Все лабораторные работы, которые связаны с выбором методов обработки узлов мужской и женской одежды и разработкой технологической документации, выполняются студентами на компьютере с использованием электронной базы данных «Нормы времени на технологические операции изготовления мужской и женской верхней плечевой и поясной одежды по индивидуальным заказам».
Этот электронный документ был создан на кафедре ТКШИ СПбГУСЭ в 2011 году на основании первоисточника «Типовые нормы времени на технологические операции пошива мужской и женской верхней одежды по индивидуальным заказам при организации работ с разделением труда» 1980 года. На базу данных «Нормы времени на технологические операции изготовления мужской и женской верхней плечевой и поясной одежды по индивидуальным заказам» получено свидетельство о государственной регистрации [1].
Разработанная база данных предоставляется в формате *.xls, т.е. это документ Ms Excel. Данная конфигурация БД программного продукта Microsoft Excel является универсальной и может применяться на швейных предприятиях и образовательных учреждениях, в виду удобства использования и произведения расчетов студентами. Документ содержит 9 листов (рисунок 3.1).
Лист «Разделы» представляет собой перечень основных этапов и разделов, каждый из которых соответствует конкретному узлу и (или) методу обработки. Типовые нормы содержат 25 этапов и 162 раздела по верхней одежде пальтово-костюмного ассортимента, а с 26 этапа и 163 раздела перечислены разделы для мужских и женских брюк (рисунок 3.2).
Второй и третий листы базы данных содержат непосредственно нормы времени на технологические операции пошива мужской и женской верхней одежды. Для удобства пользования массивом данных он разделен на две части: лист второй содержит нормы времени на женское и мужское пальто, пиджак и жакет. Третий лист – это нормы времени на обработку брюк (мужских и женских). Всего норматив содержит 3586 записей, что весьма затрудняет поиск нужной информации и способствует нежелательной медлительности в работе. Норматив с нормами времени по брюкам меньше, 717 записей, но это тоже достаточно большой объем данных.

Рисунок 3.1 – Структура электронной базы данных в формате *.xls

Рисунок 3.2 – Разделы в электронной базе данных
Для облегчения пользования массивами данных рекомендуется предварительно по листу «Разделы» выбирать необходимый номер этапа и раздела в соответствии с рассматриваемым узлом и методом обработки одежды. Первый столбец массива данных с нормами времени несет информацию об этапе, второй столбец массива несет информацию о разделе. Используя стандартную функцию Ms Excel «Фильтр» поиска нужных данных – использовать простые фильтры. В учебной версии базы данных фильтры уже предустановленны, причем для всех столбцов таблицы с нормами времени.


Рисунок 3.3 – Пример наложения фильтра для отбора необходимых данных
Выбрав из списка для фильтрации данных нужный этап и раздел, студент «скрывает» остальные данные таблицы. Пример наложения фильтра для этапа № 5, раздела № 10 представлен на рисунке 3.3. При этом не следует забывать, что наложение фильтра на данные отнюдь не стирает все остальные строки, они просто «прячутся» за пустые строчки таблицы. Для отображения всех данных, нужно «вернуть их назад», выбрав в списке для фильтрации первую позицию – (все).
Для выбора метода обработки узла изделия и составления технологической последовательности обработки в основном массиве данных (лист Пальто, Жакет, Пиджак) необходимо найти нужный этап и/или раздел. Для отбора необходимых технологических операций для первого и второго способов рекомендуется отмечать выбранные операции в графе «Выбор». Причем рекомендуется сначала составить технологическую последовательность на первый способ, затем приступать ко второму способу. Для выбора необходимых операций помечать их в графе «Выбор» цифрой 1 или 2 соответственно. Пример пометки операций, выбираемых для раздела № 31, приведен на рисунке 3.4.

Рисунок 3.4 – Выбор операций для первого способа обработки
Для отбора данных, помеченных цифрой 1, следует применить фильтр для графы «Выбор». В списке надо выбрать «1» или «непустые».
Пример фильтрации данных для выбранного первого способа обработки, приведен на рисунке 3.5.
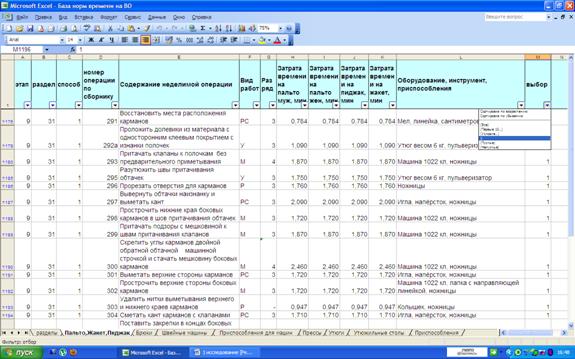
Рисунок 3.5 – Отбор данных
Отобранные данные следует выделить по всему диапазону, дать команду «копировать» и вставить их на Рабочий Лист. Таким образом, на рабочем листе формируются две технологические последовательности обработки в соответствии с выбранными сборочными схемами узлов. Обе технологические последовательности можно разместить на одном листе, а по желанию, каждый метод может находиться на отдельном листе (рисунок 3.6).

