

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Топ:
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Наиболее распространенным режущим инструментом при сверлении являются спиральные сверла.

Рис. 5.24. Спиральные свёрла: а – части сверла; б – геометрические элементы сверла; в – сверло с отверстиями для охлаждения режущих кромок; 1 – передняя поверхность лезвия; 2 – главная режущая кромка; 3 – вспомогательная режущая кромка; 4 - главная задняя поверхность лезвия; 5 – вспомогательная задняя поверхность; 6 – вершина лезвия.
Спиральное сверло (рис. 5.24, а) состоит из рабочей части I, шейки III и хвостовика IV. Рабочая часть, в свою очередь подразделяется на режущую II и направляющую или центрирующую. В направляющей части сверла расположены две спиральные канавки, в каждой из которых имеется передняя поверхность лезвия 1 (рис. 5.24, б), они контактируют в процессе резания со срезаемым слоем и стружкой; при заточке сверла образуется главная режущая кромка К, т. е. часть режущей кромки, формирующей большую сторону сечения срезаемого слоя. Вспомогательная режущая кромка служит для уменьшения шероховатости поверхности, образованной главными режущими кромками. Сверло имеет главную заднюю поверхность лезвия 4, примыкающую к главной режущей кромке, и вспомогательную заднюю поверхность 5, примыкающую к вспомогательной режущей кромке. Пересечение главной режущей кромки и образующей винтовой канавки формирует вершину лезвия 6.
Сверлильные и расточные станки. Станки сверлильной группы подразделяются на вертикально-сверлильные, радиально-сверлильные, горизонтально-расточные, одношпиндельные и многошпиндельные полуавтоматы, координатно-расточные, расточные, алмазно-расточные, горизонтально-сверлильные для глубокого сверления и специализированные сверлильные станки.
|
|
Указанные типы станков сверлильной группы имеют несколько моделей (см. табл. 5.1). Например, одношпиндельные вертикально-сверлильные станки имеют модели 2135, 2А135, 2Н135, 2А150 и т. д., а модернизированные станки этой серии – модели 2Н135А, 2Н150 и т. д.; радиально-сверлильные станки имеют модели 255, 2А53, 2А55, 2В56 и т. д., а новые 2Н55, 2Н57, 2Н58 и т.д.; координатно-расточные модели 2450, 2В460, алмазно-расточные модели 2712А и т. д.
На рис. 5.25 показан одношпиндельный вертикально-сверлильный станок модели 2Н135А. На фундаментной плите 1 крепится станина 9. В верхней части станины расположен электродвигатель 6 мощность 4,5 кВт, который сообщает сверлу 3, укрепленному в нижней части шпинделя 4, главное движение резания Dr (вращательное) через коробку скоростей, расположенную в консольной части станка, называемой шпиндельной головкой 5. Движение подачи Ds (поступательное вдоль оси) сверло получает от коробки передач, укрепленной в подвижном кронштейне 7.
Вертикальное перемещение шпинделя и сверла может осуществляться механически по задуманному режиму от коробки подач или вручную при помощи штурвала 8. Обрабатываемую заготовку в зависимости от ее формы и размеров укрепляют на столе 2 в машинных тисках, кондукторах или иных приспособлениях. При помощи рукоятки 10 стол может перемещаться в вертикальном направлении. В станке предусмотрена возможность сверления отверстий на заданную глубину с автоматическим отключением подачи.
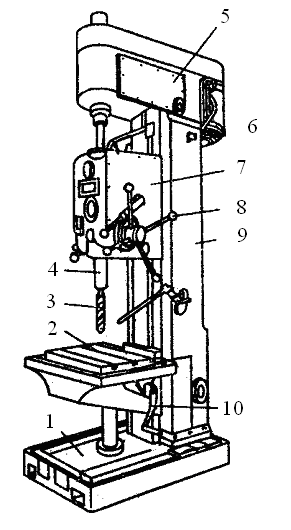
Рис. 5.25. Одношпиндельный вертикально-сверлильный станок модели 2Н135
На вертикально-сверлильном станке модели 2Н135А можно сверлить отверстия диаметром до 50 мм и глубиной до 300 мм. Эти станки имеют широкий диапазон частот вращения шпинделя и подач, поэтому применяются не только для сверления, но также для растачивания (зенкерования) и нарезания внутренней резьбы. Выбор наивыгоднейшей скорости главного движения резания при сверлении и других видах обработки отверстий осуществляют подбором соответствующей частоты вращения шпинделя.
|
|
На рис 5.26 показан общий вид радиально-сверлильного станка модели 2М55. Эти станки используют для сверления отверстий в крупных заготовках, установка которых на столе вертикально-сверлильного станка невозможна или неудобна. Обрабатываемую заготовку устанавливают на столе 5 или непосредственно на фундаментной плите 1. Сверло 6 закрепляют в шпинделе станка 7, а затем устанавливают относительно заготовки, поворачивая траверсу 3 вместе с поворотной колонной 2 и перемещая шпиндельную головку 4 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Главное движение n – вращение шпинделя, а движение подачи S в – осевое перемещение шпинделя.

