ВЯТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Кафедра технологии автоматизированного машиностроения
Ю.Л.Апатов
АВТОМАТИЗИРОВАННОЕ ОБОРУДОВАНИЕ
И СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО
ОСНАЩЕНИЯ ДЛЯ РАЗРАБОТКИ ГИБКИХ
ПРОИЗВОДСТВЕННЫХ СИСТЕМ
Глава 1. КРАТКИЕ СВЕДЕНИЯ О ПРОМЫШЛЕННЫХ РОБОТАХ
В СОСТАВЕ ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМ
Особенности применения промышленных роботов
1. Небольшая историческая справка
Появление слов «Робот» и «Робототехника» произошло благодаря писателям-фантастам. В 1922 году чешский писатель Карел Чапек подарил нам слово «Робот», впервые употребив его в фантастической пьесе, где эти машины выполняли самую тяжелую и опасную работу. Он придерживался субъективного мнения, что рано или поздно роботы выйдут из повиновения человеку и захватят весь мир. В 1940 году Айзек Азимов придумал слово «Робототехника», как особую сферу науки, производства и искусства. Он же считал, что путем встраивания электронных блокирующих схем можно обеспечить «хорошее» поведение робота. Год 1956 – год отсчета начала эры роботизации. Американский изобретатель Дэвол создал действующую конструкцию машины, выполнявшей движения, которые были свойственны работающему человеку. В 1961 году он получил патент и вместе с Энгельбергером основал фирму «Юнимейшн», которая начала серийное производство промышленных роботов.
Были проведены исследования рынков сбыта на базе 15 автомобилестроительных и 20 прочих производственных предприятий. Выяснилось, что существует огромное количество простых, но неудобных, утомительных, нежелательных для человека, операций, которые можно было поручить новой машине-роботу. Производство роботов вначале было связано с автомобильной промышленностью. Крупносерийный же выпуск роботов был освоен в 1975 году. Сейчас в мире производством роботов занято около 200 фирм: в Японии – 70, в США – 30, остальные – в Европе. Лидирующими здесь странами являются Россия, Италия, Швеция, Германия и др.).
Предшественниками роботов были различные устройства для манипулирования на расстоянии объектами, контакт с которыми человека невозможен, либо опасен (вреден) для здоровья. Это манипуляторы с ручным или автоматизированным управлением, повторяющие действия человека, движения его руки.
С 1950 г. они применялись в атомной промышленности, а так же в глубоководных исследованиях, в металлургии и т.д.
Табл. 1. Виды информации при управлении промышленными роботами
| Вид информации
| Содержание
| Способ организации
|
| 1. Последовательность движений и отдельных переходов, выполняемых роботом.
| Совокупность отдельных шагов и команд данной программы.
| · ручной, т.е. перестановка упоров, кулачков;
· полуавтоматический, когда информация записывается с помощью перфолент, перфокарт, перфоленты;
· автоматический, когда программа записывается с помощью магнитных лент или дисков.
|
| 2. Положение звеньев и объекта манипулирования.
| Значения линейных и угловых координат.
| · вручную, с помощью упоров, конечных выключателей, фотореле и т.д.;
· автоматически, запись программ на магнитной ленте, дисках, барабанах и т.д.
|
| 3. По времени процесса.
| Время, необходимое для выполнения каждого отдельного перехода.
| · ручной, когда временные интервалы задаются на барабанах с переставными упорами;
· с помощью таймеров.
|
Воспроизведение программ – это процесс считывания информации из запоминающего устройства и передача управляющих сигналов исполнительным механизмам робота.
Отработка программы – выполнение роботом движений и операций в соответствии с сигналами, переданными на его исполнительные органы.
Далее приводятся специальные условные обозначения, применяемые в кинематических схемах промышленных роботов (табл. 2).
Табл. 2. Условные обозначения элементов в кинематических схемах
| Название элемента
| Обозначение
| Комментарий
|
| 1. Звено (стержень).
| 
| -
|
| 2. Неподвижное закрепление звена (стойка).
| 
| Движение отсутствует.
|
| 3. Жесткое соединение звеньев.
| 
| Движение отсутствует.
|
| 4. Соединение подвижное по прямолинейным направляющим.
| 
| Возвратно-поступательное движение (поступательная пара).
|
| 5. Соединение подвижное винтовое.
| 
| Возвратно-поступательное движение и связанное с ним вращательное (поступательно-вращательная пара).
|
| 6. Цилиндрическое соеди-нение звеньев.
| 
| Возвратно-поступательное движение и независимое вращение вокруг продольной оси (цилиндрическая пара).
|
| 7. Плоское шарнирное соединение звеньев.
| 
| Вращение вокруг поперечной оси (вращательная пара).
|
| 8. Шаровой шарнир с пальцем.
| 
| Вращение вокруг двух осей (вращательная пара класса IV).
