

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Интересное:
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Штамп – технологическая оснастка, посредством которой заго-товка приобретает форму и размеры, соответствующие поверхности или контуру рабочих элементов (ручьёв) штампа. Таким образом, штамп по существу является инструментом, имеющим ручьи, в кото-рых происходит формоизменение исходной заготовки путём пла-стической деформации с целью получения поковки.
Молотовой штамп (рис. 2) состоит из двух половинок, которые в процессе работы испытывают динамические нагрузки. Изменение формы заготовки в одном ручье называется переходом штамповки (рис. 2, в). После каждого перехода форма заготовки приближается к форме получаемой поковки. Поэтому чем сложнее форма поковки, тем больше ручьев должен иметь штамп.
Ручьи молотовых штампов. По назначению ручьи молотовых штампов (рис. 2, г) делятся на заготовительные, штамповочные и отрубные. При штамповке в заготовительных ручьях происходит перераспределение объема металла с целью приближения формы заготовки к форме поковки. Ониделятся на: протяжной – для удлине-ния заготовки за чёт уменьшения площади её поперечного сечения; пережимной – для уменьшения высоты и увеличения ширины на малом участке заготовки; подкатной – для значительного увеличения площади поперечного сечения заготовки (набора металла) в одних местах и уменьшения сечения в других; гибочный – для изгиба заго-товки вдоль оси. Для отдельных типов поковок штампы могут иметь площадку для осадки или расплющивания и высадочный ручей. Вид и количество заготовительных ручьев выбирают в зависимости от формы поковки.
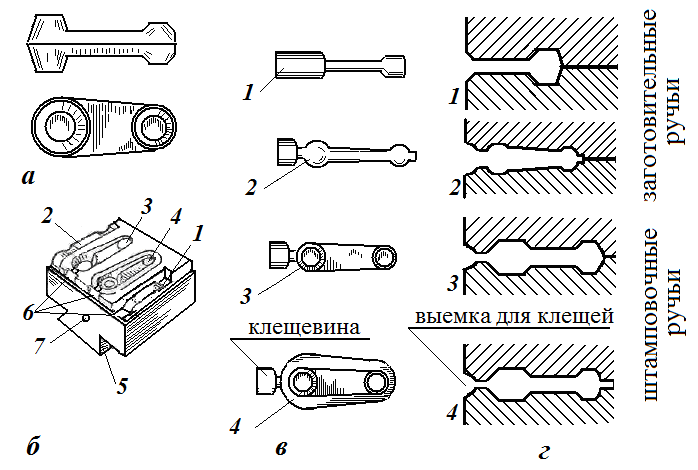 Рис. 2. Многоручьевой молотовой штамп для штамповки шатуна плашмя: а – поковка шатунапосле обрезки облоя; б – штамп: 1 – протяжной ручей; 2 – подкатной ручей; 3 – предварительный (формовочный) ручей;
4 – окончательный (чистовой) ручей; 5 – хвостовик; 6 – выемки для клещей; 7 – отверстие для транспортировки; в – переходы штамповки: 1 –протяжка;
2 –подкатка; 3 – штамповка в предварительном ручье; 4 – штамповка в око-
нчательном ручье; г - ручьи штампа в сечении: 1 – протяжной; 2 – подкатной;
3 – предварительный; 4 – окончательный
Рис. 2. Многоручьевой молотовой штамп для штамповки шатуна плашмя: а – поковка шатунапосле обрезки облоя; б – штамп: 1 – протяжной ручей; 2 – подкатной ручей; 3 – предварительный (формовочный) ручей;
4 – окончательный (чистовой) ручей; 5 – хвостовик; 6 – выемки для клещей; 7 – отверстие для транспортировки; в – переходы штамповки: 1 –протяжка;
2 –подкатка; 3 – штамповка в предварительном ручье; 4 – штамповка в око-
нчательном ручье; г - ручьи штампа в сечении: 1 – протяжной; 2 – подкатной;
3 – предварительный; 4 – окончательный
|
|
|
В штамповочных ручьях происходит окончательное оформление поковки. Штамповочные ручьи делятся на предварительный (черновой) и окончательный (чистовой). Предварительный ручей применяется при штамповке поковок сложной формы и он предотвращает быстрый износ окончательного (чистового) ручья. В предварительном ручье заготовка принимает форму поковки с несколько увеличенными размерами, за счет отсутствия облоя. Окончательный ручей предна-значен для получения поковки, соответствующей чертежу и техни-ческим условиям на её изготовление. Он имеет облойную канавку по всему контуру. При штамповке в окончательном ручье возникают большие усилия деформирования, поэтому во избежание перекоса штампа окончательный штамповочный ручейрасполагается по центру штампа или как можно с меньшим смещением от него.