Рис. 5.26. Общий вид радиально – сверлильного станка модели 2М55
На станке можно получить 12 различных частот вращения шпинделя (от 20 до 2000 мин -1) и восемь различных подач (0,056…2,5 мм/об).
Для получения отверстий путем сверления, зенкерования, расточки или развертывания в крупных литых заготовках применяют расточные станки, котроые бывают горизонтально- и вертикально-расточные. На рис 5.27 показан общий вид горизонтально-расточного станка модели 262Г.

Рис. 5.27. Общий вид горизонтально- расточного станка модели 262Г
На литой станине 1 укреплена передняя стойка 2, по направляющем которой может вертикально перемещаться шпиндельная бабка 3 с горизонтально расположенным шпинделем 4, который получает главное (вращательное) движение резания (12,5 … 1600 мин-1) и осевую (2,2…1760 мм/мин) подачу, параллельную плоскости стола. На шпинделе закрепляется борт-штанга с расточным резцом, второй конец поддерживается специальным люнетом 6 задней стойки 7. Обрабатываемую деталь (литые крупные корпуса редукторов, станины, массивные блоки двигателей и т. д.) укрепляют на столе 5, имеющем продольную и поперечную подачи. Движения подач на станке осуществляется как вручную, так и механически. Во время расточки отверстий вершина резца описывает круговую траекторию и вместе со шпинделем получает продольную подачу. Иногда продольную подачу сообщают обрабатываемой заготовкой вместе со столом; в этом случае шпиндель и резец получают только вращательное движение. Растачивание отверстий может производиться как резцами, установленными в борт-штанге, так и сверлами, зенкерами и развертками, закрепляемыми в шпинделе станка.
|
|
Трансформаторы типа ТС и ТСК представляют собой передвижные понижающие трансформаторы стержневого типа с повышенной индуктивностью рассеяния. Они предназначены для ручной дуговой сварки и наплавки, могут применяться для сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
Трансформаторы типа ТС, ТСК не имеют подвижных сердечников, склонных к вибрации, поэтому они работают почти бесшумно. Регулирование сварочного тока осуществляется изменением расстояния между подвижной I и неподвижной II катушками (рис, 95, в). При удалении подвижной катушки от неподвижной увеличиваются магнитные потоки рассеяния и индуктивное сопротивление обмоток. Каждому положению подвижной катушки соответствует своя внешняя характеристика. Чем дальше находятся друг от друга катушки, тем большее число магнитных силовых линий будет замыкаться через воздушные пространства, не захватывая второй обмотки, и тем круче будет внешняя характеристика. Напряжение холостого хода в трансформаторах этого типа при сдвинутых катушках на 1,5-2 В больше номинального значения (60-65 В).
Конструкция трансформатора ТС-500 и внешние вольт-амперные характеристики показаны на рис. 95, а, б, технические данные трансформаторов ТС и ТСК приведены в табл. 24.

