На вертикально-сверлильных станках можно выполнять следую-щие операции:
1. Сверление – получение сквозных и глухих отверстий сверлом в сплошном материале (рис.2.1, а).
2. Рассверливание – обработка предварительно полученных отверстий сверлением, литьём или
3. Зенкерование позволяет увеличить диаметр отверстия, повысить точность и уменьшить

Рис. 2.1. Схемы обработки заготовок на вертикально-сверлильных станках
4. Развертывание отверстий, которое обычно производится после зенкерования с целью дальнейшего повышения точности и уменьшения шероховатости отверстия (рис. 2.1, г). Инструментом является развёртка,
5. Нарезание резьбы в отверстиях осуществляется машинными метчиками (рис. 2.1, д) с
6. Зенкование применяется для обработки конических и центровых отверстий с целью увеличения
7. Цекование (подрезка торцов) обеспечивает перпендику-лярность торца обрабатываемой детали
Обрабатываемая заготовка крепится на столе сверлильного станка с помощью различных приспособлений. В качестве приспо-собления используются прижимные планки, машинные тиски, призмы, угольники. Если обработке подвергается большая партия деталей, их крепят в специальных приспособлениях (кондукторах).
На полой плите А (рис. 2.2), являющейся резервуаром для смазывающе - охлаждающей жидкости, установлена колонна Г. На вертикальных направляющих колонны сверху базируется сверлиль-ная головка (шпиндельный узел) Д, а снизу - стол В. В верхней части сверлильной головки располагается коробка скоростей, а под ней – коробка подач. Сверху сверлильной головки смонтирован электро-двигатель Е, передающий вращательное движение шпинделю 1 и поступательное движение через соответствующие передачи гильзе 2. Нижний конец шпинделя имеет коническое отверстие (конус Морзе) для закрепления режущего инструмента. В зависимости от габаритов заготовки стол и сверлильная головка станка могут перемещаться по направляющим колонны вверх и вниз. Сверлильная головка переме-щается вручную и может фиксироваться в нужном положении специальным зажимом.Сбоку плиты А с левой стороны станка смонтирован электродвигатель с насосом И, служащий для подачи смазывающе-охлаждающей жидкости через трубопровод 11 в зону обработки детали, закреплённой на столе станка. Там же расположен электродвигатель Б, связанный червячной передачей с ходовым винтом 9 для механического перемещения стола в вертикальном направлении.
Управление станком
Пусковая и защитная аппаратура электрической схемы размеще-на в станине под крышкой 8. Включение электродвигателя Б станка с червячной передачей и ходовым винтом 9 для механического подъёма или опускания стола с обрабатываемой заготовкой осуще-ствляется переключателем 7, расположенным с правой стороны на крышке 8 станины. Включение и отключение электродвигателя Е

Рис. 2.2. Общий вид вертикально-сверлильного станка 2НI18
осуществляется нажатием соответствующих кнопок на пусковом щитке Ж. Переключение скоростей вращения шпинделя осуще-ствляется рукояткой 5, расположенной по лицевой стороне свер-лильной головки. Эта рукоятка имеет три положения по окружности и три вдоль оси. Вокруг оси вращения рукоятки размещена таблица с указанием чисел оборотов шпинделя. Для установления требуемого числа оборотов шпинделя рукоятку 5 поворачивают по окружности и перемещают ее вдоль оси поворота до совпадения указателя с над-писью соответствующего числа оборотов. На станке можно работать с ручной и механической подачей шпинделя на заданную глубину, а при нарезании резьбы с автоматическим реверсированием шпинделя также на заданной глубине. Для отсчета обработки на заданную глу-бину служит лимб 6. Ручное перемещение шпинделя осуществляется вращением штурвала 3, а для механической подачи необходимо нажать кнопку 10. Для переключения подач служит рукоятка 4, которая имеет три положения по окружности и два по оси. Эта рукоятка расположена под рукояткой переключения чисел оборотов шпинделя 5. Требуемая величина подачи устанавливается по таблице, размещенной под рукояткой 4, аналогично переключению чисел оборотов шпинделя. Поворот рукояток 4 и 5 допускается только после полной остановки вращения шпинделя нажатием кнопки «Стоп» щитка Ж. После настройки на заданное значения оборотов шпинделя и подачи станок включается нажатием кнопок «Вправо» или «Влево».
