. В отдельных моделях тесьму настрачивают одной строчкой с изнанки на машине сложного зигзага с подгибом основной детали внутрь (рис. 34б) с лицевой стороны на плоскошовной машине (рис. 34в).


а б в



г д е
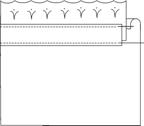
Рис. 34. Обработка верхних и нижних срезов изделий поясной группы: а – швом вподгибку с настроченной эластичной тесьмой; б – сложной зигзагообразной строчкой; в – на плоскошовной машине; г – окантовочным швом; д – окантовочным швом на плоскошовной машине; е – обработка кружевами
Верхние и нижние срезы изделий из эластичных материалов окантовывают с помощью приспособления прямострочной или зигзагообразной строчкой (рис. 34г), плоскошовной машине (рис. 34д).
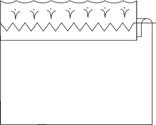
В поясах-панталонах, поясах-трусах, полукорсетах и поясах из эластичных материалов нижние срезы обрабатывают широкими эластичными кружевами. Кружева настрачивают с лицевой стороны накладным швом на плоскошовной или машине зигзагообразного стежка (рис. 34е).
Окончательная отделка. Влажно-тепловую отделку корсетных изделий из ткани выполняют с лицевой стороны. Изделия из эластичных материалов влажно-тепловой обработке не подвергают.
Корсетные изделия подразделяются на бюстгальтерную и поясную группы. Для изготовления корсетных изделий применяются материалы различных видов.
Материалы для изготовления корсетных изделий должны обладать особыми свойствами. При изготовлении корсетных изделий широко применяются эластичные полотна, так как по сравнению с тканями они имеют ряд преимуществ, обеспечивают хорошее облегание фигуры.
Для изготовлении корсетных изделий с различными целями используются кроме основных подкладочные и прокладочные материалы. Для отделки корсетных изделий широко используются различные отделочные материалы. Современная фурнитура для корсетных изделий отличается большим разнообразием, что отражается на методах обработки.
Срезы деталей бюстгальтеров соединяют стачными, накладными, настрочными швами с тесьмой или полоской ткани на машинах челночной прямой или зигзагообразной строчки. Верхние и нижние края деталей обрабатывают швами вподгибку, окантовочными, тесьмой, кружевами и пр.
Соединение деталей поясных изделий также производят стачным, накладным, настрочным и запошивочным швом. В изделиях из эластичным материалов для усиления передней части используют отделочные детали из неэластичных материалов.
Контрольные вопросы и задания
1. Перечислите изделия, которые входят в бюстгальтерную и поясную группы.
2. Какие материалы используют при изготовлении корсетных изделий?
3. Почему при изготовлении корсетных изделий, как правило, применяются эластичные материалы?
4. Какие требования к основным материалам предъявляются при изготовлении корсетных изделий?
5. С какой целью при изготовлении корсетных изделия применяются прокладочные и подкладочные материалы?
6. Какие требования к прокладочным и подкладочным материалам предъявляются при изготовлении корсетных изделий?
7. Какие отделочные материалы и фурнитура используются при изготовлении корсетных изделий?
8. По заданию преподавателя зарисуйте модель бюстгальтерной группы, представьте методы обработки и оборудование.
9. По заданию преподавателя зарисуйте модель поясной группы, представьте методы обработки и оборудование.