Рис. 95. Схема конструкции трансформатора ТС-500 (а), его внешние вольт-амперные характеристики (б) и магнитная схема (в):
1 - механизм регулирования сварочного тока, 2 - зажимы низкого напряжения, 3 - подвижная катушка, 4 - магнитопровод, 5 - неподвижная катушка, 6 - кожух, 7 - регулировочный винт, 8 - зажимы высокого напряжения, 9 - крышка, I - подвижная, II - неподвижная катушка
Цепь нарезания резьбы. Для нарезания резьбы заданного шага необходимо, чтобы за один оборот заготовки инструмент переместился на величину, равную шагу нарезаемой резьбы. Для выполнения этого условия существует орган настройки станка в виде гитары сменных шестерён.
|
|
При нарезании резьбы вращение ходовому валу 56 от вала ХI передается включением муфты М4. Уравнение кинематического баланса винторезной цепи имеет вид:

|  (правая) (правая)
| |||
| 1об.шп. · | · | ∙ i г∙ i к.п. ∙ t х.в =Т,мм (3.4) | ||
 ∙ ∙  ∙ ∙  ∙ ∙ 
|  ∙ ∙  (левая) (левая)
|
где i г, i к.п. - передаточные отношения гитары сменных шестерен и коробки передач;
t х.в. = 6 мм – шаг ходового винта;
T – шаг нарезаемой резьбы в мм.
Передаточное отношение гитары сменных шестерен i г при нарезании метрических и дюймовых резьб для данного станка определяется отношением
iг =  , (3.5),
, (3.5),
а при нарезании модульных и питчевых резьб:
iг =  . (3.6)
. (3.6)
Следует отметить, что большинство универсальных токарно-винторезных станков требует расчёта чисел зубьев сменных шестерён гитары (а, b, с и d) и её настройки при нарезании резьб заданного шага. В общем случае цепь нарезания резьбы имеет постоянную передачу между шпинделем и гитарой с постоянным передаточным отношением i пост = z 1/ z 2 (рис. 3.2).

| Рис. 3.2. Гитара сменных шестерен токарно-винторезного станка |
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ № 19
 Рис. 3. 43. Схемы штамповки полых изделий на гидравлическом прессе:
Рис. 3. 43. Схемы штамповки полых изделий на гидравлическом прессе:
|
а — прошивкой сплошной заготовки, б — протяжкой через кольцо предварительно прошитой заготовки; / — матрица. 2 — пуансон, 3 — кольцо, 4 — изделие, 5 — выталкиватель
Для горячей объемной штамповки широко применяются также горизонтально-ковочные машины. Из схемы (рис. 3.44) видно, что ГКМ представляет собой механический пресс с горизонтальным направлением деформирующего усилия. В кинематической схеме ГКМ кроме основного кривошипно-шатунного механизма 1, 2 имеется рычажной зажимной механизм 9, 10, 12. Последний обеспечивает зажим не деформируемой части заготовки, предотвращая тем самым ее выталкивание из штампа горизонтальным усилием Г КМ.
Штамп ГКМ состоит из трех частей: блока пуансонов 4 и двух матриц - неподвижной 6 и подвижной 8. Блок пуансонов крепится в главном ползуне 3, неподвижная матрица 6- в станине, а подвижная матрица 8- в зажимном ползуне. Штамп имеет два разъема: один — между блоком пуансонов и матрицами, второй между матрицами. Причем плоскость разъема между матрицами может быть вертикальной и горизонтальной. Все дальнейшие сведения относятся к ГКМ с вертикальным разъемом матриц, как получившим наибольшее распространение.
Взаимодействие механизмов ГКМ и частей штампа в процессе штамповки осуществляется по следующей схеме (см. рис. 3.44). Заготовку- пруток 7 закладывают в зажимную часть ручья неподвижной матрицы 6 и подают вперед до упора 5. Часть прутка длиной L в, выходящая за пределы зажимной части ручья, называется высаживаемой частью заготовки. Такое расположение механизмов машины, частей штампа и заготовки предшествует включению машины на рабочий ход и обозначено на схеме, как “положение а ”. Включением машины на рабочий ход механизмы и части штампа приводятся последовательно в “положения б и в ”. В начальной стадии поворота коленчатого вала 1 кулачок 11 через ролик 13 приводит в движение механизм 9.Зажимной механизм перемещает матрицу 8 в рабочее положение и осуществляет плотный зажим заготовки о длине L з. После этого упор 5 отходит, а пуансон 4 приходит в соприкосновение с торцом прутка 7 (“положение б ”). При дальнейшем движении пуансона деформируется высаживаемая часть прутка, заполняя полость ручья (“положение в ”). IIри обратном ходе машины из полости ручья удаляется пуансон 4, затем отходит матрица 8, а упор 5 устанавливается в исходное положение. Как только начинается отход подвижной матрицы, штамповщик вынимает пруток с высаженным концом из ручья и перекладывает в следующий ручей. Цикл повторяется.
|
|
ГКМ с вертикальным разъемом матриц изготавливают по ГОСТ 7023—70 двенадцати типоразмеров с усилием от 1 до 31,5 МН.
Операции, выполняемые на ГКМ. По характеру течения металла операции, выполняемые на ГКМ, можно разделить на высадку (рис.3.44, а), прошивку (рис. 3.44, б), пробивку (рис. 3.44, в) и отрезку (рас. 3.44, г). При высадке на конце прутка 3 или на каком-то его участке получают утолщения той или иной формы. При этом необходимо соблюдать правило высадки, согласно которому длина высаживаемой части L в не должна превышать двух с половиной диаметров заготовки D 0 (см. рис. 3.44). В противном случае может произойти продольный изгиб и зажим заготовки.
При прошивке на конце прутка получают глухую полость. При пробивке происходит отделение высаженной и прошитой поковки от прутка. В этом случае высаженная часть упирается в ножи б матриц, а пруток остается свободным (рис. 3.45, в). Пуансон 5 с плоским торцом и режущей кромкой внедряется в дно отверстия поковки, пробивает отверстие насквозь и отталкивает пруток от поковки. Поковка остается на пуансоне, а затем снимается с него заплечиками матриц 2 и 4 и выпадает из штампа. Выполнение на ГКМ перечисленных выше операций обеспечивает получение поковок, имеющих форму: а) стержня неограниченной длины с утолщением или фланцем на конце; б) колец и втулок; в) стаканов. В случае а) для каждой используется отдельная заготовка определенной длины. В случаях б) и в) штамповку ведут «от прутка». Это означает, что на конце прутка, предназначенного для получения нескольких поковок формируется поковка и отделяется от него; б — посредством пробивки, в —посредством отрезки. Затем формируется и отделяется следующая. После отделения последней поковки остается концевой отход необходимый для зажима заготовки.