Рисунок 3.6 – Рабочий лист с отобранными данными
Для удобства прокрутки строк технологических последовательностей на Рабочем Листе рекомендуется закрепить область шапки таблицы. Для этого нужно выделить первую строку под шапкой и применить команду «Закрепить Области» из меню «Окно».
После того, как будут составлены технологические последовательности на оба метода и размещены на одном рабочем листе последовательно, необходимо убрать лишние столбцы данных с затратами времени. Так если пользователь составил последовательность для мужского пальто, то следует выделить и удалить столбцы I, J и K, оставив лишь затраты времени в столбце H.
Предварительно рекомендуется проверить наличие данных с затратами времени в нужном столбце. Если для каких-либо неделимых операций затрат времени не окажется, то следует проанализировать, правильно ли была выбрана операция. Отсутствие данных может означать, что данная операция не применяется для данного изделия. Если установлено, что операция все-таки нужна, перед удалением ненужных столбцов необходимо скопировать данные с другого изделия. Например, для пальто женского – из пальто мужского, а для жакета – из пиджака. На рисунке 3.7 приведен пример отсутствия данных в операции № 306 для изделий мужского ассортимента и жакета. Тем не менее, если последовательность составлялась для обработки кармана мужского пальто в ателье высшего разряда, то срезы подкладки кармана надо обметать для повышения качества изделия. Эти затраты времени следует взять из столбца для женского пальто.

Рисунок 3.7 – Обработка данных
для составления технологической последовательности
При необходимости повысить производительность или для замены машин и аппаратов, которые уже не используются, на данном этапе выполняют замену оборудования.
Для облегчения работы база данных дополнена современным технологическим оборудованием для швейного производства с полной его технической характеристикой. Подробный перечень оборудования и приспособлений с полными техническими характеристиками представлен в базе данных на листах «Швейные машины», «Приспособления для машин», «Прессы», «Утюги», «Утюжильные столы», «Приспособления». Приведены технические характеристики обширного парка оборудования производства России и стран СНГ, а также зарубежных производителей. В таблицы включено оборудование, которое серийно выпускается, широко представлено на отечественном рынке и действует на предприятиях отрасли. Это позволяет пользователю не только сделать выбор необходимого для выполнения той или иной технологической операции оборудования, но и произвести его замену с перерасчетом затраты времени на обработку без привлечения дополнительной справочной литературы. В ряде разделов представлен наглядный материал.

Рисунок 3.8 – Швейные машины
В четвертом разделе «Швейные машины» рисунок 3.8 оборудование сгруппировано по типам выполняемых стежков и конструктивным особенностям. Все полуавтоматы сгруппированы по видам выполняемых работ.
Для замены оборудования важно знать частоту вращения главного вала и наличие элементов автоматического выполнения вспомогательных приемов. Чем больше частота вращения вала, тем меньше затрата времени на операцию. Если это машина с элементами автоматического выполнения вспомогательных приемов, то затрата времени уменьшается на 15…20%.
В разделе «Швейные машины» также установлен автофильтр, для удобства поиска и дальнейшей замены старого оборудования на новое, рисунок 3.9.
Выбор оборудования может быть осуществлен путем установления интересующих параметров в окне автофильтра по следующим критериям: название машины, тип стежка, тип или класс, предприятие-изготовитель, частота вращения главного вала, длина стежка, механизм перемещения материала, тип и номер игл, обрабатываемые материалы, высота подъема лапки.