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 12
- Оборудование для изготовления литейных форм.
Машинная формовка применяется при изготовлении песчаных форм в крупносерийном и массовом производстве средних и мелких отливок. Литейные формы, изготовленные на формовочных машинах, имеют более равномерное уплотнение, большую прочность и лучшую газопроницаемость. Процесс изготовления формы при машинной формовке состоит из следующих механизированных операций: наполнение опоки формовочной смесью, уплотнение смеси в опоке, удаление модели из формы, сборка формы, транспортировка формы к месту заливки конвейером.
Приготовленная единая формовочная смесь транспортерами подается в бункер, расположенный над формовочной машиной. Наполняются опоки формовочной смесью из бункера дозатором, выдающим определенную порцию смеси.
Способы машинной формовки
По способу уплотнения формовочной смеси различают машины
прессовые, встряхивающие, пескодувные и пескометные, а по способу удаления моделей из формы — машины со штифтовым подъемом, с поворотной плитой и перекидным столом.
Изготовление форм на прессовых машинах. Эти машины наиболее производительны, так как уплотнение формовочной смеси длится всего 4…5 сек. Применяют прессовые машины с нижним и верхним прессованием.
На рис. 1.1, а показана схема верхнего прессования. Траверса 6, ккоторой крепится прессовая колодка 5, может отводиться в сторону. На столе машины 1 закреплена модельная плита 2. Под действием сжатого воздуха стол поднимается вверх, и прессовая колодка впрессовывает формовочную смесь в опоку 3 из наполнительной рамки 4.
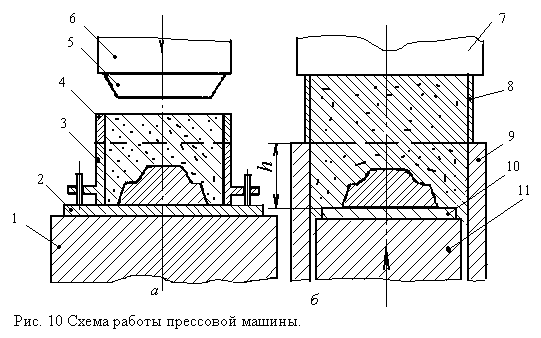
Рис. 1.1. Схема работы прессовой машины
На рис. 1.1, б изображена схема нижнего прессования. Она применяется для формовки невысоких опок до 200…250 мм; использование более высоких опок нецелесообразно из-за неравномерного уплотнения смеси по высоте. Прессовый стол 11 с укрепленной на нем модельной плитой 10 поднимается внутри неподвижного стола 9, входит в опоку 8 и уплотняет формовочную смесь. Опока располагается между неподвижным столом и траверсой 7. Ход стола должен точно равняться высоте h, чтобы плоскость разъема модели после уплотнения совпала с плоскостью разъема формы.
Следует отметить, что формовочная смесь на прессовых машинах уплотняется неравномерно: так, при нижнем прессовании смесь, прилегающая к модели, уплотняется сильно, а при верхнем — слабо. Более распространены машины с верхним прессованием, благодаря своей простоте и долговечности. В прессовых машинах иногда совмещают прессование с вибрацией, что улучшает равномерность уплотнения смеси по высоте опоки.
Изготовление форм на встряхивающих машинах. Встряхивающие формовочные машины считаются универсальными, так как их применяют для встряхивания полуформ массой от 100 кг до 40 т.

Рис. 1.2. Схема работы встряхивающей машины: а – исходное положение; б – подъем стола с опокой
На столе формовочной машины закрепляют модельную плиту 1 с моделью, на нее устанавливают опоку и заполняют формовочной смесью (рис. 1.2, а). Под действием сжатого воздуха, поступающего по трубопроводу 2, стол машины поднимается на высоту 50…60 мм (рис. 1.2,
Встряхивающие машины также неравномерно уплотняют смесь по высоте опоки: больше у модели, меньше — вверху опоки. Поэтому на встряхивающих машинах дополнительно подпрессовы-вают верхнюю часть полуформы. Недостатком встряхивающих машин является большой шум при работе.