|
| 9. Шаровой шарнир.
| 
| Вращение вокруг трёх осей (вращательная пара класса III).
|
| 10. Захватное устройство.
| 
| Зажимные элементы подвижны.
|

| Зажимные элементы неподвижны.
|

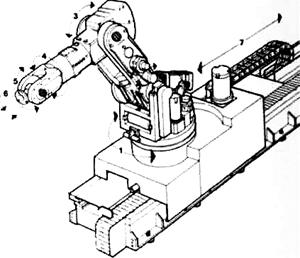
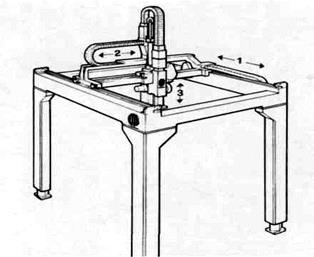
Рис. 7. Структура промышленного робота
На схеме (рис. 7) показаны направляющие 1 для перемещения робота вдоль оси OY (рельсы для подвижного ПР), основание 2, корпус робота 3, рука (исполнительный орган) 4, захватное устройство 5, а также рабочая зона 6 и система координат, используемые роботом.
5. КЛАССИФИКАЦИЯ ПРОМЫШЛЕННЫХ РОБОТОВ И КРИТЕРИИ
ВЫБОРА МОДЕЛИ РОБОТА
Рис. 16. Схема гидравлического привода объемного управления
Подача масла гидронасосом 5 регулируется гидродвигателем 6, работающим по принципу дроссельного регулирования от насоса 2 постоянной подачи. Обратные клапаны 7 служат для подпитки гидросистемы маслом, клапаны 8 – исключают случайные перегрузки в магистралях. Особенность схемы состоит в том. что каждый из двигателей 9 и 10 должен иметь свою отдельную систему регулирования (4, 5, 6).
Часто в гидросистемах ПР используется неполноповоротный лопастной гидродвигатель, называемый также гидроквадрантом (рисунок не приводится). Вал с лопастью поворачивается в корпусе при поступлении масла под давлением в ту или иную полость корпуса от специального золотникового устройства. Угол поворота достигает 270о. Устройство может поворачивать звено механизма манипулятора без промежуточных передач.
6.1. Характер движения звеньев механической системы ПР
Совокупность нескольких подвижных звеньев обеспечивает заданное число степеней подвижности, что является основной характеристикой МС ПР.
Число степеней подвижности (W) для каждой структурной составляющей ПР может быть различным. Так для основания W=0, у корпуса Wк больше или равно нулю (определяется мобильностью робота), для механической руки Wм больше или равно единице (определяется назначением робота), а для захватного устройства Wз также больше или равно нулю (определяется способом зажима детали – объекта манипулирования).
Возможные направления перемещения детали, переносимой роботом относительно координатных осей, приведены на рисунке 17. Они определяют число степеней подвижности. Как видно из рисунка, это число равно шести: три из них связаны с поступательным перемещением вдоль осей X, Y, Z, а еще три – это вращения вокруг этих же осей.
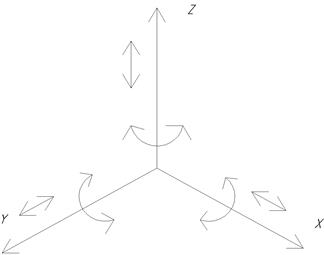
Рис. 17. Схема возможных движений детали, переносимой роботом
При рассмотрении этих движений появляются некоторые новые понятия.
Маневренность – это число степеней подвижности МС при фиксированном положении ЗУ, которое определяет способность обхода рукой робота препятствий в рабочей зоне при выполнении сложных операций.
Коэффициент сервиса - характеристика возможности подхода ЗУ (конечного звена манипулятора) в заданную точку с различных направлений. Он дает представление о двигательных возможностях манипулятора. Иначе, это совокупность возможных положений оси ЗУ, при которых его центр находится в заданной точке рабочего пространства.
Коэффициент зависит от телесного угла Q, называемого углом обслуживания (сервиса).
Коэффициент сервиса в данной точке определяется так:
 (2)
(2)
Этот коэффициент может принимать значения  . Нулевые значения – на границе рабочей зоны, где ось ЗУ может занимать только одно положение. При его значении равном единице, получаем точки рабочего пространства 100% -го сервиса. В этом случае ось ЗУ будет занимать любое пространственное положение.
. Нулевые значения – на границе рабочей зоны, где ось ЗУ может занимать только одно положение. При его значении равном единице, получаем точки рабочего пространства 100% -го сервиса. В этом случае ось ЗУ будет занимать любое пространственное положение.
Полным коэффициентом сервиса ПР принято называть среднее значение коэффициента сервиса в рабочем пространстве, объемом V:
 (3)
(3)
Для этого расчета рекомендуется использовать ЭВМ.

