Цель работы: изучение операций влажно-тепловой обработки, способов их выполнения, применяемого оборудования и типов подушек, овладение навыками определения качества ВТО.
Содержание работы
1. Изучить требования, предъявляемые к операциям влажно-тепловой обработки, параметры ВТО и применяемое оборудование.
2. Составить перечень операций ВТО при изготовлении заданного изделия мужской или женской верхней одежды. Выбрать оборудование и параметры ВТО с учетом требований, предъявляемых к операциям ВТО, и ассортимента швейных изделий.
3. Ознакомиться с методикой выполнения различных операций ВТО и определить качество ВТО (угол разутюживания, изменение толщины ткани, угол перекоса нитей).
Вопросы для подготовки к работе
1. Назовите этапы и охарактеризуйте сущность влажно-тепловой обработки.
2. В каком фазовом состоянии полимера проводится влажно-тепловая обработка?
3. Назовите операции влажно-тепловой обработки.
4. Какие требования предъявляются к операциям влажно-тепловой обработки?
5. Назовите параметры влажно-тепловой обработки, какова их взаимосвязь.
6. Каково значение и способы подачи влаги при проведении влажно-тепловой обработки?
7. Какие факторы характеризуют качество влажно-тепловой обработки?
8. Какое оборудование применяют для выполнения влажно-тепловой обработки?
9. Какие типы подушек применяют для выполнения различных операций влажно-тепловой обработки?
10. Какие методы проведения исследований по выявлению влияния температуры, влажности, давления и времени на процесс влажно-тепловой обработки вы знаете?
11. Каковы пути совершенствования влажно-тепловой обработки?
Пособия, инструменты, оборудование: плакаты, пресс, утюжильный стол, утюг, толщиномер, прозрачный транспортир, угломер УШ-1.
Методические указания
1. В процессе изготовления швейных изделий текстильные материалы многократно подвергаются ВТО. С помощью ВТО осуществляется ряд операций при изготовлении одежды. Студенты в работе изучают основные технические требования к операциям (таблица 42). Для овладения компетенцией, предполагающей готовность к кооперации с коллегами и работе в коллективе, задание выполняется группой студентов из 2-3 человек.
Первая группа операций (выравнивание поверхности, отпаривание, разутюживание и заутюживание швов, загибание срезов, формование деталей) может выполняться при малых давлениях (50-200 Па), при которых не происходит заметного изменения первоначальной толщины ткани. Вторая группа операций (прессование, выдавливание) требует существенного изменения первоначальной толщины материала, что достигается при повышенных значениях усилия прессования.
Таблица 42 - Технологические требования к операциям ВТО
| Операция
| Схема
| Основные критерии
качества обработки
|
|
|
|
|
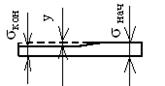
| Выравнивание
поверхности
| 
|
σкон → σ нач,
у → 0
(у - утонение)
|
| Отпаривание
| 
|
σкон → σ нач,
у → 0
|
| Формование
| 
|
σкон → σ нач,
у → 0
|
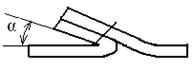
| Разутюживание швов
| 
| α → 0,
σ нач → const,
у ≥ 0
|
| Заутюживание швов
| 
| α → 0
|
| Загибание срезов
| 
| σ нач → const, у → 0
|
Продолжение таблицы 42
|
|
|
|
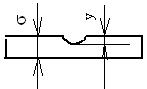
| Загибание срезов
| 
| σкон = 2, σ нач =у ,
у → 0, у ≥ 0
|
| Прессование края
| 
| σкон = 2σ нач,
2 σ нач = σ1 + σ2 + σ3 + σ4
σ3 = σ нач – у3,
σ4 = σ нач – у4
у общ = у1 + у2 + у3 + у4
σ1 → σ нач, у1 → 0
|
| Выдавливание
| 
| σ 1 → const,
у – высота выступа шаблона
|
| Придание
несминаемости
| _
| Полное завершение химической реакции. Сохранение и улучшение физико-механических свойств
материала
|
По литературным источникам, материалам лекций, плакатам, студенты изучают параметры ВТО, знакомятся с основными видами оборудования (изучают марки утюгов, прессов и подушек к ним с учетом требований, предъявляемых к операциям ВТО и ассортимента швейных изделий).
