Далее, переходя к определению постов контроля, следует учесть, что деталь, обрабатываемая на нескольких станках, должна контролироваться после каждого из них (при отсутствии средств активного контроля). С этой целью организуется специальный пост (позиция) контроля, где контролер производит указанную операцию.
Число деталей, проходящих контроль по завершении обработки, назначается технологом, курирующим работу ГПС.
Необходимое число постов (позиций) контроля:
t к • Д к
n конт = ---------------, (19)
Фпоз. • 60
где t к – суммарное время контроля одной деталеустановки, мин,
Это время можно определить как
t к = ∑t изм (1) • P1 + ∑t изм (2) • P2 + t доп, (20)
где t изм (1) и t изм (2) – время, затрачиваемое на контроль размеров двух типов: первого и второго, соответственно, мин.
Размеры по трудоемкости их определения подразделяются на два основных типа в зависимости от применяемым средств измерения. Так, тип 1 требует универсальных измерительных средств (штангенинструмент, микрометры, угломеры и другие приборы, имеющие нониус). В этом случае требуется большее время (t изм (1)). Второй тип размеров может контролироваться более простыми специальными средствами (шаблоны, калибры, скобы и т. д.). Здесь выделяется меньшее время (t изм (2)).
Примерное соотношение между ними следующее:
t изм (1) = 3 • t изм (2). (21)
Для деталей средней сложности можно принять t изм. (2) = 0,52 мин.
P1 и P2 – количество размеров первого и второго типов, подлежащих контролю, соответственно. Они назначаются по чертежам обрабатываемых деталей, а в данной работе – по таблице исходных данных. Необходимые данные приведены в табл. 5;
tдоп – дополнительное время, выделяемое для промежуточного контроля и наблюдения за ходом обработки, зависящее от количества станков, мин:
t доп = 3 мин • n c. (22)
Д к – число деталеустановок, проходящих контроль в течение месяца, шт.
Д обр
Д к = ----------. (23)
n д
Д обр – ранее определенная величина (16).
n д – количество контролируемых деталей, в свою очередь рассчитываемое как
n техн
n д = ----------, (24)
К1 • К2
где n техн – число деталеустановок, выводимых на контроль по указанию технолога. Например, при 20% - ном контроле – это каждая пятая деталь, т.е.
n техн = 5;
К1 – коэффициент учета обязательного контроля первой детали в партии; К1 = 1,15.
К2 – коэффициент учета влияния нового инструмента после его замены на станках; К2 = 1,05.
Фпоз – месячный действительный фонд времени работы контрольной позиции. При двухсменном режиме работы принимаем Фпоз. = 305 час.
Далее, аналогично предыдущим расчетам, производится округление до целого числа полученного по формуле (18) значения и определяется коэффициент использования контрольной позиции:
n конт (расч)
К и. конт = --------------, (25)
n конт (прин)
По окончательно полученным данным вторично уточняют компоновку ГПС.
Ниже, на рис. 9 дан пример компоновки ГПС, в которой позиции загрузки и разгрузки спутников объединены в одну вспомогательную позицию.
Контрольная позиция предполагает наличие рабочего места для контролера, стол (изображен в виде прямоугольника) и стул (кружок с затушеванной половиной).
Возможными вариантами является наличие двух раздельных позиций, а также варианты с несколькими дублирующими позициями. Их количество определяется расчетом и фактически совпадает с числом контролеров.