Рисунок 3.9 – Выбор швейных машин по типу стежка
Далее представлены приспособления для направления полуфабриката к иглам швейных машин, рисунок 3.10. Освещается их марка, назначение и общий вид приспособлений, схемы выполняемых соединений и технические условия выполнения швов. Это позволяет осуществлять выбор приспособления с учетом типа швейных машин, выполняемого шва, назначения приспособления (рисунок 3.11).
Следующий раздел базы данных «Прессы» (рисунок 3.12). Данный раздел позволяет пользователю не только сделать выбор необходимого оборудования и произвести его замену. При этом следует учесть, что при замене прессового оборудования затрата времени на операцию меняется в соответствии с производительностью пресса, измеряемой в количестве циклов в час. При совпадении производительности, затрату времени пересчитывать не трубуется. Для выбора прессового оборудования пользователю предоставлен широкий спектр параметров: предприятие-изготовитель, оборудование, модель, производительность, усилие прессования, тип нагрева подушки, тип привода, температура нагрева подушки, установленная мощность, расход пара. Следует отметить, что прессовое оборудование распределено в две группы: универсального и специального прессового оборудования.
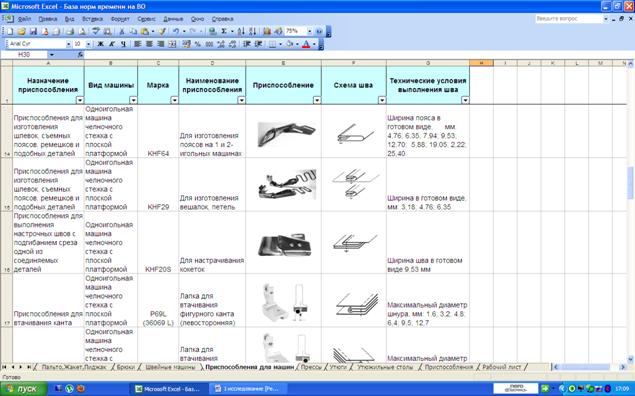
Рисунок 3.10 – Приспособления для машин

Рисунок 3.11 – Выбор приспособлений для машин по назначению
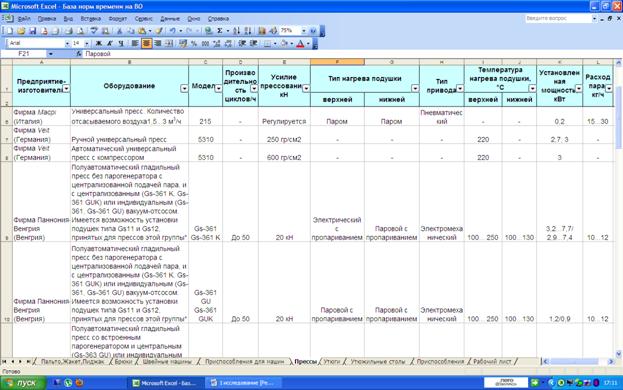
Рисунок 3.12 – Прессы
В разделе «Утюги» (рисунок 3.13), как и в других разделах, посвященных оборудованию, представлен подробный перечень современных утюгов с техническими характеристиками.

Рисунок 3.13 – Утюги
При выборе утюга особое значение имеет его масса. Для выбора утюга по его массе через фильтр выбираем в графе масса подходящее оборудование. Выбор утюга можно осуществлять также по предприятию-изготовителю, наименованию утюга, модели, размеру подошвы утюга, установленной мощности.
Рассмотрим основные принципы работы с разделом «Утюжильные столы». Разработанная структура таблицы содержит информацию по утюжильным столам, используемым в швейном производстве по следующим разделам: предприятие изготовитель, оборудование (наименование утюжильного стола), модель, тип нагрева поверхности, установленная мощность, размер рабочей поверхности, высота гладильной плиты, масса. Содержащаяся в базе данных информация по указанному оборудованию позволяет пользователю при помощи фильтра осуществить выбор утюжильных столов под конкретные технологические потребности (рисунок 3.14).
Оборудование в разделе «Утюжильные столы», как и в разделе «Прессы» распределено в две группы: универсальное и специальное прессового оборудования.
Последним разделом является раздел «Приспособления» (рисунок 3.15). Выбор приспособлений для быстроты и удобства также осуществляется при помощи фильтра по следующим параметрам: предприятие-изготовитель, оборудование, модель, назначение.

Рисунок 3.14 – Утюжильные столы

Рисунок 3.15 – Приспособления
Таким образом, база данных «Нормы времени на технологические операции изготовления мужской и женской верхней плечевой и поясной одежды по индивидуальным заказам» является многофункциональной и позволяет пользователю решать различные технологические задачи: составление технологической последовательности изготовления отдельного узла или изделия, выбор и замена всех видов оборудования для различных технологических операций без использования дополнительной справочной литературы, расчет и анализ затрат времени на обработку. Подробное содержание базы данных на листе «Разделы» позволяет сделать работу в ней простой и удобной. При этом благодаря использованию при разработке и создании базы даны программы Ms Excel процесс поиска информации и произведения расчетов значительно упрощен. Использование графической информации делает работу с базой данных проще и наглядней, позволяя успешно работать пользователям с различным уровнем подготовки.
Обработка результатов и






