

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
История развития методов оптимизации: теорема Куна-Таккера, метод Лагранжа, роль выпуклости в оптимизации...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Проектирование заготовок в машиностроении
Методические указания
к выполнению контрольной работы
«ПРОЕКТИРОВАНИЕ ЛИТЫХ ЗАГОТОВОК»
по дисциплине
«Проектирование заготовок в машиностроении»
для студентов направления 151900.62 «Конструкторско-технологическое обеспечения машиностроительного производства»,
всех форм обучения
Сарапул
Кафедра «Технология машиностроения металлорежущие станки и инструменты»
Разработала к.т.н, доцент Иванова Татьяна Николаевна
Протокол от 1 сентября 2014 г. № 9
Методические указания к выполнению контрольной работы по дисциплине «Проектирование заготовок в машиностроении», разработала к.т.н, доцент Иванова Татьяна Николаевна.
СОДЕРЖАНИЕ
1. ЦЕЛЬ РАБОТЫ... 4
2. ПОРЯДОК ПРОЕКТИРОВАНИЯ ЛИТЫХ ЗАГОТОВОК.. 4
3. АНАЛИЗ СЛУЖЕБНОГО НАЗНАЧЕНИЯ ИЗДЕЛИЯ.. 4
4. ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА.. 6
5. ПРЕДВАРИТЕЛЬНЫЙ ВЫБОР СПОСОБОВ ИЗГОТОВЛЕНИЯ ОТЛИВКИ.. 6
6. СРАВНИТЕЛЬНЫЕ РАСЧЕТЫ ПРИВЕДЕННЫХ ЗАТРАТ ПО ВЫБРАННЫМ СПОСОБАМ ИЗГОТОВЛЕНИЯ ОТЛИВКИ, ВЫБОР ОПТИМАЛЬНОГО СПОСОБА ИЗГОТОВЛЕНИЯ ОТЛИВКИ 7
7. ВЫБОР ПОЛОЖЕНИЯ ОТЛИВКИ В ФОРМЕ.. 7
8. ВЫБОР ПОВЕРХНОСТИ РАЗЪЕМА ФОРМЫ... 8
9. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ ПРИМЕНИТЕЛЬНО К ВЫБРАННОМУ СПОСОБУ ИЗГОТОВЛЕНИЯ ОТЛИВКИ.. 9
10. ОПРЕДЕЛЕНИЕ НЕОБХОДИМОСТИ ИСПОЛЬЗОВАНИЯ ПРИБЫЛЕЙ, МЕСТА ИХ УСТАНОВКИ И КОНСТРУКЦИИ.. 10
11. РАСЧЕТ МАССЫ ОТЛИВКИ И ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ МЕТАЛЛА 13
12. НАЗНАЧЕНИЕ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ.. 16
13. ВЫПОЛНЕНИЕ ЧЕРТЕЖА ОТЛИВКИ.. 17
ЦЕЛЬ РАБОТЫ
Закрепить теоретические положения по выбору способа получения заготовок, выработать навыки проектирования отливки, оформления чертежа отливки и элементов литейной формы в соответствии с ГОСТ 3.1125-88, составления технических требований на изготовление отливки.
|
|
ПОРЯДОК ПРОЕКТИРОВАНИЯ ЛИТЫХ ЗАГОТОВОК
· анализ служебного назначения изделия;
· определение типа производства;
· предварительный выбор способов изготовления отливки;
· сравнительные расчеты приведенных затрат по выбранным способам изготовления отливки, выбор оптимального способа изготовления отливки;
· выбор положения отливки в форме при заливке;
· выбор места и конфигурации плоскости разъема формы;
· анализ технологичности конструкции изделия применительно к выбранному способу изготовления отливки, при необходимости внесение изменений в конструкцию изделия;
· определение припусков и допусков по ГОСТ 26645-85, определение размеров отливки;
· определение необходимости использования прибылей, места их установки и конструкции;
· расчет массы отливки и определение коэффициента использования металла;
· назначение технических требований;
· выполнение чертежа отливки по ГОСТ 3.1125-88.
ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
Тип производства предварительно определяется по массе и программе выпуска изделия (табл. 1).
Таблица 1
Предварительный выбор типа производства
| Тип производства | Число обрабатываемых деталей одного типоразмера в год | ||
| тяжелых (масса свыше 100 кг) | средних (масса от 10 до 100 кг) | легких (масса менее 10 кг) | |
| Единичное | до 5 | до 10 | до 100 |
| Мелкосерийное | 5-100 | 10-200 | 100-500 |
| Среднесерийное | 100-300 | 200-500 | 500-5000 |
| Крупносерийное | 300-1000 | 500-5000 | 5000-50000 |
| Массовое | свыше 1000 | свыше 5000 | свыше 50000 |
ПРЕДВАРИТЕЛЬНЫЙ ВЫБОР СПОСОБОВ ИЗГОТОВЛЕНИЯ ОТЛИВКИ
Способы изготовления отливки выбираются в зависимости от массы и габаритов, материала отливки и типа производства (табл. 2).
Таблица 2
Характеристики способов изготовления отливок
| Способ изготовления отливки | Материал | Масса отливки, кг | Тип производства, объем рентабельной партии | Область применения |
| Литье в песчано-глинистые формы | Черные металлы | 0,05-200000 | Все типы производства | Станины, корпуса, рамы, цилиндры, зубчатые колеса, крышки, кронштейны и т.д. |
| Цветные сплавы | 0,05-1000 | |||
| Литье в оболочковые формы | Черные металлы, алюминиевые сплавы | 0,03-250 | Все серийные типы производства, массовое производство | Рычаги, крышки, муфты, диски, втулки, кронштейны, рукоятки и т.д. |
Продолжение табл. 2
|
|
| Литье в кокиль | Чугун | до 100 | Все серийные типы производства, массовое производство. Объем рентабельной партии – не менее 20 крупных или 400 мелких отливок в год | Кривошипы, кронштейны, втулки, крышки, корпуса, рычаги, шкивы и т.д. |
| Сталь | до 50 | |||
| Цветные металлы | до 500 | |||
| Литье по выплавляемым моделям | Черные металлы, цветные сплавы | 0,07-300 | Все типы производства | Отливки повышенной точности, тонкостенные, из труднообрабатываемых сплавов |
| Литье под давлением | В основном цветные металлы и сплавы | 0,05-100 | Массовое и крупносерийное производство | Отливки с малой толщиной стенок повышенного качества |
| Центробежное литье | Черные металлы, цветные сплавы | 0,05-1000 | Все типы производства | Тела вращения: трубы, гильзы, шкивы, маховики, муфты и т.д. |
Литейные уклоны
На все поверхности, перпендикулярные плоскости разъема, назначаются литейные уклоны. Наличие литейных уклонов обусловлено особенностями технологии литья. В случае литья в песчано-глинистые формы уклоны предназначены для предотвращения разрушения формы при извлечении модели, в случае литья в кокиль – для облегчения извлечения отливки из кокиля и т.д. Величина уклонов зависит от высоты поверхности, способа изготовления отливки и определяется по ГОСТ 3212-92. Для отливок, изготавливаемых литьем в кокиль, величину уклонов увеличивают в 3 раза по сравнению с величинами, определенными по ГОСТ 3212-92.
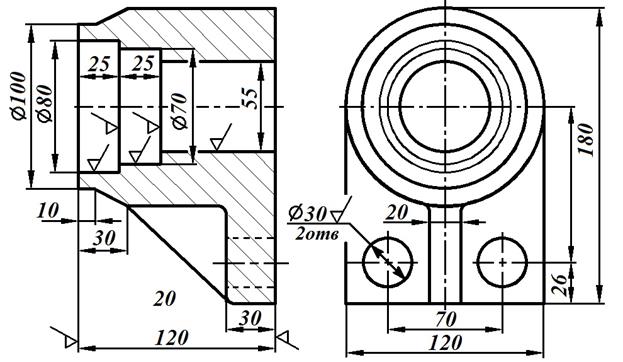
Пример отработки конструкции на технологичность
В качестве примера рассмотрим отработку на технологичность конструкции отливки крышки для литья в песчано-глинистые формы.