| Рис. 3.44 Схема штамповки на горизонтально-ковочной машине (вид сверху) |
| Рис. 3.45 Схемы основных операций штамповки на горизонтально-ковочной машине (вид на разрезы сверху): 1 – упор; 2 – неподвижная матрица; 3 – пруток; 4 – подвижная матрица; 5 – пуансон; 6, 7 – ножи. |

Наличие двух разъемов штампа обеспечивает свободное удаление поковок в сводит к минимуму необходимость штамповочных уклонов. Уклоны предусматриваются только в кольцевых углублениях или на кольцевых выступах рабочей части ручьев матриц на поверхностях, перпендикулярных оси главного ползуна; в полостях наборyых пуансонов и на поверхностях прошивных и пробивных пуансонов параллельных оси главного ползуна.
В процессе штамповки на ГКМ штамповщик перемещает заготовку в вертикальной плоскости из ручья в ручей. При этом деформирование заготовки за каждый рабочий ход осуществляется только в одном ручье. Если применить соответствующий манипулятор, то можно производить штамповку за каждый рабочий ход во всех или нескольких ручьях одновременно (высадка фланца полуоси на ВАЗе).
Нагрев перед штамповкой на ГКМ производится или в специализированных пламенных щелевых печах или в индукторах, причем нагревается только высаживаемая часть заготовки.
Объем заготовки зависит от типа поковки. При штамповке поковок типа стержня с утолщением на конце (см. рис. 3..45, а) нагреву и деформированию подвергается только высаживаемая часть заготовки Lв, показанная на рис.3.44, а пунктиром. Объем заготовки составит:
V заг = V в + V т,
где V в— объем высаживаемой части заготовки с учетом отходов; объем стержня поковки.
При штамповке поковок колец, втулок и стаканов объем заготовки на одну поковку составит: V заг= V п+ V уг. (штамповка ведется, как правило, в закрытом штампе). В этом случае объем металла V заг идет на формообразование поковки. Для обеспечения зажима заготовки матрицами штамповку ведут от прутка. Заготовки отрезаются с расчетом на то, что из них будет изготовлено n колец и останется концевой отход объемом V к, необходимый для зажима заготовки при штамповке последней поковки:
Учитывая все сказанное, можно сделать вывод, что штамповка на ГКМ имеет свои преимущества и недостатки. К преимуществам следует отнести:
1) возможность получения поковок с длинным стержнем и утолщением на конце (см. рис. 3.44, а), которые на другом оборудовании изготавливать нерационально;
2) экономия металла при получении поковок типа колец в втулок (см. рис. 3.5, б) за счет отсутствия пленок и штамповочных уклонов;
З) более высокая точность поковок, чем на молотах за счет лучшего направления частей инструмента и постоянной величины хода ГКМ.
Недостатки: 1) меньшая универсальность по сравнению с молотами и прессами: штамповка поковок только в торец, относительно небольшая масса поковок, преимущественно до 150 кг; 2) необходимость очистки заготовки от окалины или применение безокислительного нагрева; З) высокая стоимость ГКМ.
В настоящее время широко распространена электроконтактная сварка. Этот вид сварки является основным при изготовлении кузовов автомобилестроении, корпусов потребительских товаров (холодильников, стиральных машин, электроприборов и т. п.).
Электроконтактная сваркаотносится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов - пластическая деформация, в ходе которой формируется сварное соединение.
Место соединения разогревается проходящим по металлу электрическим током до пластического состояния или до расплавления, причем максимальное количество теплоты выделяется в месте сварочного контакта, после чего свариваемые детали сжимаются внешним усилием, что обеспечивает их сваривание. Количество выделяемой теплоты определяется законом Джоуля- Ленца:
Q»I2R τ,
где Q - количество теплоты, выделяемой в сварочном контуре, Дж;
R - полное электросопротивление сварочного контура, Ом;
I - сварочный ток, А;
τ - время протекания тока, с.
Полное электросопротивление сварочного контура R постоит из электросопротивлений выступающих концов L свариваемых заготовок Rзаг, сварочного контакта Rк и электросопротивления между электродами и заготовками Rэл, т.е.
R»Rзаг+Rк+Rэл
Время сварки - от долей секунды до нескольких десятков секунд в зависимости от способа контактной сварки, силы тока и размеров свариваемых деталей.
Полное электросопротивление сварочного контура R, Ом, состоит из свариваемых заготовок Rзаг сопротивления между электродами и заготовками Rэл, т. е.
R»Rзаг+Rэл.
По типу свариваемого соединения, определяющего вид сварочной машины, различают: стыковую, точечную, рельефную, Т-образную, шовную (роликовую).
Конденсаторная сварка -вид аккумулированной сварки. Энергия в конденсаторах накапливается при их зарядке от источника постоянного тока, а затем в процессе их разрядки преобразуется в теплоту, используемую для сварки. Конденсаторную сварку применяют в производстве электроизмерительных и авиационных приборов, часовых механизмов, фотоаппаратов, радиоламп и т.д.
К оборудованию для конденсаторной сварки предъявляют требования стабильности электрических характеристик и точной дозировки тока, а также стабильности сил сжатия. Конденсаторные машины обычно состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора, переключателя тока, разных вспомогательных устройств.
Делительные головки применяют для периодического поворота обрабатываемой заготовки на любые равные и неравные части окружности, что позволяет фрезеровать зубчатые колеса с прямыми зубьями, шестигранники, шлицевые валики и т. п. Они используются также для передачи непрерывного вращательного движения заготовке, согласованного с подачей стола. При этом на наружных поверхностях заготовок обрабатываются винтовые канавки или винтовые поверхности.
Если шпиндель делительной головки повернуть относительно стола в вертикальной плоскости, то можно обрабатывать конические зубчатые колеса и конические развёртки.
На рис. 3.6 показана схема обработки зубчатого колеса с использованием делительной головки.
Заготовка 1 закреплена на оправке в центрах 4 шпинделя делительной головки 2 и задней бабки 3. Прорезание впадины колеса проводят дисковой модульной фрезой, которая совершает главное вращательное движение резания, а стол совершает движение подачи. После обработки очередной впадины между зубьями стол возвращают в исходное положение, а заготовку с помощью делительной головки поворачивают на угол, соответствующий шагу зубьев зубчатого колеса.