В передней части штампа выполняют выемку, предназначенную для размещения части прутка или клещей, которыми удерживают заготовку при штамповке.
Отрубными ручьями в молотовых штампах являются ножи. Штамповкой на молотах получают поковки преимущественно в открытых штампах, из различных деформируемых сплавов. Переходы штамповки коромысла клапана в открытом штампе на молотах показаны в приложении 1.
См билет 1(2)

На рис. показана кинематическая схема универсального горизонтально-фрезерного станка 6М82. Привод главного движения заимствуется от электродвигателя 69 и осуществляется 18-ступенчатой коробкой скоростей. Вращение от вала 1 с помощью зубчатых колес 1—2 передается на одну из трех пар колес 3—4, 5—6 или 7—8. Отсюда одна из передачи 9—10, 11—12 или 4—13 сообщает движение валу IV, а последний по цепи колес 14—15 или 16—17 — шпинделю V. Частота вращения шпинделя изменяется переключением колес 3—5—7, 10—13—12 и 14—16.
|
|
Привод механизма подачи расположен внутри консоли. Электродвигатель 63 с помощью передач 18—19, 20—21 вращает вал VIII и далее через зубчатые колеса 22—23, 24—25 или 26—27, 27—28, 29—30 или 31—32 вращение передается валу X. Отсюда движение на вал XI может быть передано через пару колес 33—34 (колесо 33 смещается вправо для сцепления с муфтой 75) или через перебор, состоящий из колес 35—36, 37—33 и 33—34 (при этом колесо 33 занимает положение, показанное на схеме). Широкое колесо 34 свободно насажено на вал и передает ему вращение при включении муфты 64. При включении дисковой фрикционной муфты 67 вал XI может получить быстрое вращение, необходимое для осуществления ускоренных ходов. Цепь быстрого вращения состоит из групп передач 18—19, 19—52 и 52—53. Муфты 67 и 64 сблокированы и имеют один орган управления; при включении- первой муфты вторая выключается и наоборот. Подачи стола осуществляются с помощью винтовых механизмов: продольная 54—55, поперечная 56—57 и вертикальная 58—59. Гайка 55 закреплена в верхних салазках, гайка 57 — в консоли, гайка 59 — в тумбе 66. Цепь продольной подачи соединяет вал XI с ходовым винтом 54. Она состоит из передач 38—39, 40—41—42, 43—44, 45—46 (на схеме винт 54 повернут на 90° относительно оси колес 44 и 45; его ось перпендикулярна к плоскости чертежа).
Цепь поперечной подачи состоит из зубчатых колес 38— 39, 40—41—42—47. Цепь вертикальной подачи включает в себя зубчатые колеса 38—39, 40—41, 48—49 и 50—51. Для включения и выключения подач служат муфты 62, 65 и 70.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 14
3.15.2.Оборудование для волочения. Машины, на которых выполняются операции волочения, называются волочильными станами. Волочильные станы в зависимости от принципа работы тянущего устройства могут быть двух видов: с прямолинейным движением металла и с наматыванием обрабатываемого металла на барабан. Станы с прямолинейным движением обрабатываемой заготовки применяют для волочения или калибровки прутков, труб и других изделий, не подвергаемых сматыванию в бунты. К таким типам станов относятся цепные и реечные волочильные станы. Станы с наматыванием металла в бунты применяют для волочения проволоки, специальных профилей и труб небольшого диаметра. В зависимости от числа барабанов и характера их работы эти станы бывают: 1) однократные; 2) многократные, работающие со скольжением; 3) многократные, работающие без скольжения; 4) многократные, работающие с противонатяжением.
|
|
Однократными называются волочильные станы (рис. 3.68), в которых волочение осуществляется в один проход, а многократными — станы, в которых металл подвергается непрерывному волочению в несколько проходов.