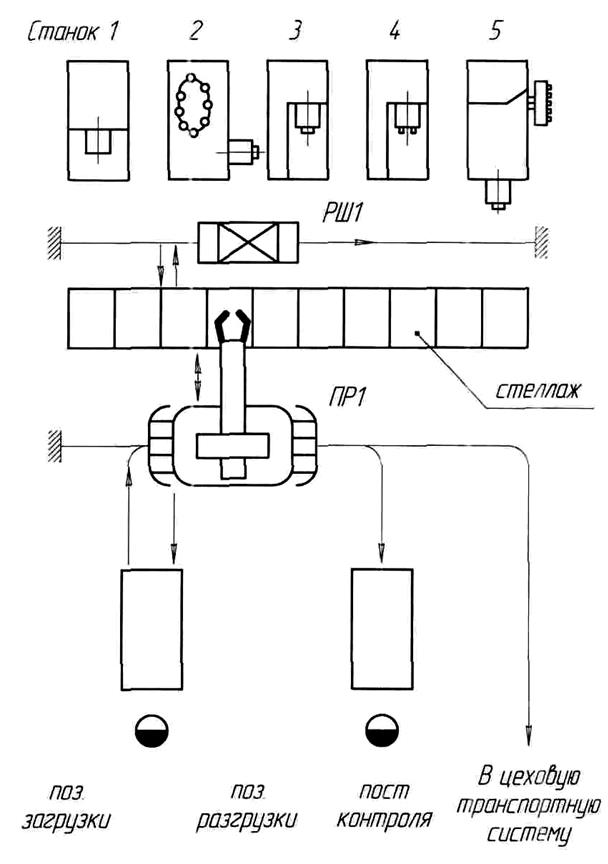
Рис. 9. Пример изображения компоновки ГПС с однорядным стеллажом, общей позицией загрузки и разгрузки, с одним постом контроля
|
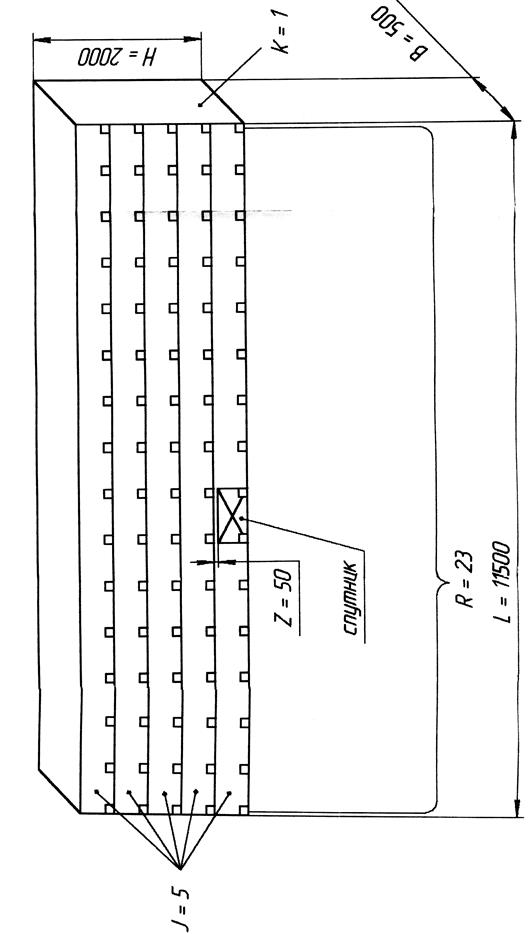
Рис. 10. Пример выполнения эскиза стеллажа автоматизированного склада
|
Табл. 2. Варианты исходных данных для выполнения работы
| № ва-рианта
| nс
| tгр
| nгр
| Программа выпуска
| Предлагаемый
тип стеллажа
|
| N1дек
| N2дек
| N3дек
|
| № 1
|
| 0,32; 0,28; 0,16
|
|
|
|
| 2 x 4
|
| № 2
|
| 0,28; 0,47
|
|
|
|
| 1 х 5
|
| № 3
|
| 0,12; 0,22; 0,14; 0,25
|
|
|
|
| 2 х 3
|
| № 4
|
| 0,22; 0,18; 0,32
|
|
|
|
| 1 х 5
|
| № 5
|
| 0,18; 0,11; 0,25; 0,21
|
|
|
|
| 1 х 4
|
| № 6
|
| 0,28; 0,22; 0,31
|
|
|
|
| 2 х 4
|
| № 7
|
| 0,42; 0,16
|
|
|
|
| 1 х 5
|
| № 8
|
| 0,35; 0,12; 0,23; 0,18
|
|
|
|
| 2 х 3
|
| № 9
|
| 0,33; 0,14; 0,13
|
|
|
|
| 1 х 5
|
| №10
|
| 0,35; 0,14; 0,21
|
|
|
|
| 1 х 4
|
| №11
|
| 0.33; 0,25
|
|
|
|
| 2 х 3
|
| №12
|
| 0,42; 0,11; 0,24; 0,13
|
|
|
|
| 1 х 6
|
| №13
|
| 0,32; 0,45; 0,27
|
|
|
|
| 1 х 3
|
| №14
|
| 0,26; 0,31; 0,44; 0,28
|
|
|
|
| 1 х 5
|
| №15
|
| 0,33; 0,12
|
|
|
|
| 1 х 4
|
| №16
|
| 0,09; 0,24; 0,28
|
|
|
|
| 2 х 3
|
| №17
|
| 0,27; 0,42; 0,31; 0,14
|
|
|
|
| 1 х 5
|
| №18
|
| 0,32; 0,22; 0,12
|
|
|
|
| 2 х 4
|
| №19
|
| 0,21; 0,31
|
|
|
|
| 1 х 5
|
| №20
|
| 0,11; 0,21; 0,23; 0,32
|
|
|
|
| 1 х 4
|
| №21
|
| 0,33; 0,14; 0,32; 0,08
|
|
|
|
| 2 х 4
|
Продолжение табл. 2
| N ва-рианта
| nс
| tгр
| nгр
| Программа выпуска
| Предлагаемый
тип стеллажа
|
| N1дек
| N2дек
| N3дек
|
| №22
|
| 0,07; 0,12; 0,33
|
|
|
|
| 1 х 5
|
| №23
|
| 0,12; 0,18; 0,22
|
|
|
|
| 1 x 5
|
| №24
|
| 0,23; 0,37
|
|
|
|
| 1 х 4
|
| №25
|
| 0,14; 0,23; 0,16; 0,15
|
|
|
|
| 2 х 3
|
| №26
|
| 0,25; 0,19; 0,22
|