Рис. 3.6. Обработка заготовок с помощью делительной головки
Поворот заготовки со шпинделем совершают рукояткой 5, положение которой фиксируется в одном из концентрически расположенных отверстий диска 6, введением в него пружинного фиксатора.
2.5. Способы деления заготовки [5]
Делительная головка УДГД - 200 позволяет осуществлять периодический поворот (деление) заготовки тремя способами: непосредственным, простым, дифференциальным, а также непрерыв-ное вращение заготовки в случае фрезерования косозубых колес или спиральных канавок.
Непосредственное деление. Для осуществленияделения необходимо расцепить червячную передачу z 1/z2, иначе не удастся провернуть шпиндель. Для этого освобождаем болты 12 стяжных дуг 13 и поворотом рукоятки 14 расцепляем червячную передачу (см. рис. 3.4). Шестерни гитары «х» также должны быть расцеплены. После этого поворачиваем шпиндель с заготовкой на необходимый угол и вводим фиксатор 16 в одно из отверстий диска 2. Этот способ допускает деление окружности на части кратные 24, т. е. на 2, 3, 4, 6, 8, 12 и 24 части.
Пример 1. Допустим необходимо разделить заготовку на 8 частей. При этом необходимый поворот заготовки составляет 24/8=3 промежутка. Это означает, что для того, чтобы повернуть заготовку со шпинделем на 1/8 часть необходимо разомкнуть фиксатор 3 от лобового делительного диска 2, повернуть обхватив руками патрон шпиндель 1 с заготовкой, одновременно отсчитывая три промежутка по лимбу делительного диска непосредственного деления 2 и в четвёртое отверстие ввести фиксатор 3 (рис. 3.5).
Простое деление. Для его осуществления необходимо, чтобы фиксатор 3 и шестерни гитары «х» были расцеплены, червячная пара была в зацеплении, а диск 10 был неподвижен за счёт закрепления к корпусу защелкой 13. При простом делении поворот шпинделя с заготовкой осуществляется при вращении рукоятки 11 (при разомкнутом фиксаторе 12) через цилиндрическую z6/z7 и червячную z 5/ z 4 передачи (см. рис. 3.5).
Если заготовку необходимо разделить на Z частей, то для поворота шпинделя на одно деление необходимо рукоятку повернуть на число оборотов n, определяемое по формуле:
 , (1)
, (1)
где число N – характеристика делительной головки, равное числу зубьев червячного колеса z 0. Она показывает сколько оборотов рукоятке необходимо совершить для одного оборота шпинделя;
Z–число частей, на которое нужно разделить заготовку.
| Рис. 3.5. Кинема-тическая схема де-лительной головки УДГД - 200 |