Рис. 18. Иллюстрация к понятию коэффициента сервиса
Система координатных перемещений (система координат ПР). Она определяет кинематику основных движений и форму рабочего пространства.
В дополнение к материалам, приведенным в разделе классификации ПР по типам рабочих зон и системам координат, добавим некоторые более конкретные сведения.
К основным движениям относятся все движения МС кроме движения «зажим-разжим» детали захватным устройством, ориентирующих движений, а также дополнительных перемещений основания ПР.
Системы координат бывают прямоугольные и криволинейные.
Прямоугольные системы могут быть:
· плоскими;
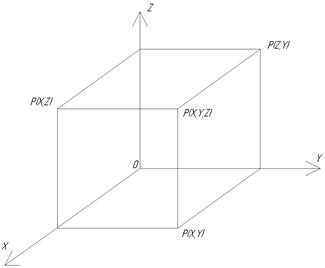
· пространственными.
В последнем случае деталь перемещается ПР прямолинейно по двум или трем взаимно перпендикулярным осям.
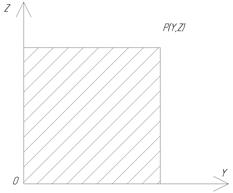
а
б
Рис. 19. Системы координат, используемые ПР: а – прямоугольная
плоская; б – прямоугольная пространственная

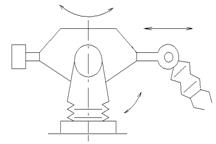
Рис. 20. Некоторые иные разновидности систем координат и рабочих зон ПР: а – криволинейная плоская, б – цилиндрическая, в – сферическая
Криволинейная система бывает:
· плоская полярная, когда деталь перемещается в одной плоскости по радиус-вектору, поворачиваемому на некоторый угол;
· цилиндрическая, когда дополнительно к первому виду появляется перемещение по нормали к указанному вектору (вдоль оси Z);
· сферическая (полярная), при которой имеются движения линейные на величину радиуса r и два угловых перемещения на угол s и d в двух взаимно перпендикулярных плоскостях;
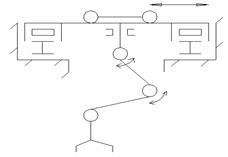
· ангулярная, которая свойственна многозвенным конструкциям МС. Деталь перемещается в плоскости благодаря относительным поворотам звеньев руки, имеющих постоянную длину (робот ARX-2).
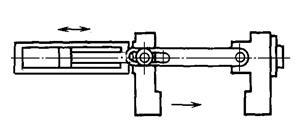
Внешне эти системы координат выглядят так, как они представлены на рис. 19 и 20. Далее даны примеры структурных кинематических схем ПР, с помощью которых реализуются эти движения (рис. 21, 22 и 23). Условные обозначения см. табл. 2.

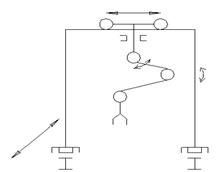
Рис. 21 – Примеры структурных кинематических схем ПР для реализации прямоугольных систем координат: а – плоской, б – пространственной
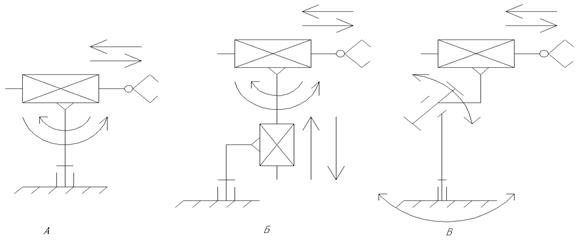
Рис. 22. Примеры структурных кинематических схем ПР для реализации криволинейных систем координат: а – полярной плоской, б – цилиндрической; в – сферической
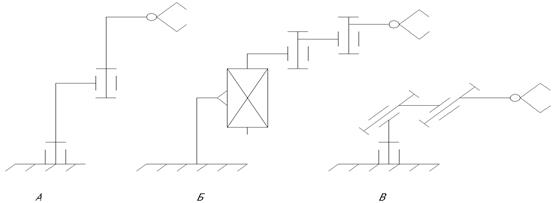
Рис. 23. Примеры структурных кинематических схем ПР для реализации криволинейных ангулярных систем координат: а – плоской; б – цилиндрической; в – сферической
Рис. 24. Варианты схем возможных пространственных движений роботов
Рис. 25. Схемы пространственных движений роботов (продолжение)
 а
а
|
 б
б
|
 в
в
|
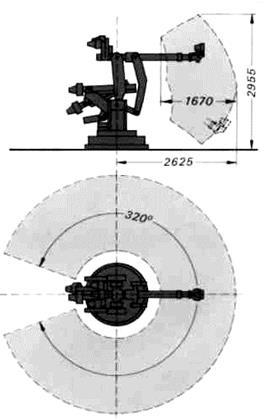