Конструкция отливки (рис. 3) обеспечивает возможность формовки по модели без отъемных частей. Отсутствуют сложные фасонные поверхности, конфигурация отливки простая. Конструкция отливки позволяет изготавливать центральное отверстие при помощи стержня на двух знаках, что обеспечивает отвод газов и удобство установки стержня. Серый чугун относится к сплавам с малой склонностью к усадке, толщина стенок отливки практически одинакова, что обеспечивает одновременное затвердевание и уменьшает вероятность образования усадочных раковин и усадочной пористости. Последнее является особенно важным с точки зрения обеспечения требуемых эксплуатационных свойств (в первую очередь герметичности крышки).
|
|
Габаритный размер отливки составляет  (3×180+60)/3=200 мм. Соответственно это мелкая отливка. Для литья чугунов в песчано-глинистые формы минимальная толщина стенок отливки составляет 4-5 мм. В отливке толщина стенок больше минимально допустимой, следовательно, увеличивать толщину стенок не требуется.
(3×180+60)/3=200 мм. Соответственно это мелкая отливка. Для литья чугунов в песчано-глинистые формы минимальная толщина стенок отливки составляет 4-5 мм. В отливке толщина стенок больше минимально допустимой, следовательно, увеличивать толщину стенок не требуется.
Для литья чугунов в песчано-глинистые формы минимальный диаметр отливаемых отверстий составляет 10 мм, а значит, можно получить в литье центральное отверстие диаметром 60 мм и четыре отверстия диаметром 10 мм. Получение центрального отверстия способствует выравниванию толщин стенки отливки, снижению затрат на дальнейшую механическую обработку отливки. Выполнение в литье отверстий диаметром 10 мм приведет к удорожанию модельной оснастки, увеличению трудоемкости сборки и контроля литейной формы, возникновению вероятности появления брака вследствие разрушения тонких песчано-глинистых стержней струей расплавленного металла. Поэтому отверстия диаметром 10 мм в отливке выполняться не будут.
Переходы между стенками отливки должны быть закруглены для предотвращения концентрации напряжений и появления трещин (радиусы  и
и  на рис. 3). Так как отношение толщин сопрягаемых стенок мало (16/10=1,6), то
на рис. 3). Так как отношение толщин сопрягаемых стенок мало (16/10=1,6), то  (16+10)/4=6,5 мм. Округляем найденное значение до ближайшего числа из нормального ряда чисел –
(16+10)/4=6,5 мм. Округляем найденное значение до ближайшего числа из нормального ряда чисел –  8 мм. Радиусы
8 мм. Радиусы  ,
,  и
и  принимаем равными радиусам
принимаем равными радиусам  и
и  .
.
На поверхности, перпендикулярные плоскости разъема (поверхности 3, 5, 9 на рис. 1), назначаем уклоны  ,
,  ,
,  (рис. 3) по ГОСТ 3212-92.
(рис. 3) по ГОСТ 3212-92.
Таблица 3
Назначение литейных уклонов
| № поверхности | Высота поверхности | Уклон |
| 16 мм | 1°30¢ | |
| 39 мм | 1° | |
| 5 мм | 1°30¢ |
Рис. 3. Отработка конструкции отливки крышки на технологичность
|
|
НАЗНАЧЕНИЕ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ
Назначение технических требований проводится для соответствующих видов сплавов по ГОСТ 977-88, ГОСТ 1412-85, ГОСТ 7293-85, ГОСТ 1215-79.
Рекомендуется располагать пункты технических требований в следующем порядке:
· требования к материалу, термической обработке, к свойствам материала отливки;
· размеры, предельные отклонения размеров, массы, формы, взаимного расположения поверхностей, не указанные на чертеже и условных изображениях;
· требования к качеству поверхностей, указания об их отделке и покрытии;
· нормы точности отливки (класс размерной точности отливки, степень коробления элементов отливки, степень точности поверхностей отливок, ряд припусков на обработку);
· значение номинальной массы детали, массы припусков на обработку, технологических припусков и массы отливки.