Рис. 3.68 Схема однократного волочильного стана: 1-ведомый барабан (фигурка); 2 –волоко; 3 – ведомый брабан (фигурка); 4 - привод
Современные волочильные и калибровочные цехи имеют по 15— 20 станов разной мощности и представляют собой целый комплекс оборудования, состоящий из различных агрегатов, обеспечивающих возможность всех технологических операций, связанных с подготовкой металла к волочению, термической обработкой, отделкой и, наконец, упаковкой.
Рассмотрим конструкции основных типов волочильных станов.
Волочильные цепные станы предназначены для волочения прутков, труб и различных фасонных профилей. По конструктивной схеме большинство цепных волочильных станов одинаково и отличается только степенью механизации отдельных операций.
Волочильный цепной стан, представленный на рис. 3.69 состоит из станины 1 на одном конце которой установлена стойка 2, в которой укрепляют волоку и неприводную звездочку 3, а на другом конце устанавливают приводную звездочку 4. Между этими звездочками натянута бесконечная цепь 5, верхняя часть которой движется по направлению от волоки к приводной звездочке. Движение цепи осуществляется вращением звездочки 4, которая приводится от двигателя 6 через редуктор 7.
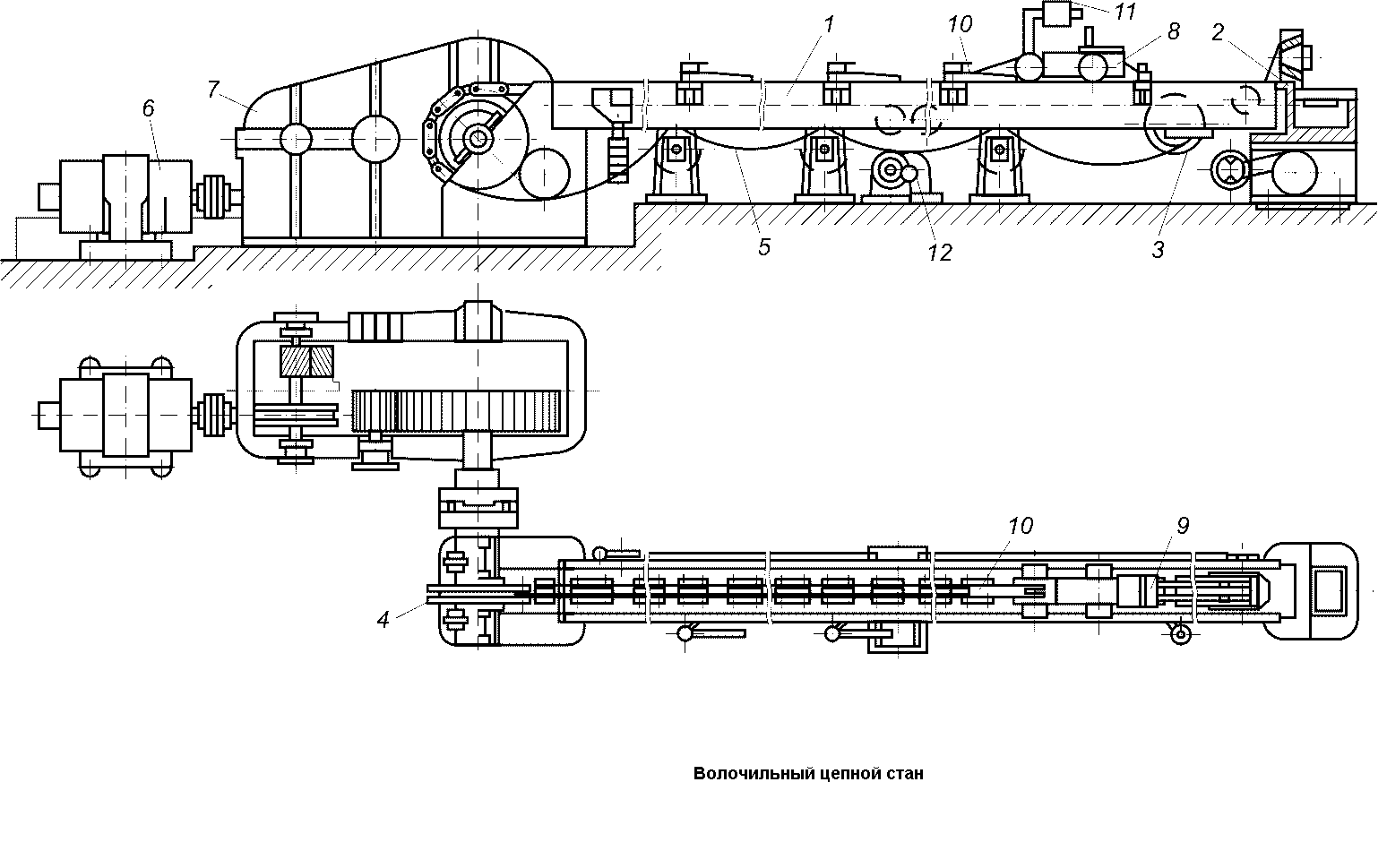
Рис. 3.69 Волочильный цепной стан
По направляющим верхней части станины движется на катках тележка 8 для захвата переднего конца металла, протягиваемого через волоку. На тележке смонтированы клещи 9 и крюк 10, который с помощью рычага 11 зацепляется за палец одного из звеньев цепи. Рычажную передачу между крюком и клещами обеспечивает зажим клещами переднего конца протягиваемого металла с силой, пропорциональной усилию волочения. Таким образом достигается захват обрабатываемого металла.
