

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Интересное:
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Массу отливки можно найти как
 , ,
| (7) |
где  – масса детали;
– масса детали;  – масса припусков, прибылей.
– масса припусков, прибылей.
Массу припусков и прибылей можно найти через объем:
 , ,
| (8) |
где  – плотность металла (7,8×10-6 кг/мм3).
– плотность металла (7,8×10-6 кг/мм3).
Объем припуска определяется как площадь сечения припуска умноженная на длину линии, соответствующей центру тяжести припуска (табл. 5).
Таблица 5
Определение центра тяжести сечения припуска
| Припуск или напуск | Эскиз | Положение центра тяжести | Координаты центра тяжести |
| Припуск на механическую обработку | 
| На пересечении диагоналей |  ; ;
|
| Литейный уклон | 
| На пересечении медиан |  ; ;
|
| Радиус скругления | 
| На середине отрезка между пересечением медиан, проведенных из точек 2 и 3, и окончанием медианы, проведенной из точки 1 |  ; ;
|
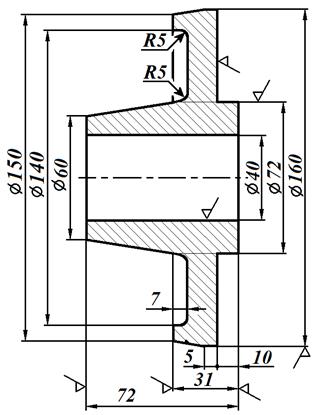
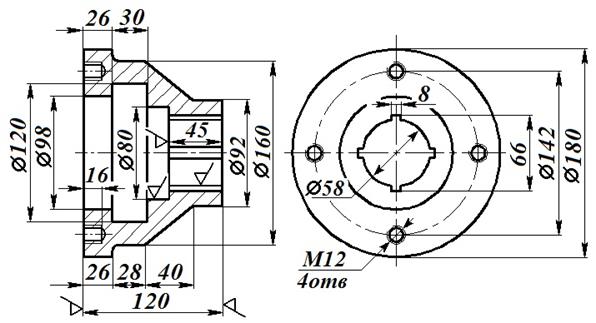
В качестве примера проведем расчет массы припусков отливки крышки (рис. 6, табл. 6).
Рис. 6. К расчету массы припусков отливки крышки
Таблица 7
Расчет массы припусков отливки крышки
| № | Площадь сечения, мм2 | Координаты центра тяжести1, мм | Длина поверхности2, мм | Объем, мм3 | Масса, кг | |

| 
| |||||
| 28,25 | 33,5 | 177,5 | 0,290745 | |||
| 816,81 | 285883,5 | 2,229891 | ||||
| 82,25 | 68,25 | 1,75 | 428,83 | 35271,27 | 0,275116 | |
| 13,27 | 80,23 | 37,5 | 504,1 | 6689,407 | 0,052177 | |
| 4,73 | 180,17 | 11,83 | 1132,04 | 5354,549 | 0,041765 | |
| 0,40 | 80,05 | 3,67 | 502,97 | 201,188 | 0,001569 | |
| 13,763 | 85,48 | 26,9 | 537,09 | 7391,97 | 0,057657 | |
| 13,76 | 83,41 | 4,18 | 524,08 | 7211,341 | 0,056248 | |
| 13,76 | 75,2 | 58,7 | 472,5 | 6501,6 | 0,050712 | |
| 13,76 | 175,2 | 19,7 | 1100,81 | 15147,15 | 0,118148 | |
| 13,76 | 75,2 | 4,18 | 472,5 | 6501,6 | 0,050712 |
Примечания:
1 координаты центров тяжести припусков и напусков даны для системы координат, показанной на рис. 6;
2 длина поверхности найдена как длина окружности, проведенной через центр тяжести;
3 принимается, что радиусы скруглений являются прямоугольными криволинейными треугольниками.
|
|
Масса отливки:
 =5,15+2,79=7,94 кг.
=5,15+2,79=7,94 кг.
Коэффициент использования металла:
 =64,86 %.
=64,86 %.
НАЗНАЧЕНИЕ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ
Назначение технических требований проводится для соответствующих видов сплавов по ГОСТ 977-88, ГОСТ 1412-85, ГОСТ 7293-85, ГОСТ 1215-79.
Рекомендуется располагать пункты технических требований в следующем порядке:
· требования к материалу, термической обработке, к свойствам материала отливки;
· размеры, предельные отклонения размеров, массы, формы, взаимного расположения поверхностей, не указанные на чертеже и условных изображениях;
· требования к качеству поверхностей, указания об их отделке и покрытии;
· нормы точности отливки (класс размерной точности отливки, степень коробления элементов отливки, степень точности поверхностей отливок, ряд припусков на обработку);
· значение номинальной массы детали, массы припусков на обработку, технологических припусков и массы отливки.