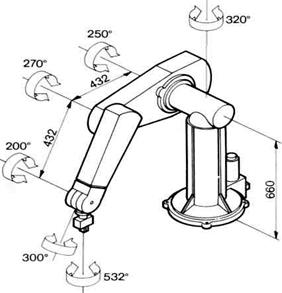
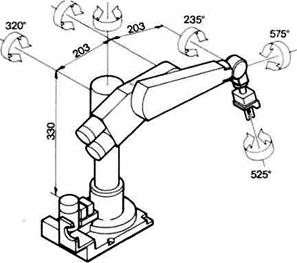
Рис. 26. Конфигурация и основные размеры рабочих зон промышленных роботов: а – комбинированная зона ПР модели IR 160/60; б – сферическая зона ПР модели IR 662/100 фирмы KUKA; в – комбинированная зона с большим продольным перемещением ПР типа 9653/9753 фирмы KAWASAKI UNIMATE
а
б
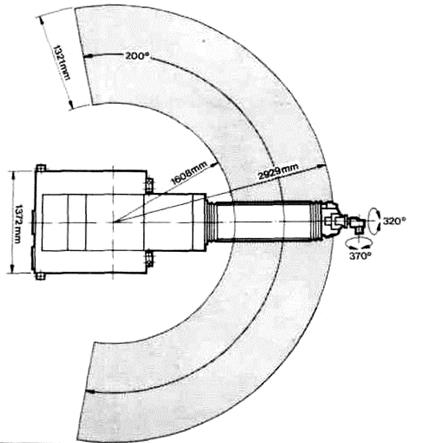
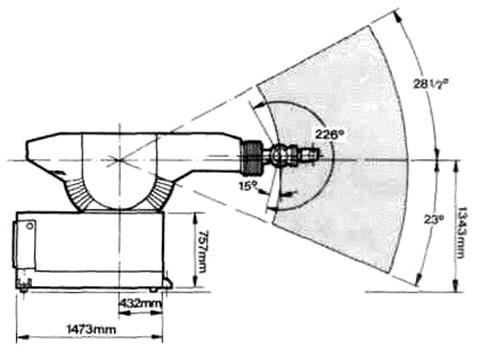
Рис. 27. Пример изображения рабочего пространства промышленного робота UNIMATE 4000/4070: а – вид сверху; б – вид сбоку
А б

в г
 д е ж
д е ж
з и к
Рис. 28. Конструктивно-компоновочные схемы ПР:а – напольно-стреловая; б – тельферно-стреловая; в – мостово-стреловая; г – портально-
стреловая; д – напольно-шарнирно-стреловая; е – портально-шарнирно-стреловая; ж – напольно-шарнирная; з – тельферно-шарнирная; и – мосто-шарнирная; к – портально-шарнирная
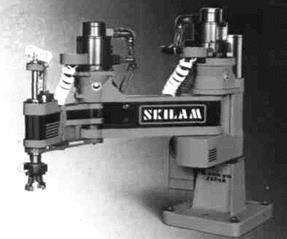
Рис. 29. Некоторые разновидности ПР: а – робот для сварки; б и в – универсальные со сферической системой координат; г – с ангулярной системой координат; д – подвесной с декартовой системой; е – транспортный робот
Рис. 30. Примеры применения промышленных роботов: а – выполнение монтажных работ; б – обслуживание склада-накопителя; в – выполнение сварочных операций; г – вспомогательные операции с массивным деталями; д – окраска и защитные покрытия; е – конвейерная сборка автомобилей
| Параметр
|
Значения для различных моделей
|
|
| Модель 5.20R
| Модель 6.20R
| Модель 7.20RT
|
| Число осей, шт.
|
|
|
|
| Перемещения, град.
(Скорости по осям), (град./с.)
|
| ± 120º (120)
| ± 120º (120)
| ± 150º (100)
|
|
| ± 115º (120)
| ± 115º (120)
| ± 115º (120)
|
|
| ± 145º (140)
| ± 145º (140)
| ± 145º (140)
|
|
| -
| ± 190º (180)
| ± 190º (180)
|
|
| ± 120º (180)
| ± 120º (180)
| ± 120º (180)
|
|
| ± 225º (180)
| ± 225º (180)
| ± 225º (180)
|
|
| -
| -
| мин. 3000 мм
|
| Максимальный вылет по горизонтали, мм
|
|
|
|
| Погрешность позиционирования точность, мм
| ± 0,25
| ± 0,25
| ± 0,25
|
| Грузоподъемность, кгс
|
|
|
|
| Серводвигатели
| В режиме переменного синхронного тока
|
| Система измерения положения
| Абсолютная со счетным устройством
| Абсолютная с двумя счетными устройствами MCS-6004-3
|
| Блок управления
| MCS-6004
| MCS-6004
|
| Основное назначение
| Манипуляция нетяжелых деталей; нанесение клея, герметиков; сборка, сварка средней точности; другие различные технологические операции
|
| | | | | | | |
Табл. 4. Техническая характеристика семейства промышленных роботов типа SMART
7. ПРОГРЕССИВНЫЕ СРЕДСТВА ОСНАЩЕНИЯ ПРОМЫШЛЕННЫХ
РОБОТОВ – МНОГОПОЗИЦИОННЫЕ ЗАХВАТНЫЕ УСТРОЙСТВА
Ниже приводится несколько конструкций многопозиционных захватных устройств промышленных роботов, разработанных сотрудниками кафедры ТАМ ВятГУ при выполнении совместных научно-исследовательских работ с МВТУ им. Н.Э. Баумана.