Количество оборотов найденное по формуле (1), заменяется простой дробью n = C/B таким образом, чтобы знаменатель дроби В был равен количеству отверстий одного из рядов окружностей делительного диска. На этот ряд отверстий перемещается фиксатор, а затем, отсчитывая количество промежутков между отверстиями, равное числителю дроби С, он устанавливается с помощью рукоятки в нужное отверстие этого ряда.
Пример 2. Требуется разделить заготовку на Z=28 частей.
Находим число оборотов рукоятки для поворота шпинделя на одно деление
 .
.
На делительном диске имеется ряд с числом отверстий 21, поэтому умножаем числитель и знаменатель дроби на 3, получаем число  . Следовательно, для поворота заготовки на 1/28 часть необходимо рукоятке сообщить один полный оборот и по ряду окружности с числом отверстий 21 отсчитать 9 промежутков, довернуть рукоятку и затем в десятое отверстие ввести фиксатор 12.
. Следовательно, для поворота заготовки на 1/28 часть необходимо рукоятке сообщить один полный оборот и по ряду окружности с числом отверстий 21 отсчитать 9 промежутков, довернуть рукоятку и затем в десятое отверстие ввести фиксатор 12.
Для поворота рукоятки на 9/21 при последующих делениях можно пользоваться раздвижным сектором, состоящим из двух линеек 5 (см. рис. 3.4). Сектор устанавливается так, чтобы по ряду 21 между линейками было число промежутков 9 или отверстий 10, т. е. на одно больше числа в числителе. После выполнения операций деления сектор поворачивается до упора одной линейкой в фиксатор, тогда другая линейка покажет место остановки фиксатора при последующем делении.
Дифференциальный способ деления применяется в том случае, когда число отверстий на делительном диске не обеспечивает простое деление на какое – то число Z. В этом случае подбирается фиктивное число Zx близкое к заданному числу деления Z, но на которое можно разделить простым способом. Число оборотов рукоятки n для поворота шпинделя на 1/Z часть оборота определяется так же, как и при простом делении по формуле
 . (2)
. (2)
При этом получается погрешность в делении заготовки, так как деление осуществляется не на заданное число Z, а на принятое Zx. Для устранения возникшей погрешности используется гитара сменных шестерён «x» с зубчатыми колёсами а, б, с, е, д. Для её сборки на оправку 11 устанавливается колесо а, а на оправку 10 (см. рис. 3.4) – колесо д. Колёса б, с, е устанавливают на приклад гитары 14 (см. рис. 3.5). Возникшая погрешность компенсируется поворотом делительного диска через гитару «x» и зубчатые колеса 8 и 9 (см. рис. 3.5) при вращении рукоятки, а шпиндель при этом повернется на 1/ Z часть оборота. Передаточное отношение гитары «x» определяется по формуле:
 (3)
(3)
Полученную дробь k / l необходимо преобразовать таким образом, чтобы получить четыре зубчатых колеса a, b, c, d гитары сменных шестерён, которые содержались бы в наборе делительной головки. В набор делительной головки входят шестерни с числами зубьев: 25, 30, 35, 40, 50, 55, 60, 65, 70, 75, 80, 85, 90,100.
Для определения числа зубьев зубчатых колес a, b, c, d гитары «х» можно пользоваться способом разделения на простые сомножители. При этом передаточное отношение, представленное в виде простой дроби А/В, заменяется сомножителями. Сокращая сомножители или вводя новые, получают в числителе и знаменателе четыре числа a / b, c / d, соответствующие числам зубьев зубчатых колёс, имеющимся в наборе делительной головки.
При подборе зубчатых колес необходимо обеспечивать условия сцепляемости, которые для двухпарной гитары выражаются следую-щим образом (см. рис. 3.5):
a + b > c+15;
с + d > b +15.