|
|
Когда протягиваемый пруток целиком пройдет через волоку, тогда тележка за счет упругих сил цепи получает импульс, благодаря которому ее скорость становится несколько больше скорости движения цепи. В момент ускорения тележки крюк 10 освобождает палец цепи и под действием груза 11 поднимается, освобождая тем самым тележку от цепи. При помощи специального механизма 12 тележка возвращается в исходное положение к стойке волоки и процесс повторяется.
Усилие волочения у таких станов составляет от 5 кН (500 кгс) до 1,5 МН (150 тс), длина волочения — от 25 до 50 м, скорость, волочения 0,5—1 м/с.
Реечный волочильный стан отличается от цепного типом привода и его расположением. В одном случае рейка прикреплена к тележке, а привод установлен стационарно, в другом рейки закреплены неподвижно на станине стана, а привод установлен на тянущей тележке.
Станы со стационарным приводом строят для волочения профилей больших сечений и для одновременного волочения нескольких прутков. Станы с подвижным приводом строят только для волочения небольших сечений. Волочильные станы с наматыванием обрабатываемого материала на барабан бывают, как уже отмечалось, однократного и многократного волочения. Станы однократного волочения барабанного типа используют главным образом для волочения проволоки и круглого материала диаметром от 4 до 25 мм и некоторых специальных профилей и труб небольшого диаметра. Такие станы бывают с горизонтальными барабанами и со скользящими вдоль барабана клещами и с перемещающейся вдоль оси барабана волокой. Как в первой, так и во второй конструкциях изделия укладывают на барабане только в один ряд, что ограничивает емкость барабана, т. е. массу бунта.