|
|
|
| 1 х 5
|
| №27
|
| 0,12; 0,14; 0,21; 0,20
|
|
|
|
| 1 х 4
|
| №28
|
| 0,23; 0,25; 0,36
|
|
|
|
| 2 х 3
|
| №29
|
| 0,44; 0,12
|
|
|
|
| 1 х 5
|
| №30
|
| 0,32; 0,11; 0,16; 0,17
|
|
|
|
| 2 х 4
|
| №31
|
| 0,32; 0,16; 0,11
|
|
|
|
| 1 х 5
|
| №32
|
| 0,25; 0,13; 0,21
|
|
|
|
| 1 х 4
|
| №33
|
| 0,3; 0,22
|
|
|
|
| 2 х 3
|
| №34
|
| 0,32; 0,11; 0,27; 0,17
|
|
|
|
| 1 х 5
|
| №35
|
| 0,12; 0,35; 0,27
|
|
|
|
| 2 х 4
|
| №36
|
| 0,26; 0,31; 0,34; 0,28
|
|
|
|
| 1 х 5
|
| №37
|
| 0,35; 0,16
|
|
|
|
| 1 х 4
|
| №38
|
| 0,09; 0,22; 0,28
|
|
|
|
| 2 х 3
|
| №39
|
| 0,27; 0,12; 0,34; 0,14
|
|
|
|
| 1 х 5
|
| №40
|
| 0,22; 0,24; 0,12
|
|
|
|
| 1 х 6
|
| №41
|
| 0,21; 0,36
|
|
|
|
| 1 х 5
|
| №42
|
| 0,13; 0,25; 0,26; 0,32
|
|
|
|
| 1 х 4
|
Табл. 3. Вспомогательное время загрузки заготовок в приспособления-спутники в условиях работы ГПС по вариантам, мин
| № варианта
| t1
| t2
| t3
| t4
| t5
| t6
| t7
| t8
| t9
| t10
|
|
| 3,5
| 2,2
| 4,4
| 5,0
| 3,3
| 6,5
| 5,5
| 4,8
| 3,9
| 2,7
|
|
| 4,4
| 1,8
| 5,6
| 4,7
| 3,9
| 2,7
| 5,6
| 6,5
| 2,3
| 3,5
|
|
| 3,5
| 3,9
| 1,9
| 4,8
| 1,9
| 1,8
| 3,9
| 3,9
| 1,9
| 4,8
|
|
| 1,9
| 3,5
| 1,8
| 3,9
| 2,7
| 2,3
| 5,6
| 2,3
| 3,5
| 5,6
|
|
| 3,9
| 2,7
| 2,3
| 5,6
| 4,4
| 3,9
| 1,9
| 4,8
| 6,5
| 7,2
|
|
| 1,9
| 3,9
| 3,1
| 2,7
| 6,5
| 5,6
| 4,7
| 2,2
| 5,6
| 3,7
|
|
| 6,5
| 2,3
| 3,5
| 6,6
| 2,7
| 4,4
| 3,5
| 5,6
| 4,7
| 5,6
|
|
| 2,2
| 3,9
| 1,9
| 5,6
| 4,7
| 2,3
| 3,9
| 1,8
| 5,6
| 1,8
|
|
| 5,1
| 6,3
| 6,8
| 2,2
| 3,9
| 1,9
| 4,8
| 2,3
| 4,4
| 5,6
|
|
| 5,6
| 4,7
| 4,4
| 3,9
| 6,5
| 2,3
| 3,9
| 1,8
| 5,6
| 3,9
|
|
| 3,9
| 2,7
| 3,9
| 1,9
| 4,8
| 6,5
| 6,3
| 6,8
| 3,5
| 2,3
|
|
| 4,8
| 2,2
| 2,3
| 6,5
| 4,4
| 6,3
| 6,8
| 2,2
| 4,8
| 4,4
|
|
| 6,3
| 6,8
| 3,9
| 1,8
| 1,9
| 3,9
| 2,7
| 7,2