Технические требования на изготовление отливки размещаются над основной надписью чертежа. Заголовок “Технические требования” над текстом не пишется. Пункты технических требований должны иметь сквозную нумерацию, каждый пункт записывается с красной строки.
ВЫПОЛНЕНИЕ ЧЕРТЕЖА ОТЛИВКИ
Чертеж отливки выполняется по ГОСТ 3.1125-88. Главный вид (или разрез) размещают в положении, какое отливка занимает в форме.
Построение чертежа рекомендуется выполнять в таком порядке:
· тонкими линиями вычерчивается контур детали;
· вычерчиваются припуски на механическую обработку;
· вычерчиваются литейные напуски – литейные уклоны и радиусы скругления;
· полученные контуры отливки обводят основными линиями;
· размеры отливки проставляют в соответствии с системой размеров детали, кроме размеров отливки указывают основные размеры детали.
На рис. 7 показан чертеж отливки крышки.
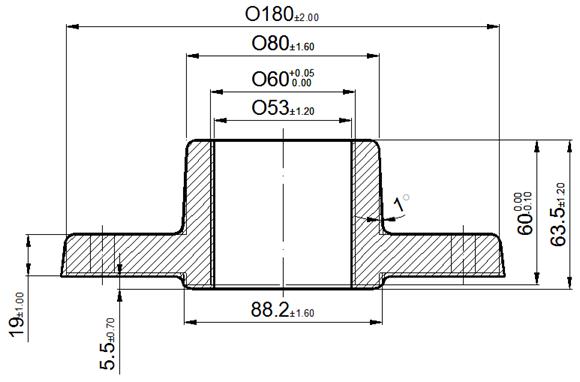
Рис. 7. Чертеж отливки крышки
Технические требования:
1. HB 187, не более;  300 МПа.
300 МПа.
|
|
2. Неуказанные литейные радиусы  8 мм.
8 мм.
3. Неуказанные литейные уклоны 1°30¢.
4. Смещение Æ88,2±1,6 относительно Æ180±2 не более 1 мм.
5. Допускаемое отклонение массы ±5 %.
6. На поверхностях отливки не допускаются остатки пригара, ужимины. На обрабатываемой поверхности фланца допускаются дефекты не более 50 % фактического припуска на обработку. Суммарная площадь дефектов не более 5 % от общей площади фланца.
7. Остатки питателей после отламывания зачистить “заподлицо” с поверхностью отливки.
8. Точность отливки 10-6-15-9 СМ 1 ГОСТ 26645-85.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