Рис. 3.70 Схемы волочильных станов, работающих со скольжением с передаточными шестернями разного диаметра (а) и с различными диаметрами роликов (б):
1 — двигатель; 2 — передаточные шестерни; 3 — волока; 4 — тяговые ролики; 5 — фигурка с проволокой; 6 — тяговый барабан
Наибольшее применение в проволочном производстве имеют машины многократного волочения, работающие со скольжением и без скольжения. На рис. 3.70, а показана схема стана со скольжением, у которого для увеличения скорости проволоки установлены передаточные шестерни различного диаметра при одинаковых тяговых роликах. На рис. 3.70, б приведена схема стана, у которого увеличение скорости проволоки происходит за счет разности диаметров ступеней у роликов и за счет того, что правый ролик делает больше оборотов, чем левый.
|
|
Станы многократного волочения со скольжением, как видно из приведенных схем, устроены весьма просто, однако их устойчивость в работе может нарушаться при износе волок. В результате происходят обрывы проволоки. Кроме того, при скольжении проволока может перерезать ролики. Поэтому для указанных станов необходим тщательный расчет маршрутов волочения.
Станы многократного волочения без скольжения бывают непрерывно-петлевого, непрерывно-прямоточного и магазинного типов. У станов непрерывно-петлевого типа (рис.3.71, а) проволока последовательно проходит через волоку 1, тяговый ролик 2, натяжной ролик 4, направляющий ролик 3, снова через волоку и т. д. На тяговом ролике 2 всегда находится неизменное число (7—10) витков проволоки, что исключает ее скольжение по ролику.

Рис. 3.71 Схемы волочильных станов, работающих без скольжения непрерывно-петлевого типа (а) и магазинного типа (б): 1 — волоки; 2 — тяговые ролики — барабаны; 3 — направляющие ролики; 4 — натяжные ролики; 5 — пружины; 6 — уравнительные рычаги; 7 — зубчатые секторы; 8 — реостаты
Положение подвижного натяжного ролика 4 зависит от действия пружины 5 и усилия волочения, создаваемого тяговым роликом. Скорости тяговых роликов и, следовательно, натяжение проволоки регулируются автоматически при помощи натяжного ролика 4, уравнительного рычага 6, зубчатого сектора 7 и реостата 8. В зависимости от положения рычага реостата число оборотов предыдущего электродвигателя уменьшается или увеличивается, а следовательно, увеличивается или уменьшается натяжение проволоки. Благодаря натяжным роликам машины петлевого типа работают с противонатяжением. У непрерывно-прямоточных станов проволока переходит с одного ролика на другой без натяжных или направляющих роликов, а скорости регулируются под действием усилия волочения на тяговые ролики. Такие станы применяют преимущественно для волочения толстой проволоки.
У станов без скольжения магазинного типа (рис. 3.71, б) на барабанах 2 обычно имеется значительный запас проволоки, за счет которого можно временно останавливать и вновь пускать отдельные барабаны, не прекращая работу всего стана. В случае остановки какого-либо промежуточного барабана запас проволоки на предыдущем барабане увеличивается, а работа последующего барабана продолжается до тех пор, пока имеется проволока на остановленном барабане. Обычно окружные скорости барабанов таких станов рассчитывают так, чтобы запас проволоки на каком-либо барабане несколько превышал количество проволоки, которое может протянуть последующий барабан.
На многократных волочильных станах кратность волочения принимают от 2 до 25 в зависимости от протягиваемого металла, требуемых конечных размеров и механических свойств протягиваемой проволоки.
Волочение, как правило, осуществляют в холодном состоянии. Исходными заготовками служат прокатанные или прессованные прутки и трубы из стали, цветных металлов и их сплавов. Волочение труб можно выполнять с оправкой для уменьшения внешнего диаметра и толщины стенки рис. 3. 66, в и без оправки для уменьшения внешнего диаметра рис. 3. 66, а. При волочении трубы на оправке профиль полученной трубы определяется зазором менаду волокой 1 и оправкой 2.