Если принятое число Zx>Z, то диск вращается в ту же сторону, что и рукоятка. При Z x< Z вращение диска должно осуществляться в обратную сторону. В этом случае для достижения вращения рукоятки и делительного диска в обратном направлении необходимо ввести в зацепление зубчатых колёс гитары «х» промежуточное зубчатое колесо «е». Тогда передаточное отношение гитары примет вид:
 .
.
При введении дополнительного колеса «e» в зацепление гитары второе условие сцепляемости не проверяется.
После деления заготовки одним из способов шпиндель головки должен быть закреплен с помощью стопора 9 (рис. 3.4).
Пример 3. Требуется разделить заготовку на 103 части. Принимаем приближенное число Z x, близкое к Z и удовлетворяющее условию простого деления, т. е. Z x=100.
Находим число оборотов рукоятки для поворота шпинделя на одно деление
 .
.
Определяем передаточное отношение гитары «х»

Дробь получилась отрицательной, поэтому в гитару необходимо ввести промежуточное зубчатое колесо «e»:

Таким образом, для поворота заготовки на 1/103 часть нужно рукоятку с фиксатором повернуть на 12 промежутков по ряду окружности с числом отверстий, равным 30. Для компенсации ошибки, которая получается при делении на 103 части вместо 100 частей, необходимо настроить гитару сменных зубчатых колёс с числами зубьев a = 80, b = 100, c = 90, d = 60. Промежуточная шестерня e = 25 выбирается из того же набора, но должна отличаться по значению от других шестерён гитары.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №20
Сущность метода состоит в том, что жидким металлом принудительно (под давлением) заполняют металлическую пресс-форму. Принудительное питание отливки жидким металлом устраняет образование усадочных раковин, рыхлот и пустот и дает возможность отказаться от прибылей. Ускоренная кристаллизация отливки способствует образованию мелкозернистой структуры и повышает ее механические свойства. Благодаря внешнему давлению растворенные в металле газы не выделяются и остаются в растворе, что снижает газовую пористость, повышает плотность, а следовательно, и прочность отливок. Детали, отлитые под давлением, обладают высокой точностью (10…12 квалитет точности) и шероховатостью поверхностей отливки Rz > 10 мкм. Поэтому в большинстве случаев они не нуждаются в механической обработке и направляются непосредственно на сборку. Литьем под давлением можно изготовить отливки с глубокими полостями, малыми отверстиями (диаметром до 2 мм),резьбой и толщиной стенок до 0,5 мм. К преимуществам этого вида литья также относится высокая производительность и взаимозаменяемость получаемых деталей. Металлические пресс-формы довольно сложны и дороги. Поэтому этот метод применяется в массовом производстве для получения тонкостенных отливок небольшой массы (до 50 кг) из цветных сплавов, обладающих сравнительно невысокой температурой плавления.
Литье под давлением осуществляется на специальных машинах, основными узлами которых являются: камера сжатия, металлическая пресс-форма и устройство для выталкивания отливок. По способу создаваемого давления машины делят на поршневые (широко используемые в практике) и компрессорные. Поршневые гидравлические машины бывают с горячей и холодной камерами сжатия. Машины с горячей камерой сжатия применяются в основном для получения отливок из сплавов с низкой температурой заливки (на основе цинка, олова, свинца), а с холодной камерой сжатия — для получения отливок из всех цветных сплавов. Устройство и работа поршневых машин. Поршневые машины могут быть выполнены с вертикальной и горизонтальной камерой сжатия.
На машинах с вертикальной холодной камерой сжатия камера отделена от печи с расплавленным металлом (рис. 2.2, а).