Изготовление форм при помощи пескомета. Пескометы выполняют одновременно две операции: наполнение опоки формовочной смесью и ее уплотнение. Они весьма производительны. Если при работе ручной трамбовкой производи-тельность формовщика составляет всего 0,5…0,6 м3/чуплотненной формовочной смеси, на формовочных машинах — 8…10 м3/ч, то при использовании пескометов производительность возрастает до 12…13 м3/ч. Поэтому их применяют для набивки крупных и средних опок.
В метательной головке 6 на ось насажен ротор с лопаткой 4, совершающий 1450 об/мин (рис. 1. 3).

Рис. 1.3. Схема работы стационарного пескомета (а), метательная головка (б).
При вращении лопатка захватывает отдельные порции формовочной смеси, подаваемой транспортером 3, и с силой бросает их в опоку 5. Благодаря высокой скорости падения смесь в опоке уплотняется. Большой рукав пескомета 7 может поворачиваться вокруг вертикальной оси на необходимый угол. Малый рукав 8 с метательной головкой 6 также поворачивается вокруг вертикальной оси. На большом рукаве установлен бункер 1 и ленточный транспортер 2, а на малом — смонтирован транспортер 3. Смесь из бункера 1 подается на транспортер 2, далее по транспортеру 3 в метательную головку 6. Формовщик может перемещать метательную головку в горизонтальной плоскости в любом направлении над опокой. Пескометами достигается равномерное уплотнение формовочной смеси по всей высоте опоки.
Удаление модели из формы при машинной формовке. При ручной формовке перед удалением из формы модель несколько расталкивается, что нарушает конфигурацию получаемой полости и приводит к снижению точности получаемых отливок. При машинной формовке расталкивать модель не надо, так как она легко удаляется из формы специальными приспособлениями.
Для удаления модели из невысоких опок применяются машины со штифтовым подъемом. После уплотнения смеси (рис. 1.4, а) опока 1 снимается с модельной плиты при помощи перемещающихся вверх четырех штифтов 2, проходящих через отверстия в закрепленной на столе 4 модельной плите.

Рис. 1.4. Способы удаления модели из формы при машинной формовке:
а – штифтовым подъёмом опоки; б – протягиванием модели через протяжную плиту вниз; в – поворотной плитой; г – перекидным столом
На рис. 1.4, б изображена схема протяжки модели, имеющей три высоких ребра, расположенных на небольшом расстоянии друг от друга. При съеме такой формы с помощью штифтов земляной провисающий болван 3 (образованный ребрами) может обвалиться. Во избежание этого модель сделана из двух частей: неподвижной 1, укрепленной на модельной плите, и подвижных ребер 2, которые после набивки опоки опускаются вниз, протягиваясь через вырезы в модельной плите. Так как болван 3 при протяжке поддерживается снизу, то он не обваливается.
При формовке нижних опок для удаления моделей применяют поворотные плиты (рис. 1.4, в). После уплотнения смеси поворотная плита 1 с закрепленной на ней опокой 2 переворачивается на 180° (правое положение на рис. 1.4, в). Затем рабочий стол машины 4 поднимается вверх до соприкосновения с полуформой. Опоку открепляют от поворотной плиты, стол с полуформой двигается вниз, а модельная плита 3 остается на поворотной плите. Затем полуформа в рабочем положении (разъемом вверх) транспортируется конвейером к месту сборки.
На рис. 1.4, г приведена схема удаления модели из формы при помощи перекидного стола 1. Такая схема получила применение при формовке крупных форм с высокими болванами.
Машинная формовка стержней. При серийном и массовом производстве стержни изготавливают машинным способом. При этом резко возрастает производительность работ и повышается точность стержней. В зависимости от способа уплотнения стержневой смеси машины делят на мундштучные, прессовые, встряхивающие, пескодувные, пескострельные и пескометы.