Технические требования на изготовление отливки размещаются над основной надписью чертежа. Заголовок “Технические требования” над текстом не пишется. Пункты технических требований должны иметь сквозную нумерацию, каждый пункт записывается с красной строки.
ВЫПОЛНЕНИЕ ЧЕРТЕЖА ОТЛИВКИ
Чертеж отливки выполняется по ГОСТ 3.1125-88. Главный вид (или разрез) размещают в положении, какое отливка занимает в форме.
Построение чертежа рекомендуется выполнять в таком порядке:
· тонкими линиями вычерчивается контур детали;
· вычерчиваются припуски на механическую обработку;
· вычерчиваются литейные напуски – литейные уклоны и радиусы скругления;
· полученные контуры отливки обводят основными линиями;
· размеры отливки проставляют в соответствии с системой размеров детали, кроме размеров отливки указывают основные размеры детали.
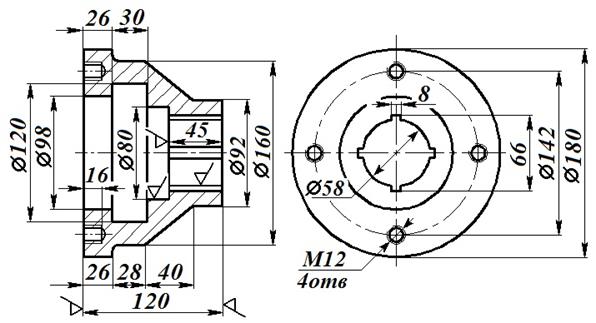
На рис. 7 показан чертеж отливки крышки.
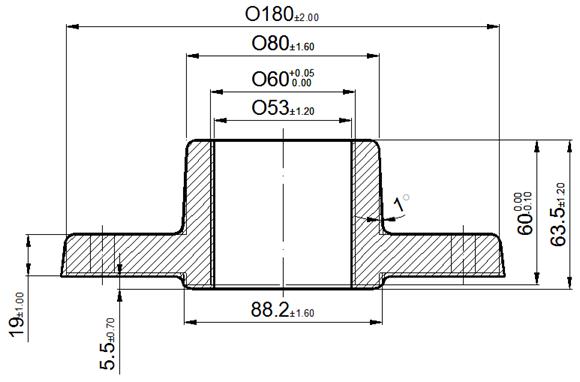
Рис. 7. Чертеж отливки крышки
Технические требования:
1. HB 187, не более;  300 МПа.
300 МПа.
2. Неуказанные литейные радиусы  8 мм.
8 мм.
3. Неуказанные литейные уклоны 1°30¢.
4. Смещение Æ88,2±1,6 относительно Æ180±2 не более 1 мм.
5. Допускаемое отклонение массы ±5 %.
6. На поверхностях отливки не допускаются остатки пригара, ужимины. На обрабатываемой поверхности фланца допускаются дефекты не более 50 % фактического припуска на обработку. Суммарная площадь дефектов не более 5 % от общей площади фланца.
7. Остатки питателей после отламывания зачистить “заподлицо” с поверхностью отливки.