Установлено, что в длительности рабочего цикла промышленных роботов доминирует вспомогательное время, затрачиваемое на различные второстепенные перемещения и манипулирование деталью. В то же время, технологическое время, которое затрачивается на установку детали в приспособление станка при его загрузке или в ответную деталь при сборке, составляет чрезвычайно малую долю времени цикла (в пределах 5%). Это является основной причиной недостаточно высокой производительности ПР.
Целесообразно предусмотреть возможность параллельной (групповой) сборки роботами изделий машиностроительного производства. Это возможно при сборке несложных отдельных узлов или более сложных изделий, включающих несколько однотипных соединений. В любом случае такой подход гарантирует значительное повышение производительности технологических роботизированных процессов за счет сокращения вспомогательного времени.
Достижение указанного подхода возможно с применением многопозиционных или групповых захватных устройств роботов. Примеры прогрессивных конструкций таких устройств приводятся далее, в продолжение настоящего пособия. Все они защищены авторскими свидетельствами СССР, что говорит о достаточно высоком уровне разработки и новизне конструкторских решений.
Вначале же следует остановиться на особенностях уже существующих захватных устройств. От свойств этих средств технологического оснащения зависит успешное применение самих ПР. На рис. 31 приводятся примеры таких устройств различного конструктивного исполнения. Даются краткие пояснения.
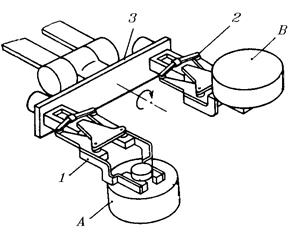
Рис. 31. Примеры конструкций ЗУ: а, б, в, г – с плоско-параллельным движением губок; д, е – для захвата деталей изнутри и снаружи, соответственно; ж – с приводной зубчатой передачей; з – двухзахватная конструкция
На рис. 31 представлены некоторые примеры конструкций захватных устройств промышленных роботов. Часть из них отличается достаточно простым исполнением. Так на рис. 31 а. показано устройство с параллельным смещение зажимных губок для захвата детали роботом. Одна из них неподвижна. Движение подвижной губки достигается посредством пневмо- или гидроцилиндра. Плоские поверхности губок рассчитаны на соответствующие поверхности детали. к недостаткам конструкции можно отнести отсутствие эффекта самоцентрирования. Показанное на рис. 31 б. устройство, обеспечивает одновременную сходимость губок 1 и 2 при повороте зубчатого колеса 3. Этим достигается сохранение в пространстве центра захватываемой детали. Зажимные поверхности спрофилированы по диаметру детали-объекта манипулирования.
Рис. 31 в. содержит пример ЗУ с плоско-параллельным смещением зажимных губок, которое содержит корпус 1 с силовым цилиндром, отверстия 2 для подачи рабочей среды в цилиндр, шток 3 с зубчатой рейкой, зубчатые секторы 4 и две пары планок 5, образующих симметричные параллелограммные механизмы. Зажим детали происходит при движении поршня вправо.
Устройство на рис. 31 г. содержит вращающийся привод 1, корпус 2, редуктор 3. реечную передачу 4, направляющие 5, коробку с зубчатой передачей 6, а также зажимные губки 7. Достоинство устройства – захват деталей в широком диапазоне размеров. Часто приходится захватывать детали за внутреннюю поверхность, разводя зажимные пальцы. Последние могут двигаться по дуге окружности или поступательно (рис. 31 д). Внешний захват для цилиндрических деталей (рис. 31 е) позволяет закреплять детали типа валов в нескольких сечениях по их длине, что повышает надежность удержания объектов манипулирования. Губки у них также имеют свойство одновременной сходимости к детали. На рис. 31 ж. изображен механизм, в котором используется вращающийся привод с зубчатой передачей. В нем имеется вращающийся привод 1, корпус 2, зубчатая передача 3, параллелограммный механизм 4 и губки 5. Последние также имеют плоскопараллельное движение в направлении, показанном стрелками. Особой разновидностью ЗУ являются многозахватные конструкции, например, показанная на рис. 31 з. Они попеременно вводятся в работу поворотом вокруг продольной оси всего устройства, закрепленного на запястье робота. В устройстве имеются зажимные рычаги 1 и 2, планка 3, соединяющая их. Буквами А и В обозначены детали-объекты манипулирования.