 Рис. 3.66. Схемы волочения прутка (а), трубы на короткой неподвижной оправке (б) и трубы без оправки (в): 1 - волочильная матрица (волоко), 2 - оправка, 3 – изделие (Зорчев)
Рис. 3.66. Схемы волочения прутка (а), трубы на короткой неподвижной оправке (б) и трубы без оправки (в): 1 - волочильная матрица (волоко), 2 - оправка, 3 – изделие (Зорчев)
|
Ручная формовка применяется при единичном производстве отливок (ремонтное литье, уникальные единичные отливки). Например, необходимо изготовить отливку, эскиз которой представлен на рис. 2.3, а. Модель чаще изготавливают из дерева, как наиболее дешевого легко обрабатываемого материала. Размеры модели должны быть больше размеров отливки на величину литейной усадки металла и припуска на механическую обработку (если таковая предусмотрена).
В рассматриваемом случае наиболее простой является формовка по цельной, неразъемной модели. Модельные плиты могут быть деревянными или легкими металлическими. Модель 1 устанавливается на модельную плиту 2, где помещают опоку 3 (рис. 2.3, б). Поверхность модели и плиты посыпают разделительным составом (сухим песком) для уменьшения прилипания смеси к оснастке. Затем на модель насыпают формовочную смесь, уплотняя ее трамбовкой (ручной или пневматической). Уплотнение повышает прочность формовочной смеси. После уплотнения смеси счищают "ее излишки, опоку вместе со смесью и моделью снимают с модельной плиты, одновременно поворачивая полуформу на 180°, в нескольких местах ее прокалывают стальной проволокой с заостренным концом (душником) для создания вентиляционных каналов. На перевернутую опоку устанавливают вторую опоку 4 таких же размеров в свету, модели стояка с воронкой 5 и выпора 6 (рис. 2.3, в), после чего "в опоку насыпают формовочную смесь и уплотняют ее.

Рис. 2.3. Эскиз отливки (а); технологических операций формовки (б, в) и собранной формы (г – вид сверху при снятой верхней форме): 1 – модель; 2 – модельная плите; 3 – опока нижняя; 4 – опока верхняя; 5 – модель стояка с чашей; 6 – модель выпора; 7 – каналы вентиляционные
По расположению при заливке формы металлом эта опока называется опокой верха. В верхней полуформе душником накалывают вентиляционные каналы 7. Далее из формы удаляют модели отливки, стояка, и выпора. Для этого после извлечения моделей стояка и выпора снимают верхнюю полуформу, одновременно поворачивая ее на 180°. Модель, находящуюся в нижней полуформе, осторожно расталкивая, извлекают. От отпечатка модели стояка в нижней полуформе вручную прорезают канал, через который во время заливки жидкий металл пойдет от стояка в полость формы. Подобный канал прорезают и к выпору. Устраняют возможные дефекты формы, возникшие при извлечении моделей и других операциях, обдувают обе полуформы сухим сжатым воздухом для удаления возможного засора и производят сборку формы. Готовая форма показана на рис. 2.3, г. Для получения более высокого качества поверхности отливок используют два вида формовочной смеси: облицовочную и наполнительную. Облицовочной смесью формируют слой формы толщиной 10…50 мм, с которым непосредственно соприкасается жидкий металл во время его заливки и последующего охлаждения. Для уменьшения физико-химического взаимодействия между металлом и материалом формы в состав облицовочной смеси вводят более огнеупорные материалы.
Кроме рассмотренного способа применяется формовка в почве, в двух опоках с разъемной моделью, с отъемными частями модели, по шаблонам, по контрольным сечениям и др.
Кроме уплотняемых смесей в настоящее время применяют жидкие самотвердеющие смеси (ЖСС). Опоки или стержневые ящики заполняются смесью, способной течь подобно жидкости. Вместо обычного уплотнения трамбовкой применяется небольшое доуплотнение вибрацией на специальном вибростенде. Вследствие наличия в составе смеси материалов, инициирующих процесс отверждения связующего, формы и стержни затвердевают и через некоторое время приобретают прочность, достаточную для осуществления дальнейших технологических операций.