| 1,9
| 6,8
|
|
| 3,5
| 2,3
| 3,9
| 6,8
| 6,3
| 6,8
| 2,2
| 3,7
| 3,5
| 2,7
|
|
| 5,6
| 4,7
| 1,8
| 2,7
| 5,6
| 4,7
| 6,3
| 6,8
| 6,1
| 1,8
|
|
| 6,5
| 3,9
| 2,2
| 7,2
| 3,9
| 1,8
| 3,9
| 2,7
| 2,7
| 7,2
|
|
| 5,1
| 3,7
| 7,2
| 3,7
| 4,4
| 1,8
| 2,3
| 5,1
| 4,8
| 3,7
|
|
| 4,4
| 3,9
| 1,9
| 4,8
| 2,3
| 5,6
| 6,3
| 6,8
| 3,9
| 2,2
|
|
| 6,8
| 5,6
| 3,9
| 2,2
| 5,6
| 4,7
| 4,8
| 6,8
| 3,7
| 7,2
|
|
| 2,7
| 4,8
| 6,3
| 6,8
| 1,8
| 2,3
| 2,2
| 2,7
| 4,4
| 3,7
|
|
| 4,4
| 6,8
| 5,1
| 2,2
| 3,7
| 3,9
| 7,2
| 3,5
| 4,4
| 4,8
|
|
| 3,5
| 2,7
| 4,4
| 7,2
| 7,2
| 1,9
| 3,7
| 3,5
| 6,5
| 6,5
|
|
| 3,9
| 1,8
| 6,8
| 3,7
| 3,7
| 5,1
| 3,9
| 1,9
| 4,8
| 4,4
|
|
| 3,7
| 4,8
| 2,7
| 4,8
| 2,3
| 4,4
| 4,4
| 5,6
| 4,7
| 2,2
|
|
| 5,1
| 1,9
| 7,2
| 6,8
| 2,2
| 3,9
| 1,9
| 4,8
| 5,6
| 7,2
|
|
| 6,3
| 6,8
| 3,7
| 2,7
| 4,4
| 5,1
| 6,3
| 6,8
| 3,9
| 1,8
|
|
| 6,5
| 2,2
| 5,6
| 4,8
| 2,2
| 3,9
| 1,9
| 4,4
| 1,9
| 2,3
|
|
| 5,6
| 4,7
| 5,1
| 6,8
| 4,4
| 3,9
| 2,7
| 2,2
| 5,6
| 4,7
|
|
| 6,5
| 7,2
| 4,4
| 2,7
| 5,1
| 6,3
| 6,8
| 2,2
| 3,9
| 1,9
|
|
| 3,9
| 1,9
| 4,8
| 4,8
| 7,2
| 1,9
| 5,1
| 6,5
| 4,8
| 6,5
|
|
| 3,9
| 1,8
| 5,1
| 2,2
| 3,9
| 1,9
| 4,4
| 5,6
| 4,7
| 7,2
|
|
| 7,2
| 2,2
| 3,7
| 7,2
| 6,8
| 3,9
| 1,9
| 4,8
| 6,3
| 6,8
|
|
| 5,1
| 7,2
| 4,8
| 3,7
| 2,7
| 2,2
| 4,8
| 5,6
| 4,8
| 5,1
|
|
| 7,2
| 3,7
| 6,5
| 3,9
| 1,8
| 3,7
| 5,6
| 4,7
| 7,2
| 4,4
|
|
| 3,7
| 3,9
| 1,9
| 4,8
| 6,8
| 5,1
| 1,9
| 4,8
| 6,3
| 6,8
|
Продолжение табл. 3
| № варианта
| t1
| t2
| t3
| t4
| t5
| t6
| t6
| t8
| t9
| t10
|
|
| 2,2
| 5,6
| 4,7
| 5,1
| 2,7
| 2,2
| 3,9
| 1,9
| 7,2
| 5,6
|
|
| 4,8
| 3,9
| 1,8
| 7,2
| 3,9
| 1,9
| 4,8
| 3,7
| 3,7
| 5,1
|
|
| 3,7
| 6,5
| 2,2
| 3,7
| 2,2
| 1,9
| 6,5
| 4,8
| 3,7
| 2,6
|
|
| 2,2
| 3,9
| 7,9
| 4,8
| 7,5
| 4,9
| 1,2