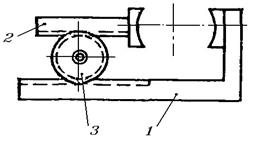
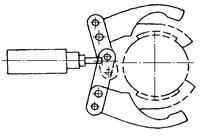
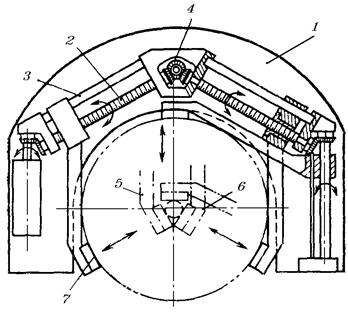
Более сложные конструкции ЗУ приведены на рис. 32. Так на рис. 32 а. показано устройство, работающее по принципу токарного трехкулачкового самоцентрирующего патрона. В нем имеется основание 1, ходовые винты 2, стержневые направляющие 3, конические зубчатые передачи (позицией не обозначены), первая зажимная губка 5, вторая зажимная губка 6 и прижим 7. Ходовые винты вращаются электродвигателем через конические зубчатые передачи. В зависимости от направления вращения производится зажим, либо разжим детали роботом. Достоинство таких устройств состоит в креплении деталей в трех точках, что повышает надежность удержания. Кроме того, обеспечивается постоянное положение центра зажимаемой детали и широкий диапазон захватываемых диаметров.
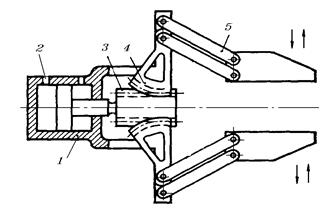
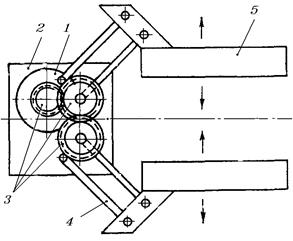
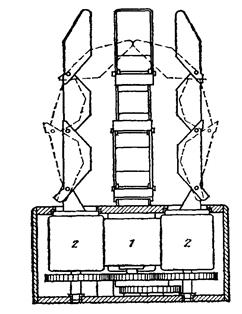
Многофункциональный захват (рис. 32 б) с тремя пальцами содержит четыре электродвигателя. Один из них (поз. 1) служит для поворота пальцев вокруг их осей, чтобы производить захват за наружную или внутреннюю поверхность детали. Остальные двигатели (поз. 2) приводят в действие механизмы сгибания пальцев (с помощью гибкой связи). Устройство производит «мягкий» захват деталей, например, из пластмасс или даже стекла без нарушения их целостности. Дополнительным преимуществом является возможность захвата деталей произвольной формы. Разработано устройство, которое можно считать аналогом кисти руки человека (рис. 32 в). В конструкции пальцев этого устройства используются четырехзвенные механизмы, обеспечивающие их сгибание. В конструкции имеется пластина 1, пружина 2, кривошипы 3, пружины растяжения 4, а также электродвигатель переменного тока 5. В состав звена каждого из пяти четырехзвенных механизмов входят кривошипы, которые соединены
Рис. 32. Более сложные захватные устройства промышленных роботов:
а – самоцентрирующее широкодиапазонное; б – пальцевое многофункциональное; в – с четырехзвенными механизмами сгибания пальцев
между собой пластиной 1. Она может перемещаться поступательно с помощью электродвигателя 5 и ходового винта. Пластина перемещается вперед или назад (в зависимости от направления вращения электродвигателя), что приводит к сгибанию шарнирных пальцев и захватыванию детали.
Все описанные конструкции ЗУ позволяют роботу манипулировать только одной деталью, что существенно снижает его производительность при выполнении многих технологических операций.
7.1. Групповой схват промышленного робота /6/
Недостатком многих конструкций схватов являются невозможность одновременного зажима группы деталей из-за колебания размеров деталей в партии, а также необходимость ручной настройки губок на размер захватываемых деталей, что ведет к большим потерям, рабочего времени промышленного робота. Возникает задача, которая заключается в повышении производительности и точности групповых сборочных процессов, осуществляемых промышленными роботами.