Мундштучные машины используются при изготовлении стержней, имеющих постоянное сечение по длине. Стержневая смесь 4 выдавливается шнеком 1 через сменный мундштук 2, и получаю-щийся стержень 3 разрезают на куски необходимой длины. Недостатком мундштучных машин является то, что на них нельзя применять каркасы. Поэтому на мундштучных машинах изготовляют стержни диаметром не более 20…100 мм.
Автоматическая безопочная формовка используется при изготовлении форм для мелких отливок из серого, ковкого и высокопрочного чугунов и стали в серийном и массовом производствах. Изготовление литейных форм осуществляется на высокопроизводительных пескодувно-прессовых автоматических линиях (рис. 1.9). Правая модельная плита 1 закрепляется на прессовой машине, левая модельная плита 3 – на плите противодавления. Модельные плиты 1, 3, боковые стенки и головка 2 образуют формовочную камеру (рис. 1.9, а), которая заполняется формовочной смесью под действием сжатого воздуха под давлением 0,5…1,0 МПа.

Рис. 1.9. Схема процесса изготовления безопочных литейных форм на автоматических машинах
После этого формовочная смесь прессуется плунжером 4 под давлением до 2,0 МПа. Модельная плита 3 отходит влево и поворачивается в горизонтальное положение, а уплотненный ком формовочной смеси плунжером 4 проталкивается до соприкосновения с предыдущим комом, образуя полость 5 (рис. 1.9, б). В результате получается непрервыный ряд форм, которые заливают расплавленным металлом из ковша 6. После затвердевания и охлаждения отливок формы подаются на выбивную решетку, где отливки 7 освобождаются от формовочной смеси. Смесь поступает на переработку и повторное использование, а отливки – в обрубное отделение.
Автоматическая формовочная линия. Имеются автоматы, выполненные в виде карусельного станка с несколькими рабочими местами. Если автомат шестипозиционный, то через определенное время осуществляется поворот карусели на 1/6 часть оборота. Процесс формовки состоит из отдельных операций, которые выполняются во время коротких остановок карусели во всех шести позициях одновременно.
В первой позиции на карусель устанавливают пустые опоки; во второй —опоки автоматически заполняются формовочной смесью; в третьей —смесь уплотняется встряхиванием или прессованием; в четвертой — выполняется допрессовка смеси; в пятой — удаляют модель из полуформы и в шестой позиции полуформу снимают с карусели и отправляют к месту сборки. Производительность таких машин-автоматов достигает 240…300 полуформ в час.
Кроме карусели, вращающейся с кратковременными остановками, есть схемы автоматов с непрерывно вращающейся каруселью. Уплотнение формовочной смеси в этом случае производится пескометом, пескодувными или пескострельными машинами. Такая линия представлена на рис. 1.10. На ней выполняются все операции формовки, заливки и выбивки отливок. На позиции 1 специальным механизмом снимается верхняя опока, которая без формовочной смеси перемещается на позицию 13, нижняя полуформа с формовочной смесью и отливками конвейера 16 с позиции 1 направляется на позицию 2, а затем к механизму 3, где опока освобождается от смеси и отливок. Отливки отправляются в обрубное отделение, а формовочная смесь на переработку. Опоки, очищенные от формовочной смеси, подаются к формовочным автоматам; верхняя – на автомат 12, нижняя – на автомат 4. Смена модельных плит производится с помощью тележек 11.

Рис. 1.10. Схема автоматической формовочной линии
Нижняя полуформа, изготовленная на формовочном автомате 4, кантователем 8 переворачивается на 180° и на позиции 7 устанавли-вается на предварительно очищенную специальными щетками 5 тележку 6 литейного конвейера 16 и подается к механизму спарива-ния полуформ. Верхняя полуформа, изготовленная на автомате 12, по роликовому конвейеру 10 перемещается к позиции 9, где спарива-ется с нижней полуформой. Собранная литейная форма 14 по конве-йеру транспортируется на участок заливки 15. Установка стержней в литейную форму осуществляется во время продвижения ее по конвейеру от позиции 7 к позиции 9. Для увеличения продолжи-тельности охлаждения отливок в залитых формах конвейер выполнен с дополнительной петлей на двух уровнях.