2. Для заданного изделия верхней одежды (таблица 43) зарисовывают эскиз модели. Схематически указывают места применения влажно-тепловой обработки. Конкретные операции, применяемые при изготовлении отдельных деталей и узлов изделия, и технологические требования к ним представляют в таблице 44.
Для заданного изделия по справочной литературе и проспектам современных производителей студенты выбирают комплект оборудования для ВТО и представляют технологическую характеристику на основные типы прессов утюгов и утюжильных столов в таблицах 45, 46, 47.
Таблица 43 - Задание
| Вариант
| Вид одежды, группа материалов
|
|
| Мужские брюки из шерстяной ткани
|
|
| Женское пальто прилегающего силуэта из шерстяной ткани
|
|
| Мужской пиджак полуприлегающего силуэта из полушерстяной ткани
|
|
| Женский жакет прилегающего силуэта из синтетической ткани
|
|
| Мужское пальто мягкой формы из полушерстяной ткани
|
Таблица 44 - Технологические требования к операциям ВТО
| Операция
| Схема
| Основные критерии
качества обработки
|
|
|
|
|
|
|
|
|
При подборе оборудования в комплект следует учитывать мощность предприятия, его категорию, уровень специализации и производственные условия, взаимоувязывание оборудования по производительности, сроки окупаемости, целесообразность использования оборудования одной фирмы.
Таблица 47 - Техническая характеристика утюгов
| Оборудование.
Предприятие-изготовитель
| Марка (тип)
| Температура нагрева,
ºС
| Установленная мощность кВт
| Расход пара, кг/ч
| Время разогрева, мин.
| Масса,
кг
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Основными технологическими характеристиками, по которым следует выполнять выбор прессового оборудования, являются тип привода, усилие прессования, производительность, тип нагрева подушек, возможность отпаривания и вакуумного отсоса. Расход воздуха для пневматических прессов, расход пара, количество отсасываемого воздуха не имеют связи с технологическими параметрами и применяются только для выбора вспомогательного оборудования, сопряженного по мощности.
В ателье по пошиву изделий по индивидуальным заказам для бригад любой мощности рационально применение универсального прессового оборудования со специальными подушками, которые поставляются в комплекте с прессом. Однако, некоторые операции, такие как обработка воротников, лацканов, разутюживание плечевых швов, окатов, пройм изделия, низа рукавов, фронтальное дублирование деталей не выполняются на универсальных прессах. Для таких операций рационально применение специальных прессов. Так, например,
Таблица 45 - Техническая характеристика прессового оборудования
|
Оборудование Предприятие-изготовитель
|
Марка (тип)
| Производительность, циклов/ч.
| Усилие прессования, кН
| Тип нагрева
подушки
|
Тип привода
| Температура
нагрева
подушки, °С
| Установленная мощность. КВт/ч
| Расход воздуха, м3/ч
| Расход пара, кг/ч
| Количество отсасываемого воздуха, м3/ч
| Время разогрева рабочих органов, мин.
| Длительность автоматического цикла, с
| |
| Верхней
| Нижней
| |
| верхней
| нижней
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Таблица 46 - Техническая характеристика утюжильных столов
| Оборудование. Предприятие изготовитель
| Марка (тип)
| Тип утюга, с которым комплектуется стол
| Тип нагрева поверхности
| Температура нагрева поверхности, ºС
| Установленная мощность, кВ
| Расход пара, кг/ч
| Время разогрева рабочих органов, мин.
| Назначение
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
для бригад большой мощности целесообразно устанавливать, прессы для дублирования деталей, например, АНV-1690-7 фирмы «Майер» Германия. Для мужской верхней одежды в бригадах средней и большой мощности загрузка позволяет устанавливать прессы для приутюживания воротников, лацканов, ВТО плечевых швов, рукавов, пройм, приутюживание полочек и спинки, приутюживание низа рукавов, воротника и верхней части спинки, например, СПРГ-1 (сутюживание посадки пройм и рукавов).
Утюги применяются как для внутрипроцессной, так и для окончательной влажно-тепловой обработки. Основными отличительными характеристиками утюгов являются вид нагрева (электрические, электропаровые, паровые), наличие или отсутствие пропаривателя, масса утюга (легкие, средние и тяжелые - от 1 до 8 кг), форма его подошвы (узкие и широкие, в зависимости от вида работ).