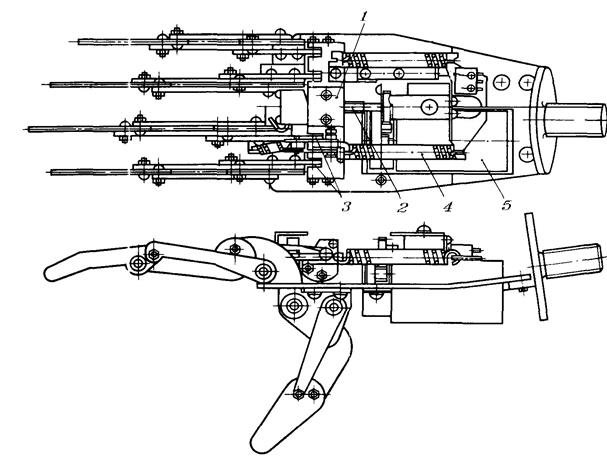
Групповой схват промышленного робота (рис. 32, 33 и 34) содержит корпус 1, жестко закрепленный на руке 2 робота, подвижную зажимную губку 3 и относительно неподвижную губку 4, закрепленную на корпусе. Подвижная зажимная губка 3 связана со штоком 5 силового цилиндра руки 2 робота и установлена с возможностью перемещения по направляющим 6, выполненным в виде паза или цилиндрических скалок, за счет которых губки точно взаимно ориентированы относительно одна другой.
В подвижной губке 3 в направлении захватываемых деталей выполнены отверстия, в которых установлены подвижные плунжеры 7, сопряженные одним своим торцом с захватываемыми деталями, а другим торцом взаимодействующие с уравнителем 8 усилия захвата, например гидропластмассой, заполняющей замкнутую полость, выполненную в подвижной губке 3.
В качестве уравнителя 8 усилия захвата может быть использован также набор мелких твердых сферических тел, например стальных шариков. В последнем случае снижаются точностные требования к изготовлению и появляется возможность использования схвата при повышенных температурах окружающей среды (сборка с нагревом).
В неподвижной губке выполнены призматические базирующие выемки 9 (пазы), соответствующие по размерам и конфигурации группе одновременно захватываемых деталей.
Указанные базирующие выемки могут быть выполнены на сменной прижимной планке 10, имеющей Г-образный профиль поперечного сечения, которая крепится к губке с помощью винтов 11.
При автоматизированной замене планки самим роботом (согласно управляющей программы) пленку устанавливают на губку посредством двух пальцев 12, закрепленных вертикально в губке схвата и свободно входящих в отверстия, выполненные в планке, а также подпружиненного горизонтально расположенного фиксатора 13, взаимодействующего с гнездом 14, выполненным в прижимной планке 10. Планка 10 снабжена также фиксирующими гнездами 15, посредством которых она удерживается фиксаторами 16 магазина 17 сменных прижимных планок.
В магазине выполнены окна 18 и 19, обеспечивающие доступ схвата к сменной прижимной планке, взаимодействующей своими выступами 20 с опорными полками 21, которыми снабжен магазин.
Для загрузки схвата деталями применяются трубчатые лотки 22 с отсекателями деталей 23, приводимыми в действие самим схватом, или кассета 24 с заранее ориентированными деталями. Сборка группы деталей 25 с ответными деталями 26 производится в сборочном приспособлении 27, схематично показанном на рис. 32.
Работа схвата осуществляется следующим образом.
Группа собираемых деталей 26 подается в загрузочную позицию в предварительно ориентированном виде за счет лотков 22 или кассеты 24.
Под действием штока 5 подвижная зажимная губка 3 схвата отводится на некоторое расстояние от неподвижной губки 4, обеспечивая доступ деталей в схват, и схват переносится рукой робота в загрузочную позицию для приема группы собираемых деталей 25. Если питание схвата производится из кассеты 24, то детали 25 вводятся в схват при его опускании.
При включении силового цилиндра руки 2 на зажим шток 5 перемешает подвижную губку 3 в направлении неподвижной губки 4 по направляющим 6, что сопровождается базированием деталей в призматических выемках 9 и закреплением их плунжерами 7, обеспечивающими одновременное и равномерное усилие зажима благодаря уравнителю усилия 8. Плунжеры 7 самоустанавливаются относительно деталей, имеющих определенный разброс размеров в партии, за счет своей подвижности в осевом направлении и упругих, свойств уравнителя 8.
После захвата группы деталей 25 схват рукой робота переносится в сборочную позицию, где в приспособлении 27 установлены басовые детали 26, и осуществляет их точную взаимную ориентацию. Затем подвижная губка 3 вновь несколько отводится от неподвижной губки 4 и происходит сборка группы деталей 25 и 26. В зависимости от характера сопряжения (с гарантированным зазором или натягом) сборка осуществляется самим схватом или посредством дополнительных устройств.
При сборке группы узлов, содержащих более двух деталей, а также деталей, значительно отличающихся по форме и размерам, сменную прижимную планку 10 заменяют, составляя без изменения всю конструкцию схвата.
При автоматической смене прижимной планки 10 используют магазин 17. При вертикальном опускании руки 2 робота прижимная планка 10 освобождается от пальцев 12 и подпружиненного фиксатора 13, выходящего из гнезда 14.