| 6,5
| 6,5
| 7,2
|
|
| 7,2
| 3,9
| 1,9
| 4,8
| 2,2
| 3,2
| 2,2
| 3,9
| 1,9
| 4,8
|
|
| 4,8
| 3,7
| 4,8
| 6,5
| 7,2
| 7,4
| 1,9
| 3,7
| 4,8
| 2,2
|
Табл. 4. Вспомогательное время разгрузки готовых деталей из приспособлений-спутников по вариантам, мин
| № варианта
| t1
| t2
| t3
| t4
| t5
| t6
| t7
| t8
| t9
| t10
|
|
| 4,5
| 2,4
| 1,8
| 4,7
| 1,4
| 5,2
| 1,2
| 4,7
| 1,4
| 5,2
|
|
| 2,8
| 3,1
| 5,2
| 4,3
| 6,2
| 2,5
| 4,9
| 3,1
| 4,5
| 5,2
|
|
| 5,2
| 2,8
| 6,2
| 2,5
| 4,9
| 3,1
| 5,2
| 4,3
| 2,4
| 2,5
|
|
| 2,4
| 2,5
| 3,5
| 5,2
| 5,2
| 4,3
| 2,4
| 2,5
| 4,9
| 3,5
|
|
| 6,2
| 2,1
| 4,9
| 3,1
| 2,4
| 2,5
| 3,1
| 1,5
| 3,5
| 5,2
|
|
| 5,2
| 4,3
| 1,5
| 2,4
| 2,5
| 5,2
| 2,8
| 2,4
| 3,5
| 4,7
|
|
| 3,5
| 5,2
| 2,5
| 4,9
| 3,5
| 4,7
| 6,2
| 2,5
| 4,9
| 3,1
|
|
| 6,2
| 2,5
| 4,9
| 3,1
| 1,5
| 2,5
| 4,9
| 3,5
| 5,2
| 4,3
|
|
| 4,5
| 5,2
| 4,3
| 2,4
| 2,5
| 6,2
| 2,5
| 4,9
| 3,1
| 5,2
|
|
| 1,8
| 4,7
| 1,4
| 5,2
| 4,7
| 2,8
| 5,2
| 4,3
| 2,4
| 2,5
|
|
| 1,7
| 2,5
| 4,9
| 3,5
| 2,5
| 4,3
| 3,5
| 1,7
| 2,5
| 2,4
|
|
| 4,3
| 2,4
| 1,5
| 1,8
| 4,7
| 1,4
| 5,2
| 4,3
| 5,2
| 3,1
|
|
| 3,2
| 3,1
| 5,2
| 1,7
| 2,5
| 4,5
| 1,5
| 3,2
| 3,7
| 2,8
|
|
| 4,5
| 2,8
| 4,7
| 4,3
| 1,8
| 4,7
| 1,4
| 5,2
| 2,4
| 3,7
|
|
| 4,7
| 5,2
| 4,3
| 3,2
| 3,7
| 2,4
| 2,8
| 3,7
| 3,1
| 5,2
|
|
| 2,5
| 4,9
| 3,5
| 5,2
| 4,3
| 3,1
| 5,2
| 4,3
| 2,8
| 4,5
|
|
| 6,2
| 2,5
| 4,9
| 3,1
| 4,7
| 2,8
| 2,5
| 4,9
| 3,5
| 3,9
|
|
| 4,3
| 6,8
| 2,2
| 4,5
| 1,5
| 3,7
| 1,8
| 4,7
| 1,4
| 5,2
|
|
| 2,5
| 1,8
| 4,7
| 1,4
| 5,2
| 6,2
| 2,5
| 4,9
| 3,1
| 3,7
|
|
| 5,3
| 6,8
| 1,5
| 1,7
| 6,2
| 2,5
| 4,9
| 3,1
| 4,7
| 1,7
|
|
| 5,2
| 4,3
| 2,5
| 4,3
| 1,5
| 4,5
| 2,4
| 2,5
| 3,4
| 4,3
|
|
| 4,5
| 3,5
| 5,2
| 3,2
| 2,5
| 4,9
| 3,5
| 4,3
| 6,8
| 3,2
|
|
| 2,4
| 2,4
| 2,5