Формовка по разъемной модели в парных опоках начинается с изготовления нижней полуформы и производится в такой последова-тельности.
1. Нижнюю половину модели (без центрирующих шипов) устанавливают плоскостью разъема вниз на подмодельную доску, припыливают модельной пудрой и накрывают нижней опокой (рис. П 2, а).
2. Через сито просеивают облицовочную смесь, покрывая модель слоем толщиной 15 … 20 мм, а остальную часть опоки засыпают с избытком наполнительной смесью.

Рис. П 2. Последовательность операций при формовке вручную
3. Уплотняют смесь ручной трамбовкой (сначала острым, а затем плоским ее концом).
4. Линейкой срезают излишки формовочной смеси заподлицо с опокой.
5. Иглой накалывают вентиляционные каналы (рис. П 2, б).
6. Набитую нижнюю опоку переворачивают на 180°.
7. На нижнюю полумодель устанавливают верхнюю полумодель и припыливают ее.
8. Плоскость разъема формы посыпают разделительным сухим песком.
9. На нижнюю опоку по штырям накладывают верхнюю опоку.
10. Устанавливают модели шлакоуловителя, стояка и выпора (рис. П.1, в).
11. Просеивают облицовочную смесь, уплотняя ее руками вокруг модели литниковой системы.
12. Засыпают верхнюю опоку с избытком наполнительной смесью.
13. Уплотняют формовочную смесь трамбовкой и линейкой срезают излишки смеси заподлицо с верхней опокой.
14. Иглой накалывают вентиляционные каналы в верхней полуформе и ложкой вырезают возле стояка литниковую чашу и гладилкой сглаживают е поверхность (рис. П 2, д).
15. Снимают верхнюю опоку и переворачивают на 180° (рис. П 2, е).
16. Кистью смачивают формовочную смесь вокруг полумоделей.
17. Подъемником полумодели расталкивают в стороны и осто-рожно удаляют из форм.
18. В нижней полуформе прорезают питатели.
19. Форму отделывают, поправляют и выглаживают инструмен-том.
20. Устанавливают в нижнюю полуформу готовые стержни так, чтобы знаковые части стержня опирались на знаковые части формы. Накрывают верхней полуформой (рис. П 2, ж). Общий вид отливки с литниковой системой показан на рис. П 2, з.
Классификация М. с. Осуществляется по следующим признакам.
1. По специализации различают М. с. универсальные для выполнения разнообразных операций на изделиях широкой номенклатуры; широкого назначения для выполнения ограниченного числа операций на изделиях широкой номенклатуры; специализированные для обработки однотипных изделий разных размеров; специальные для обработки изделий одного типоразмера; агрегатные — специальные, состоящие из нормализованных деталей, узлов, силовых головок.
М. с. могут быть с ручным управлением (загрузка и установка заготовок, пуск, переключение режима обработки, холостые движения, снятие изделия — вручную), а также иметь различную степень автоматизации: полуавтоматы (установка заготовок, пуск, снятие изделия — вручную, остальные движения цикла обработки — автоматически), автоматы (все рабочие и холостые движения производятся автоматически, человек осуществляет контроль за циклом работы); могут составлять автоматические линии (группа автоматов, объединённая системой транспортировки заготовок от одного к другому); иметь числовое программное управление (все рабочие и холостые движения обеспечиваются заранее закодированной программой, введённой в М. с. и посылающей преобразованные импульсы на исполнительные и управляющие механизмы).
2. По точности различают 5 классов М. с:
Н — нормальной точности (например, большинство универсальных М. с);
П — повышенной точности (на базе Н), В — высокой точности, А — особо высокой точности (прецизионные), С — особо точные, или мастер-станки.
3. По массе:
М. с. бывают лёгкие (до 1 т), средние (до 10 т), тяжёлые (свыше 10 т), уникальные (свыше 100 т).
4. В зависимости от характера выполняемых работ и применяемого режущего инструмента принята единая система классификации и условного обозначения М. с. (табл.), разработанная в ЭНИМС.