Комплексная механизация и автоматизация, осуществляемая в литейных цехах, в несколько раз снижает общую трудоемкость производственных процессов, значительно увеличивает производи-тельность труда, улучшает качество продукции и обеспечивает непрерывность процесса.
- Маркировка сварочного оборудования.
См. билет №6(2)
- Основные операции, выполняемые на сверлильных станках.
На вертикально-сверлильных станках можно выполнять следую-щие операции:
1.Сверление – получение сквозных и глухих отверстий сверлом в сплошном материале (рис.2.1, а).
2.Рассверливание – обработка предварительно полученных отверстий сверлением, литьём или штамповкой с целью увеличения их диаметра (рис. 2.1, б).
3.Зенкерование позволяет увеличить диаметр отверстия, повысить точность и уменьшить шероховатость просверленных отверстий (рис. 2.1, в). В качестве инструмента используется зенкер, имеющий три винтовые канавки и режущую часть в виде неполного конуса.
Рис. 2.1. Схемы обработки заготовок на вертикально-сверлильных станках
4.Развертывание отверстий, которое обычно производится после зенкерования с целью дальнейшего повышения точности и уменьшения шероховатости отверстия (рис. 2.1, г). Инструментом является развёртка, которая имеет более 4-х канавок, а, следовательно, большее число режущих зубьев, что позволяет получить более высокое качество поверхности отверстия, чем сверление и зенкерование.
5.Нарезание резьбы в отверстиях осуществляется машинными метчиками (рис. 2.1, д) с использованием специального патрона.
6.Зенкование применяется для обработки конических и центровых отверстий с целью увеличения диаметра отверстия на определенную глубину или изменения формы отверстия. В качестве инструмента используются зенковки (рис. 2.1, е, ж).
7.Цекование (подрезка торцов) обеспечивает перпендику-лярность торца обрабатываемой детали относительно оси отверстия. Инструментом является цековка (рис. 2.1, з).
Обрабатываемая заготовка крепится на столе сверлильного станка с помощью различных приспособлений. В качестве приспо-собления используются прижимные планки, машинные тиски, призмы, угольники. Если обработке подвергается большая партия деталей, их крепят в специальных приспособлениях (кондукторах).
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 13
- Устройство КГШП, назначение. Многоручьевые штампы.
Штамп КГШП. Верхняя и нижняя части штампа КГШП представляют собой сборные конструкции, называемые универ-сальным пакетом (рис. 3). Пакет штампа состоит из нижней 1 и верх-ней 6опорных (монтажных) плит. Верхняя плита пакета перемещает-ся соосно нижней плите по направляющим колонкам 2. Верхняя плита крепится болтами к ползуну пресса, а нижняя ‒ к столу. Для этого в опорных плитах штампа предусмотрены пазы под болты. Узел направляющей колонки состоит из направляющей втулки 5, сальника 4, нижней крышки 3, защитной шайбы 7. Для размещения колонок в верхней и нижней опорных плитах предусмотрены специальные приливы (рис. 3, б).
Ручьи штампов КГШП. Деформирующими элементами в штампах КГШП являются верхние и нижние штамповые вставки 14. Для штамповки круглых в плане поковок используют чаще цилиндрические штамповые вставки I, II, III, а для удлинённых поковок – призматические. Вставки имеют отверстия, по которым перемещаются верхние и нижние выталкиватели 11, предназначенные для удаления поковки после штамповки. Наиболее надёжное крепление цилиндрических вставок достигается использованием прижимных планок 8 и клемм 12. Для поджатия вставок в радиальном направлении прижимные клеммы имеют скошенную грань, которая опирается в ответный паз опорных плит и при затягивании болтов прижимается к вставкам. Канавка для облоя, в отличие от молотовых штампов, выполняется с открытым магазином, чтобы избежать соударения верхней и нижней частей штампов во время работы или при наладке. Соударение штампов может привести к поломке пресса. На рис. 3 показана конструкция штампа с центральным выталкивателем.