Рис. 2.2. Поршневые машины для литья под давлением с холодной камерой сжатия
Сплав 2 заливают мерной ложкой в камеру сжатия 3 (положениеI). Верхний поршень 1, опускаясь, оказывает давление на сплав, а нижний поршень 10, перемещаясь, открывает литниковый канал. Сплав заполняет полость формы, состоящей из двух половин 4 и 5 (положение II). После затвердевания металла подвижная полуформа 4 отходит в сторону, и отливка 7, вместе с литником 8, выталкивается толкателями 6, а излишек металла 9 —поршнем 10 (положение III). Процесс литья под давлением на машине с горизонтальной холодной камерой сжатия (рис. 2.2, б) протекает в той же последовательности.
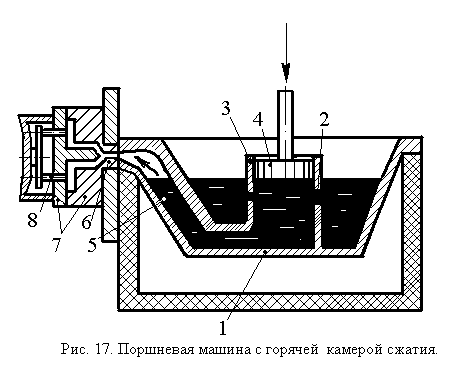 Рис. 2.3. Поршневая машина с горячей камерой прессования
Рис. 2.3. Поршневая машина с горячей камерой прессования
|
В машинах с горячей камерой сжатия камера размещается непосредственно в ванне с жидким металлом и подвержена его воздействию. На рис. 2.3 изображена схема работы такой машины. Чугунный тигель 1 для поддержания постоянной температуры жидкого сплава снизу подогревается. При верхнем положении поршня 4.через отверстие 2 сплав заполняет цилиндр 3 и канал 5. Перед заливкой форма 7 закрывается и конец мундштука 6 заходит в канал 5. При опускании поршень вытесняет сплав из цилиндра и канала в полость формы. После затвердевания отливки поршень поднимается, форма раскрывается, и отливка выталкивается из формы толкателями 8.
К преимуществам машин с горячей камерой сжатия относится возможность большей автоматизации, большая производительность, меньшие потери металла и улучшение условий труда. Однако на них нельзя получать отливки из сплавов с температурой плавления выше 450 °С и, кроме того, поршень, находящийся в расплаве, быстро изнашивается.
В машинах с холодной камерой поршень непродолжительно соприкасается с расплавом и поэтому изнашивается меньше. В этих машинах можно применять большие давления, что обеспечивает хорошую плотность отливок.
См. билет №2(2)
Цепь главного движения
Главным движением токарно-винторезного станка является вращательное движение шпинделя V (заготовки), которое он получает от электродвигателя через систему ремённой и зубчатых передач. Движение от электродвигателя 1 (рис. 3.1) посредством клиноремен-ной передачи со шкивами 2 и 17 предается валу I коробки скоростей. На валу I находится два двойных блока зубчатых колес Б1 с колесами 18 и 19 и Б2 с колесами 22 и 23, которые путем поочередного зацепления
|
|
|

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!