| 4,3
| 6,8
| 1,8
| 4,7
| 1,4
| 5,2
| 4,5
|
|
| 3,1
| 3,7
| 4,7
| 2,4
| 2,5
| 3,2
| 3,1
| 3,7
| 2,4
| 2,5
|
Продолжение табл. 4
| № варианта
| t1
| t2
| t3
| t4
| t5
| t6
| t7
| t8
| t9
| t10
|
|
| 2,8
| 6,2
| 2,5
| 4,9
| 3,1
| 4,5
| 1,5
| 5,2
| 4,3
| 3,7
|
|
| 3,1
| 3,3
| 1,5
| 6,2
| 2,5
| 4,9
| 3,5
| 4,7
| 3,3
| 1,5
|
|
| 2,5
| 6,2
| 6,1
| 2,5
| 4,9
| 3,1
| 5,2
| 4,3
| 6,8
| 4,7
|
|
| 1,5
| 4,5
| 2,5
| 4,9
| 1,7
| 3,2
| 3,1
| 4,7
| 4,5
| 2,5
|
|
| 1,8
| 4,7
| 1,4
| 5,2
| 4,3
| 2,5
| 4,9
| 3,5
| 1,7
| 3,1
|
|
| 1,7
| 2,5
| 4,9
| 3,5
| 3,2
| 3,1
| 2,5
| 4,9
| 4,3
| 2,5
|
|
| 4,3
| 6,2
| 2,5
| 4,9
| 3,1
| 1,5
| 6,5
| 4,9
| 3,2
| 5,2
|
|
| 3,2
| 4,3
| 6,8
| 6,2
| 2,5
| 4,9
| 3,1
| 2,5
| 4,9
| 3,5
|
|
| 3,1
| 1,8
| 4,7
| 1,4
| 5,2
| 4,7
| 1,7
| 5,2
| 4,3
| 1,5
|
|
| 6,2
| 2,5
| 4,9
| 3,1
| 4,3
| 6,8
| 4,3
| 1,5
| 2,5
| 4,9
|
|
| 1,8
| 4,2
| 1,4
| 5,2
| 3,3
| 5,2
| 3,2
| 2,5
| 4,9
| 3,5
|
|
| 3,2
| 3,1
| 2,5
| 4,9
| 6,2
| 2,5
| 4,9
| 3,1
| 2,5
| 4,9
|
|
| 2,5
| 4,9
| 1,5
| 2,5
| 4,5
| 1,8
| 4,7
| 1,4
| 5,2
| 2,5
|
|
| 6,2
| 2,8
| 4,7
| 3,1
| 4,3
| 6,8
| 6,2
| 2,5
| 4,9
| 3,1
|
|
| 1,8
| 4,7
| 1,9
| 5,2
| 1,5
| 2,5
| 4,9
| 3,5
| 3,1
| 5,2
|
|
| 4,3
| 6,8
| 1,7
| 1,8
| 4,7
| 1,4
| 5,2
| 4,1
| 3,2
| 3,1
|
|
| 2,5
| 4,9
| 4,3
| 4,7
| 6,2
| 2,5
| 4,9
| 3,1
| 4,3
| 6,8
|
|
| 4,3
| 6,8
| 3,2
| 4,3
| 6,8
| 3,3
| 1,8
| 4,7
| 1,4
| 5,2
|
Табл. 5. Тип и количество размеров на деталях, обрабатываемых в ГПС
| № варианта
| Р1
| Р2
| № варианта
| Р1
| Р2
| № варианта
| Р1
| Р2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВОПРОСЫ ДЛЯ ПРОВЕРКИ ЗНАНИЙ СТУДЕНТОВ ПО КУРСУ
1. Особенности автоматизации серийного машиностроительного производства. Актуальность создания ГАП, его преимущества и значение. Место ГАП в современном производстве.