8. Точность отливки 10-6-15-9 СМ 1 ГОСТ 26645-85.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
|
|
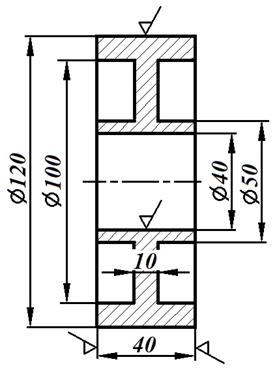
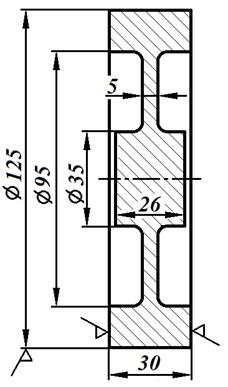
Приложение 1
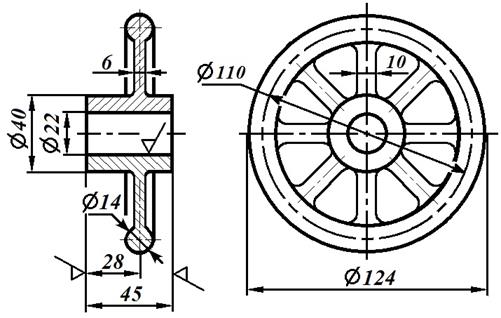
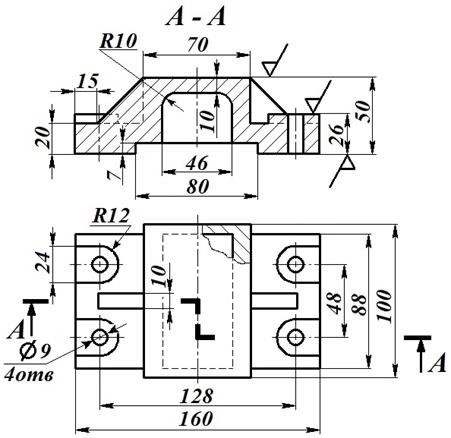
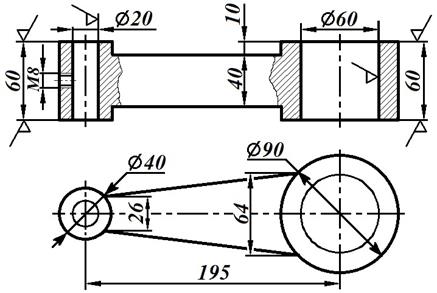
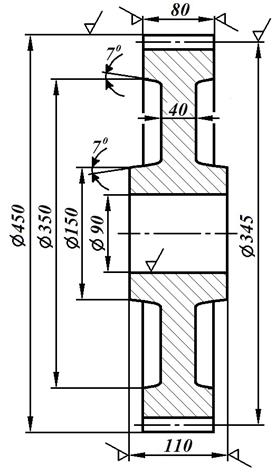
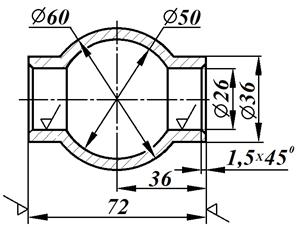
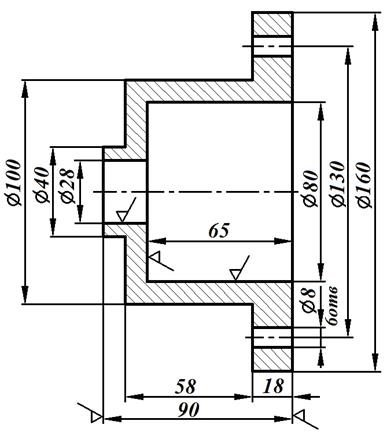
Задания к КОНТРОЛЬНОЙ работе
| 
| |||||||||||||
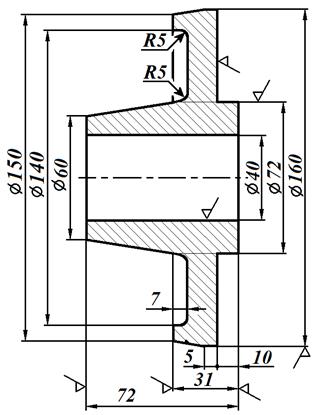
| Вариант №1 | Материал: сталь 35Л | Вариант №2 | Материал: Ал4 | |||||||||||
| Наим.:Ступица | Наим.:Шкив | |||||||||||||
| ||||||||||||||
| Вариант №3 | Наим.:Штурвал | Материал: Ал9 | ||||||||||||
| ||||||||||||||
| Вариант №4 | Наим.:Корпус | Материал: Ал9 | ||||||||||||
| ||||||||||||||
| Вариант №5 | Наим.:Серьга | Материал: сталь 30Л | ||||||||||||
| 
| |||||||||||||
| Вариант №6 | Материал: сталь 25Л | Вариант №7 | Материал: сталь 35Л | |||||||||||
| Наим.:Фланец | Наим.:Зубчатое колесо | |||||||||||||
| ||||||||||||||
| Вариант №8 | Наим.:Корпус | Материал: Ал4 | ||||||||||||
| ||||||||||||||
| Вариант №9 | Наим.:Корпус подшипника | Материал: СЧ18 | ||||||||||||
| ||||||||||||||
| Вариант №10 | Наим.:Полумуфта | Материал: СЧ21 | ||||||||||||
| ||||||||||||||
| Вариант №11 | Наим.:Корпус подшипника | Материал: СЧ18 | ||||||||||||
| ||||||||||||||
| Вариант №12 | Наим.:Серьга | Материал: СЧ15 | ||||||||||||
| ||||||||||||||
| Вариант №13 | Наим.:Ручка | Материал: Ал4 | ||||||||||||
Проектирование заготовок в машиностроении
Методические указания
к выполнению контрольной работы
«ПРОЕКТИРОВАНИЕ ЛИТЫХ ЗАГОТОВОК»
по дисциплине