Гладильные столы отличаются друг от друга устройством (с одной опорой, консольные или с четырьмя опорами), оснащением разного вида утюгами, возможностью установки дополнительных подушек, типом нагрева гладильной поверхности, наличием или отсутствием вакуум-отсоса. Электропаровые утюги комплектуются в основном с утюжильными столами с паровым обогревом рабочей поверхности и вакуум-отсосом влаги. Такие столы предназначены для выполнения внутрипроцессной и окончательной влажно-тепловой обработки изделий.
Для осуществления нормального процесса влажно-тепловой обработки необходимо применять вспомогательное оборудование: парогенераторы, производящие насыщенный технологический пар, компрессорные установки, производящие сжатый воздух и вакуумные установки, осуществляющие отсос влаги из изделий. Вспомогательное оборудование обеспечивает качество обработки и производительность оборудования. Выбор его осуществляется на основании производительности, которая должна быть сопряжена с соответствующими характеристиками основного оборудования.
К дополнительному универсальному оборудованию следует отнести паровоздушный манекен, отпарочный аппарат, декатировочный аппарат. Применение паровоздушного манекена возможно на предприятиях, оснащенных централизованной системой подачи пара и компрессорной установкой, рекомендуется для ателье любого разряда в бригадах средней и большой мощности. Отпарочный аппарат предназначен для отпаривания и удаления лас с готовых швейных изделий и используется в ателье любых разрядов в бригадах любой мощности. Обязательно применять в ателье высшего разряда и "люкс". Декатировочный аппарат можно использовать для пропаривания изделий и удаления лас с готовых верхних изделий. Обязателен для использования в ателье высшего разряда и "люкс".
Для заданного изделия по справочной литературе студенты выбирают параметры ВТО /14, 16/ и вносят их в одну из приведенных таблиц 48, 49, 50.
3. Практическую часть работы студенты выполняют на лабораторном прессе или с помощью утюга. Параметры ВТО выбирают из литературы оптимальными в соответствии со свойствами рассматриваемых образцов материала и применяемым оборудованием. Для каждого эксперимента берут 6 пар образцов для обработки результатов методами математической статистики.
Таблица 48 - Режимы влажно-тепловой обработки материалов на оборудовании с электрообогревом
| Марка оборудования,
тип подушки
| Материалы,
операция
| Температура при обработке,°С
|
Масса утюга
кг
|
Усилие прессо-
вания, кПа
| Время обработки, с
| Увлажнение в% к массе воздушно-сухого материала
|
| на прессе
| утюгом
| на
прессе
| утюгом
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 49 - Режимы влажно-тепловой обработки различных материалов электропаровым утюгом
| Марка оборудования,
тип подушки
| Материалы, операция
| Температура
гладильной
поверхности, °С
| Масса
утюга,
кг
| Время
обработки
с
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 50 - Режимы влажно-тепловой обработки материалов на электропаровых прессах
| Марка оборудования, тип подушки
| Материал,
операция
| Температура прессующей поверхности, °С
| Время, с.
| Усилие
прессования, кПа
|
| пропа-ривания
| прессова-
ния
| отсоса
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.1. Для определения качества разутюживания шва (угла разутюживания) требуется два комплекта образцов (6 пар) размером 50 х 100 мм, выкроенных по основе и по утку. Образцы стачивают по длине швом шириной 10 мм. Затем швы разутюживают. Угол разутюживания определяют с каждой стороны шва в трех местах, пользуясь угломером УШ-1 или прозрачным транспортиром, приложенным к торцам швов. Измерения производят через 5 мин. и через 1-2 часа после выполнения ВТО. При подготовке к проведению исследования образцы необходимо увлажнить, чтобы влаги было не более 20 –30 % от массы воздушно-сухого образца. Результаты испытаний представляют в таблице 51.
Качество разутюживания стачного шва можно считать удовлетворительным, если угол разутюживания не превышает 20 - 25º. Более высокие значения допускаются в случае последующего растрачивания швов или настрачивания подогнутого среза.
Таблица 51 - Результаты измерений угла разутюживания
|
Наименование материала
| Параметры ВТО
(tо С; Т, с;
Р мПа)
| Угол разутюживания шва α, 0 параллельно
нитям основы через
| Угол разутюживания шва α, 0 параллельно
нитям утка через
|
| 5 мин
| 1-2 часа
| 5 мин
| 1-2 часа
|
|
|
|
|
|
|
|
3.2. При выполнении операций по прессованию, выдавливанию требуется изменить толщину материала путем значительных деформирующих усилий без заметных изменений линейных размеров ткани. Возможности изменения толщины ткани заложены в ее структуре, так как 50-80 % ее объема составляет воздух.