2. Основные термины и определения: гибкость, производительность обработки и сборки, виды гибкости, номенклатура и т.п. Понятие технологической гибкости.
3. Количественная оценка основных показателей: гибкости и производительности. Методика расчета на различных этапах проекта. Взаимосвязь между этими показателями. Надежность работы оборудования.
4. Структура ГАП. Основные понятия и уровни сложности. Разновидности гибких производственных систем (ГПС).
5. Классификация производственных технологических систем изготовления деталей: широкоуниверсальные, универсальные, многономенклатурные, детально-ориентированные, специализированные и специальные.
6. Технологические возможности станков с ЧПУ как основного вида технологического оборудования в составе ГПС. Многоцелевой станок. Особенности технологии обработки деталей на этих станках.
7. Требования, предъявляемые к технологическому оборудованию ГПС со стороны технологического процесса. Обеспечение необходимой точности.
8. Промышленный робот в качестве универсальной рабочей машины ГАП. Классификация промышленных роботов. Критерии выбора модели робота.
9. Транспортно-накопительная система (ТНС) как координатор материальных потоков в ГАП. Разновидности ТНС.
10. Напольный транспорт. Устройство и принцип действия индуктивно управляемой автономной транспортной тележки (робокара). Виды компоновок оборудования ГПС и связь их с траекторией движения робокара.
11. Накопители как средство создания задела деталей. Их разновидности: магазины спутников, конвейерные, автоматизированные склады.
12. Система инструментообеспечения (СИО) в условиях гибкого производства. Структура и основные разновидности. Особенности режущего инструмента, применяемого в ГПС.
13. Контрольно-измерительная система, ее задачи и специфические требования к ней в составе ГАП. Пути обеспечения точности обработки.
14. Управление в ГАП – необходимый фактор его эффективного функционирования. Структура систем управления при обработке потоков информации в условиях " безлюдного производства".
15. Разновидности управления, типы систем управления процессом обработки деталей: управление по отклонению, управление по возмущению.
16. Адаптивное управление процессом обработки, область применения и основные преимущества способа.
17. Виды схем управления технологическим оборудованием, основные правила построения схем. Примеры схем.
18. Элементная база систем управления и автоматики при использовании в ГПС: первичные, промежуточные и исполнительные элементы.
19. Производственный процесс – основа проекта ГПС. Основные требования к построению технологических процессов. Исходные данные, последовательность и основные этапы проектирования.
20. Подготовка производства с учетом точностных требований к выпускаемой продукции. Формулирование требований по точности, производительности, гибкости, мощности резания, по составу и компоновке (на примере ГПМ).
21. Требования к технологическим процессом обработки деталей в ГПС. Группирование обрабатываемых деталей. Особенности расчета режимов резания.
22. Порядок определения параметров автоматизированного склада деталей и заготовок как составной части ГПС механообработки. Учет технологических норм при определении вместимости.
23. Определение числа контрольных позиций (постов контроля) в ГПС обработки корпусных деталей.
24. Определение технологически обоснованного количества позиций загрузки и разгрузки спутников.
25. Определение потребного количества основного технологического оборудования в составе ГПС. Трудоемкость и станкоемкость.