Все М. с. делятся на группы, которые, в свою очередь, разбиваются на типы. По этой классификации каждому М. с. серийного производства присваивается шифр (индекс), который образуется, как правило, числом из 3 или 4 цифр; первая цифра указывает группу, вторая — тип, третья и четвёртая характеризуют важнейшие размеры М. с. или обрабатываемого на нём изделия. Например, шифр 2150 обозначает вертикально-сверлильный станок с максимальным диаметром сверления 50 мм. После модернизации М. с. в его шифр за первой цифрой добавляется какая-либо буква. Например, шифр 1К62 обозначает модернизированный токарно-винторезный станок с высотой центров 200 мм. Модификация (видоизменение) базовой модели обозначается введением какой-либо буквы в конце шифра. Например, 6Н12К обозначает модификацию модернизированного консольного вертикально-фрезерного станка.

ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 15
В зависимости от материала, из которого изготовлены формы, они бывают разовые, неоднократно – и многократно используемые.
Разовые формы служат для изготовления только одной отливки. При извлечении отливки форма разрушается. Разовые формы изго-товляются из песчано-глинистой, песчано-смоляной и других смесей.
Неоднократно используемые формы (полупостоянные) изготовляют из высокоогнеупорных материалов (шамота, магнезита и др.). Эти формы выдерживают несколько десятков заливок.
Многократно используемые формы (постоянные), к которым относятся металлические формы. Их изготовляют из сплавов различных металлов. В такой форме может быть получено от нескольких сотен до десятков и сотен тысяч отливок.
В настоящее время для получения большинства отливок (около 80 %) используют песчаные формы. На рис. 3.1 изображены эскизы отливки, модели, стержня и разовой литейной формы. Форма состоит из двух полуформ 5 и 6, которые своими внутренними поверхностями и стержнем 4 образуют полость 7. Газопроницаемость смеси в форме повышают накалыванием вентиляционных каналов 10.

Рис. 3.1. Эскизы отливки (а), модели (б), стержня (в) и литейной формы (г) в сборе
Для вывода газов и воздуха из формы при ее заливке изготавливают выпор 3, по которому одновременно ведут контроль заполнения формы металлом.
 Рис. 3.2. Литниковая система
Рис. 3.2. Литниковая система
|
Литниковая чаша служит для приема жидкого металла из ковша, частичного удержания шлака и передачи металла в стояк. В ней ослабляется динамический напор струи и частично отделяется от металла шлак. С целью экономии металла при производстве мелкого литья чашу заменяют конической воронкой.
Стояк 2 – вертикальный канал кру-глого, овального или иного сечения, который служит для передачи расплава из чаши к шлакоуловителю.
Шлакоуловитель 3в сечении бывает коническим или трапецеидаль-ным. Его располагают в верхней поло-вине формы. В шлакоуловителе металл тормозится, так как сечение его больше, чем у питателей. В результате этого шлаковые и земляные включения успе-вают всплыть на поверхность металла и задержаться в шлакоуловителе. Чаша, стояк и шлакоуловитель располагаются в верхней полуформе.
Питатель 4служит для подвода жидкого металла непосред-ственно в полость формы. В зависимости от конфигурации отливки может быть несколько питателей. Питатель располагается в нижней полуформе.
Во избежание брака в отливках литниковая система должна быть заполнена жидким металлом на протяжении всего времени заливки формы. Разрыв струи приводит кзасасыванию воздуха и шлака в полость формы и к образованию оксидных плен. Для обеспечения непрерывности заливаемого металла между элементами литниковой системы соблюдается определенное соотношение.
Для формирования внутренних полостей в отливках используют стержни (рис. 3.1, в). Стержни при заливке формы испытывают значительную тепловую и механическую нагрузку со стороны заливаемого сплава. Поэтому они изготавливаются из смесей, содержащих специальные крепители. Для их изготовления применя-ются стержневые ящики.
|
|
|

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!