| Рис. 12.7. Схема штампа КГШП: а — разрез штампа; б — вид сверху
|
| Рис. 12.7. Схема штампа КГШП: а — разрез штампа; б — вид сверху
|
| Рис. 12.7. Схема штампа КГШП: а — разрез штампа; б — вид сверху
|
В штампах КГШП конструируют ручьи, аналогичные ручьям на молотовых штампах. Могут быть также ручьи для обрезки облоя и просечки отверстий. Отрубной нож, как правило, не используют. Как правило, штамповую вставку изготовляют с одним ручьём. Поэтому количество ручьёв соответствует количеству переходов и
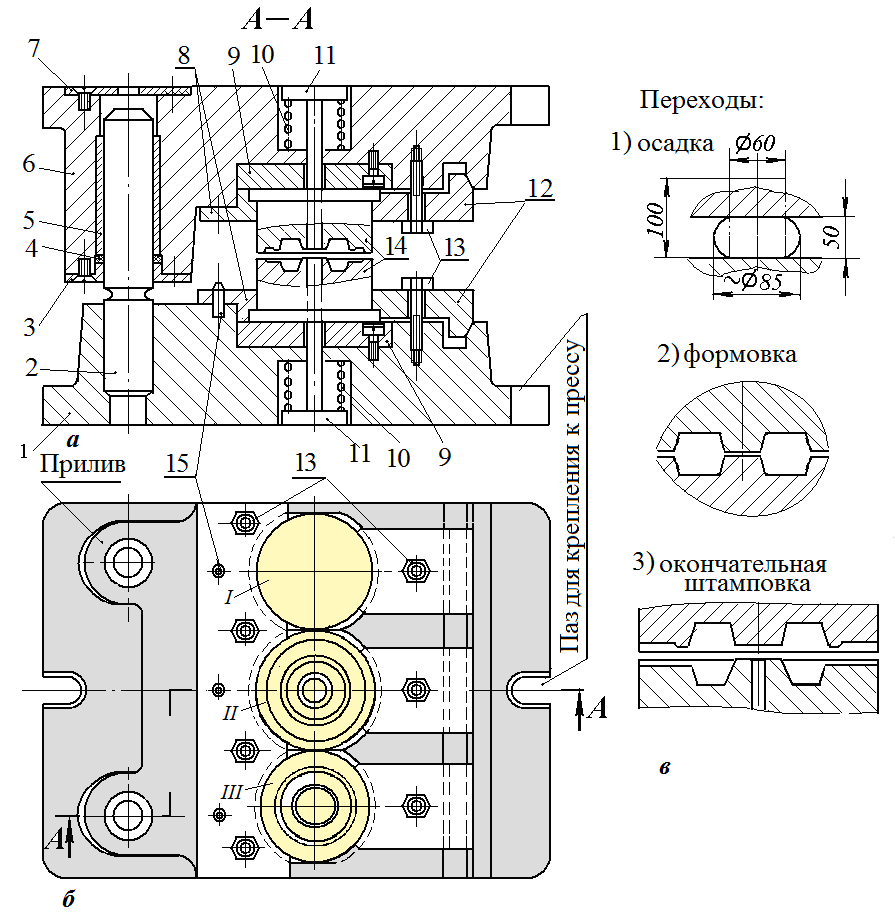
Рис. 3. Штамп КГШП для изготовления поковки детали типа «втулка»: а – разрез штампа; б – вид сверху (при снятом верхнем штампе); в –переходы штамповки; 1–нижняя опорная плита; 2–колонка напра-вляющая; 3 – крышка нижняя; 4 – сальник; 5 – втулка направляющая; 7–шайба защитная; 8–планка прижимная; 9–плита подштамповая; 10 –пружина; 11–выта-лкиватели; 12 – клеммы прижимные; 13 – болты; 14 – вставки; 15 – штыри центрирующие; I, II, III – вставки
штамповых вставок. Вставки опираются на общую подштамповую плиту 9. Вставку с окончательным ручьем II располагают в центре пакета, а площадку для осадки I и формовочный ручей III – по краям. При штамповке на КГШП имеются те же технологические отходы, что и при штамповке на молоте. Штамповкой на КГШП получают поковки разнообразной формы, включая заготовки для цилиндри-ческих и конических шестерен с зубом, для деталей с хвостовиками (клапаны двигателей, цапфы поворотных кулаков и т. п.) из различ-ных деформируемых сплавов.