26. Состав работающих. Определение необходимого числа операторов, наладчиков и другого обслуживающего персонала в ГАП.
27. Особенности обеспечения ГПС технологической оснасткой. Спутники. Их назначение, преимущества и особенности конструкции.
28. Захватные устройства (ЗУ) промышленных роботов, разновидности и принцип действия. Методика расчета захватных устройств на примере механических и вакуумных ЗУ.
29. Правила приемки ГПС в эксплуатацию, виды испытаний. Особенности эксплуатации. Общие требования. Виды технической документации.
30. Технико-экономическое обоснование разработки ГПС. Оценка приведенных затрат при выборе варианта проекта.
Библиографический список
1. Робототехника и гибкие автоматизированные производства: учеб. пособие: в 9 кн./ Под ред. И. М. Макарова. – М.: Высш. шк., 1986.
2. Роботизированные производственные комплексы / Под ред. Ю. Г. Козырева, А. А. Кудинова. – М.: Машиностроение, 1987. – 270 с.
3. Козырев, Ю. Г. Промышленные роботы: справочник / Ю. Г. Козырев. - 2-е изд., перераб. и доп. – М.: Машиностроение, 1988. – 392 с.
4. Пуховский, Е. С. Технологические основы гибкого автоматизированного производства: учеб пособие / Е. С. Пуховский. – Киев: Выща шк., 1989. – 239 с.
5. Логашев, В. Г. Технологические основы гибких автоматизированных производств / В. Г. Логашев. – Л.: Машиностроение, 1985. – 176 с.
6. Васильев, В.Н. Организационно-экономические основы гибкого производства: учеб. пособие /В. Н. Васильев, Т. Г. Садовская.– М.: Высш. шк., 1988.– 271 с
7. Белянин, П. Н. Робототехнические системы для машиностроения / П. Н. Белянин. – М.: Машиностроение, 1986. – 256 с.
8. Робототехника. / Под ред. Е. П. Попова, Е. И. Юревича. - М.: Машиностроение, 1984. – 288 с. - (АМ и РС: Автомат. манипуляторы и робототехн. системы).
9. Роботизированные технологические комплексы и гибкие производственные системы в машиностроении: альбом схем и чертежей: учеб. пособие / Под ред. Ю. М. Соломенцева. – М.: Машиностроение, 1989. – 189 с.
10. Каштальян, А. И. Обработка на станках с ЧПУ: справ. пособие / И. А. Каштальян, В. И. Калевзович. – Минск: Высш. шк., 1989. – 271 с.
11. Белянин, П. Н. Промышленные роботы / П. Н. Белянин. – М.: Машиностроение, 1975. – 398 с.
12. Справочник по промышленной робототехнике: в 2-х кн. / Под ред. Ш. Нофа; Пер. с англ. Под ред. Д. Ф. Миронова. – М.: Машиностроение, 1989.
13. Спыну, Г. А. Промышленные роботы: конструирование и применение: учеб. пособие / Г. А. Спыну; Под общ. ред. В. И. Костюка. – Киев: Высш. шк., 1991.
– 310 с.
14. Блехерман, М. Х. Гибкие производственные системы: организационно-экономические основы / М. Х. Блехерман. - М.: Экономика, 1988. – 219 с.
15. Гибкие производственные системы, промышленные роботы, робототехнические комплексы: в 14 кн. / Под ред. Б. И. Черпакова. – М.: Высш. шк., 1989.
16. Гибкие сборочные системы / Под ред. У. Б. Хегингботама; Под ред. А. М. Покровского; пер. с англ. Д. Ф. Миронова. – М.: Машиностроение, 1988.– 399 с.
17. Иванов, А. А. Гибкие производственные системы в приборостроении / А. А. Иванов. – М.: Машиностроение, 1988. – 304 с.
18. Киселев, Г. А. Гибкие производственные системы в машиностроении / Г. А. Киселев, В. Ю. Гуленков. – М.: Изд-во стандартов, 1987. – 288 с.: ил.
19. Меламед, Г. И. Гибкое автоматизированное производство. Станки с ЧПУ и роботы / Г. И. Меламед, В. М. Торсунов. – Минск: Беларусь, 1986. – 159 с.