«Проектирование заготовок в машиностроении»
для студентов направления 151900.62 «Конструкторско-технологическое обеспечения машиностроительного производства»,
всех форм обучения
Сарапул
Кафедра «Технология машиностроения металлорежущие станки и инструменты»
Разработала к.т.н, доцент Иванова Татьяна Николаевна
Протокол от 1 сентября 2014 г. № 9
Методические указания к выполнению контрольной работы по дисциплине «Проектирование заготовок в машиностроении», разработала к.т.н, доцент Иванова Татьяна Николаевна.
СОДЕРЖАНИЕ
1. ЦЕЛЬ РАБОТЫ... 4
2. ПОРЯДОК ПРОЕКТИРОВАНИЯ ЛИТЫХ ЗАГОТОВОК.. 4
3. АНАЛИЗ СЛУЖЕБНОГО НАЗНАЧЕНИЯ ИЗДЕЛИЯ.. 4
4. ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА.. 6
5. ПРЕДВАРИТЕЛЬНЫЙ ВЫБОР СПОСОБОВ ИЗГОТОВЛЕНИЯ ОТЛИВКИ.. 6
6. СРАВНИТЕЛЬНЫЕ РАСЧЕТЫ ПРИВЕДЕННЫХ ЗАТРАТ ПО ВЫБРАННЫМ СПОСОБАМ ИЗГОТОВЛЕНИЯ ОТЛИВКИ, ВЫБОР ОПТИМАЛЬНОГО СПОСОБА ИЗГОТОВЛЕНИЯ ОТЛИВКИ 7
7. ВЫБОР ПОЛОЖЕНИЯ ОТЛИВКИ В ФОРМЕ.. 7
8. ВЫБОР ПОВЕРХНОСТИ РАЗЪЕМА ФОРМЫ... 8
9. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ИЗДЕЛИЯ ПРИМЕНИТЕЛЬНО К ВЫБРАННОМУ СПОСОБУ ИЗГОТОВЛЕНИЯ ОТЛИВКИ.. 9
10. ОПРЕДЕЛЕНИЕ НЕОБХОДИМОСТИ ИСПОЛЬЗОВАНИЯ ПРИБЫЛЕЙ, МЕСТА ИХ УСТАНОВКИ И КОНСТРУКЦИИ.. 10
11. РАСЧЕТ МАССЫ ОТЛИВКИ И ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ МЕТАЛЛА 13
12. НАЗНАЧЕНИЕ ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ.. 16
13. ВЫПОЛНЕНИЕ ЧЕРТЕЖА ОТЛИВКИ.. 17
ЦЕЛЬ РАБОТЫ
Закрепить теоретические положения по выбору способа получения заготовок, выработать навыки проектирования отливки, оформления чертежа отливки и элементов литейной формы в соответствии с ГОСТ 3.1125-88, составления технических требований на изготовление отливки.
|
|
|

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!