При изучении процесса сжатия деталей из ткани в процессе ВТО чаще всего определяют полуцикловые неразрывные характеристики, в частности, относительную деформацию сжатия h, %:
Δh = hн – hк / hк ·100° (20),
где hн и hк – соответственно начальная и конечная толщина ткани до и после ВТО.
Для определения толщины краев деталей после глажения и прессования студенты должны из предварительно раскроенных полосок ткани размером 60 х 150 мм изготовить образцы, имитирующие край детали, обработанной обтачным швом в кант. Для этого стачивают по длине два образца ткани швом шириной 5 – 7 мм, швы разутюживают, а край выметывают и прессуют при определенных параметрах. Исходной толщиной следует считать суммарную толщину всех слоев ткани до их обработки. Толщину образца измеряют текстильным толщиномером по краю и на расстоянии 2 см от него в трех местах – в начале, в конце строчки и по середине. Результаты измерений представляют в виде таблицы 52.
ВТО считают хорошо выполненной, если толщина края в изделиях из тканей костюмной группы составляет 1/2, а пальтовых – 2/3 толщины всех слоев ткани.
Таблица 52 - Результаты измерений толщины краев узла
|
Наименование материала
|
Параметры ВТО
| Толщина ткани, мм
|
| По краю
| На расстоянии 2 см от края
|
| до ВТО
| после ВТО
| через 1-2
часа
| до ВТО
| после ВТО
| через 1-2
часа
|
|
|
|
|
|
|
|
|
|
3.3. Для определения устойчивости угла перекоса нитей ткани после влажно-тепловой обработки студенты должны подготовить образцы клетчатых костюмных или пальтовых тканей или нанести цветным карандашом на однотонные образцы сетку из взаимно перпендикулярных линий на расстоянии 3 см одна от другой. Образцы размером 12х12 см выкраивают под углами к нитям основы (утка), равными 15о, 30о, 45о. Для каждого варианта исследований берут 6 пар проб. В зависимости от конструкции установки, на которой пробы будут прессоваться, их перед формованием либо закрепляют на специальной рамке и растягивают, либо один срез ткани жестко закрепляют за пределами подушки пресса, а ко второму с противоположной стороны подушки подвешивают груз. Образцы перед прессованием деформируют таким образом, чтобы обеспечить перекос нитей, равный 15о. По данным МТИЛПа, угол перекоса нитей в ткани, равный 15 0, является достаточным для придания одежде заданной формы.
Качество формования образцов оценивают по степени устойчивости закрепления деформации угла между нитями ткани. Коэффициент устойчивости К определяют:
 (21)
(21)
где αк - угол перекоса ткани в конце обработки после разгрузки (измеряется прозрачным транспортиром);
αн - начальный угол перекоса между нитями ткани.
Углы измеряют прозрачным транспортиром после выполнения ВТО и через 1-2 часа после отлежки в нормальных условиях. Результаты измерений записывают в таблицу 53.
Таблица 53 - Результаты измерений угла перекоса ткани
| Наименование материала
| Параметры ВТО
| Угол перекоса, град
|
| до ВТО
| после ВТО
| через
1-2 часа
|
|
|
|
|
|
|
|
|
|
|
|
|
В процессе влажно-тепловой обработки деталей вследствие воздействия поверхностей рабочих органов оборудования на детали, кроме положительного технологического эффекта (утонения края, разутюживание шва), неизбежно возникает отрицательный эффект – образование лас, изменение цвета, замины. Поэтому при решении оптимизационных задач важна оценка как положительных, так и отрицательных эффектов влажно-тепловой обработки. Наличие лас, заминов, изменение цвета устанавливается органолептически, и результаты приводятся в работе.
Содержание отчета по лабораторной работе
Отчет должен содержать название, цель, содержание работы, характеристику проделанной работы (обоснование выбора перечня операций ВТО, параметров и комплекта оборудования для изготовления заданного изделия, а так же краткое описание методики исследований и результатов эксперимента по определению качества ВТО: угла разутюживания, изменения толщины детали, угла перекоса нитей). В отчете так же должны быть указаны пути совершенствования выполнения операций ВТО деталей одежды, изготовляемой по индивидуальным заказам. В конце работы формулируют вывод.
В выводе следует обосновать экспериментальные данные по определению угла разутюживания шва, угла перекоса нитей ткани, изменению толщины края детали.