|
|
Приложение 1
Задания к КОНТРОЛЬНОЙ работе
| 
| |||||||||||||
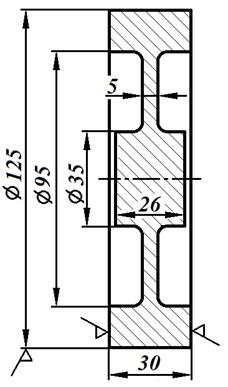
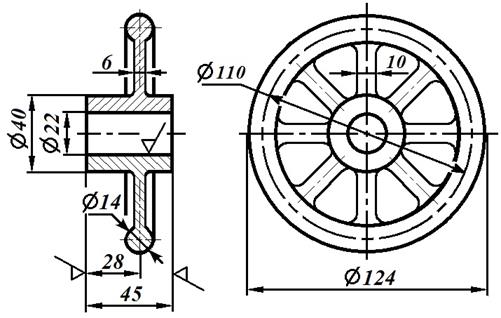
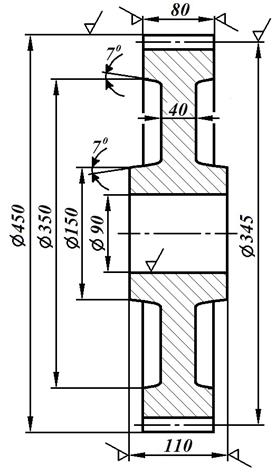
| Вариант №1 | Материал: сталь 35Л | Вариант №2 | Материал: Ал4 | |||||||||||
| Наим.:Ступица | Наим.:Шкив | |||||||||||||
| ||||||||||||||
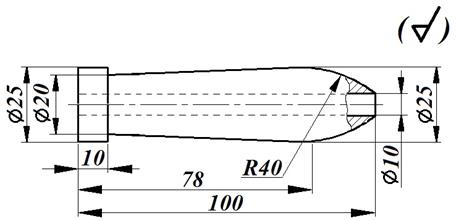
| Вариант №3 | Наим.:Штурвал | Материал: Ал9 | ||||||||||||
| ||||||||||||||
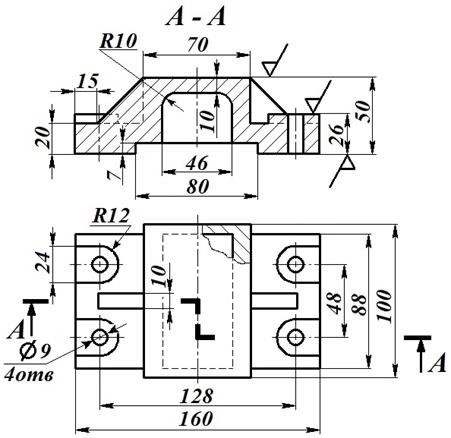
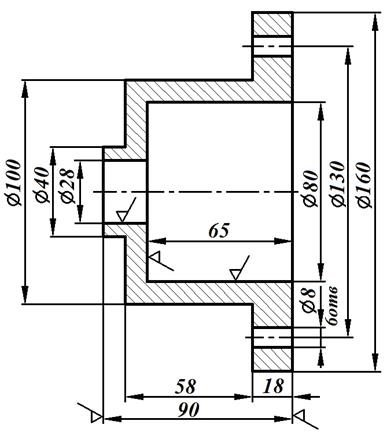
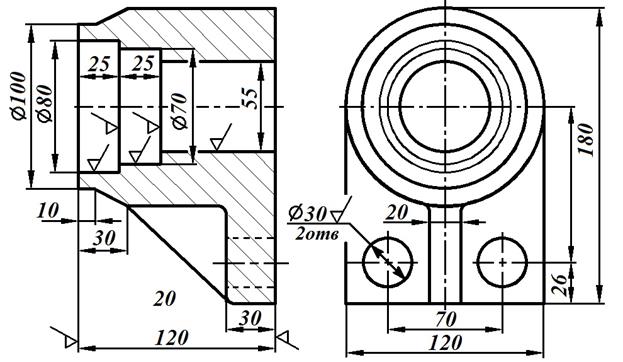
| Вариант №4 | Наим.:Корпус | Материал: Ал9 | ||||||||||||
| ||||||||||||||
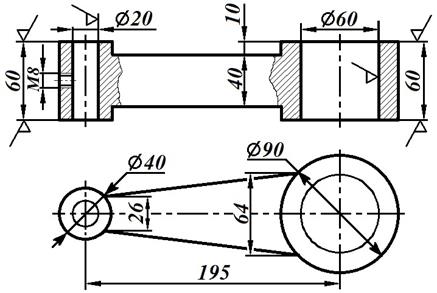
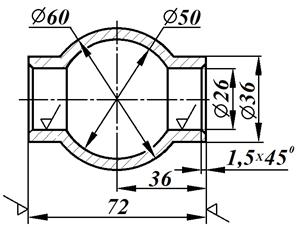
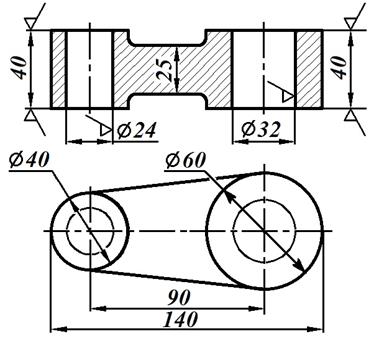
| Вариант №5 | Наим.:Серьга | Материал: сталь 30Л | ||||||||||||
| 
| |||||||||||||
| Вариант №6 | Материал: сталь 25Л | Вариант №7 | Материал: сталь 35Л | |||||||||||
| Наим.:Фланец | Наим.:Зубчатое колесо | |||||||||||||
| ||||||||||||||
| Вариант №8 | Наим.:Корпус | Материал: Ал4 | ||||||||||||
| ||||||||||||||
| Вариант №9 | Наим.:Корпус подшипника | Материал: СЧ18 | ||||||||||||
| ||||||||||||||
| Вариант №10 | Наим.:Полумуфта | Материал: СЧ21 | ||||||||||||
| ||||||||||||||
| Вариант №11 | Наим.:Корпус подшипника | Материал: СЧ18 | ||||||||||||
| ||||||||||||||
| Вариант №12 | Наим.:Серьга | Материал: СЧ15 | ||||||||||||
| ||||||||||||||
| Вариант №13 | Наим.:Ручка | Материал: Ал4 | ||||||||||||
|
|
|

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!