Замена прижимной планки осуществляется посредством возвратно-поступательных горизонтальных перемещений схвата, который проходит через окно 18 магазина. При этом выступы 20, выполненные на прижимной планке, взаимодействуют с опорными полками 21, которыми снабжен магазин. В результате из смежного гнезда магазина 17 устанавливается и предварительно фиксируется в рабочей позиции фиксатором 16 другая прижимная планка 10, имеющая базирующие выемки 9, выполненные в соответствии с новой группой собираемых деталей. Вертикальным подъемом руки пальцы 12 и фиксатор 13 вводятся в соответствующие гнезда новой прижимной планки, обеспечивая ее точную ориентацию. Количество сменных прижимных планок, устанавливаемых на одном схвате, ограничивается лишь емкостью магазина 17 и объемом памяти робота.
Выполнение схвата робота по предлагаемой схеме позволяет значительно повысить производительность сборочных процессов за счет одновременной сборки нескольких различных узлов и сокращения вспомогательного времени, затрачиваемого на подготовку схвата к работе. В результате сокращается время простоев дорогостоящего оборудования.
Предлагаемый схват характеризуется повышенной точностью, т.к. отпадает необходимость настройки зажимных губок, что связано с появлением дополнительных погрешностей. Он обладает универсальностью, позволяя производить захват и манипулирование группами деталей большого диапазона размеров, формы и свойств материала.
Равномерность усилия закрепления деталей, обеспечиваемая уравнителем, предотвращает повреждение поверхностей захватываемых деталей.
Технический эффект от использования предлагаемого схвата состоит в многократном повышении производительности сборочного процесса, высвобождении рабочих-сборщиков, сокращении простоев дорогостоящего оборудования.
Рис. 32. Групповой схват промышленного робота
Рис. 33. Групповой схват промышленного робота (вариант конструктивного исполнения)
Рис. 34. Групповой схват промышленного робота (дополнительные
виды и сечения)
7.2. Многопозиционный захват промышленного робота с электромагнитным приводом /7/
Целью разработки данного захватного устройства (рис. 35 и 36) явилось расширение технологических возможностей путем обеспечения захвата группы деталей с конкретно заданным их расположением.
Многопозиционный захват содержит неподвижную губку 1, в которой выполнены в заданном расположении сквозные отверстия 2, размеры и форма

Рис. 35. Многопозиционный захват промышленного робота с
электромагнитным приводом
которых определяются профилем захватываемых деталей. В губке 1 выполнены продольные направляющие пазы 3, в которых подвижно установлена вторая зажимная губка, выполненная в виде пластины 4 с отверстиями 5, идентичными отверстиям 2. Губка 4 удерживается ограничительной планкой 6. К губке 4 жестко прикреплен шток 7, на противоположном конце которого установлен якорь 8 электромагнита 9, установленный в губке 1 и подпружиненный пружиной 10. Губка 1 крепится через упругую прокладку 11 с помощью планки 12 к корпусу 13, жестко связанного с рукой робота. В полости корпуса расположен электромагнитный вибратор 14, фиксируемый крышкой 15, через отверстие которой проходит сердечник 16, связанный с губкой 1. Он подпружинен относительно корпуса пружиной 17. Губка 1 дополнительно снабжена направляющими втулками 18, взаимодействующими с фиксаторами, установленными в сборочной позиции (на рис. не показаны).
Многопозиционный захват работает следующим образом.
Для загрузки захвата он переносится промышленным роботом к загрузочному устройству и заполняется группой деталей. После чего к обмотке электромагнита 9 прикладывается рабочее напряжение, при этом под действием электромагнитных сил якорь 8 втягивается внутрь обмотки электромагнита, а губка 4, жестко связанная с якорем 8 штоком 7, перемещается вправо. Смещение губки 4 вызывает частичное перекрытие профильных отверстий 2 губки 1, что обеспечивает надежное удержание деталей в процессе их переноса в сборочную рабочую позицию.
В рабочей позиции захват опускается на сборочное приспособление и фиксируется там с помощью направляющих втулок 18. Благодаря этому достигается необходимая точность взаимного расположения профильных отверстий 2 и соответствующих отверстий в базовой детали.
Для установки деталей в базовую деталь отключают электромагнит 9, губка 4 смещается влево под действием пружины 10 до упора в планку 6. Профили отверстий 2 и 5 совмещаются, и присоединяемые детали устанавливаются в отверстия базовой детали.
Для облегчения процесса соединения базовой и присоединяемых деталей, а также для улучшения фиксации захвата со сборочным приспособлением используется вибратор 14, обеспечивающий колебания















 а
а
 б
б
 в
в
 г
г
 д
д
 е
е
 а
а
 б
б
 в
в
 г
г
 д
д
 е
е
 а
а
 б
б
 в
в
 г
г
 д
д
 е
е
 ж
ж
 з
з
 а
а
 б
б
 в
в



