Конструкция поковки выбирается с учетом конструктивных характеристик детали, типа производства и технологии получения заготовки.
Иногда поковка, по существу, оказывается выбранной конструктором. Это имеет место, когда не все поверхности деталей подвергаются механической обработке. В этом случае конфигурация, размеры и точность необрабатываемых поверхностей детали заданы в рабочем чертеже в соответствии с выбранным способом получения поковки.
В остальных случаях у технолога имеется относительно большая свобода выбора. С точки зрения экономии металла, особенно дорогостоящих жаропрочных и титановых сплавов, и сокращения затрат времени и средств на механическую обработку целесообразно выбирать поковки, которые по форме, размерам, точности и качеству поверхности соответствовали бы параметрам готовой детали.
Но при этом будут увеличены затраты на получение поковки. С другой стороны, упрощением формы поковки, снижением требований к ее точности и качеству можно значительно уменьшить затраты на ее изготовление, но при этом снизится коэффициент использования материала и увеличатся затраты на обработку поковки в механических цехах.
Основными факторами, определяющими способ изготовления поковок, являются:
· конструктивные формы, размеры и требования, предъявляемые к детали (характер нагрузки, требуемое расположение волокон, точность и качество поверхности);
· тип производства (так при единичном и мелкосерийном производстве наиболее рациональна свободная ковка или штамповка с применением подкладных и других простейших штампов);
· условия и возможности конкретного производства;
· время, затрачиваемое на подготовку производства.
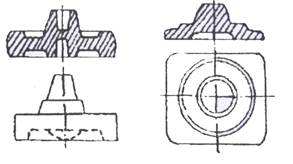
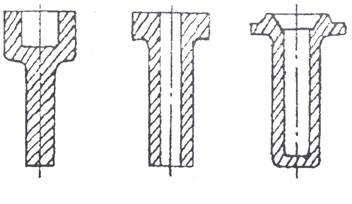
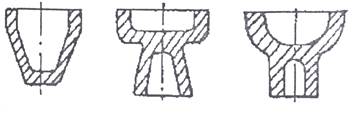
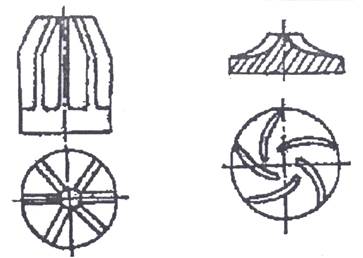
В табл.4 представлены характерные признаки и внешний вид поковок, получаемых методом горячей объемной штамповки. В приведенной классификации поковки объединены в 14 групп по конструктивному признаку. В табл. 5 представлен выбор способа изготовления поковок и применяемого для этого оборудования в зависимости от типа поковки. Представленные материалы получены на основании опыта работы кузнечно-штамповочного производства при изготовлении различных машин, в том числе и ВРД. При проектировании заготовки в первую очередь выбирают такой способ изготовления поковки, который полностью обеспечивает заданные качества детали.
Таблица 4
Типы поковок, получаемые методом горячей штамповки
| Тип поковок
| Внешний вид поковок
|
|
1. С прямой удлиненной
главной осью и
небольшой разницей
в поперечных сечениях.
| 
|
|
2. С прямой удлиненной
главной осью и
большой разницей
в поперечных сечениях.
| 
|
|
3. С изогнутой осью
| 
|
|
4. С отростками и
развилинами
удлиненной
формы.
| 
|
|
5. Удлиненные
сложной
формы.
| 
|
| 6. Круглые или квадратные в
плане
| 
| |
| 7. Круглые в плане с отростками
| 
| |
| 8. Цилиндрический или конический
стержень с фланцем
| 
| |
| 9. Стержень с головками сложной
формы и типа развилин
| 
| |
| 10. Стержень с глухой или
сквозной полостью
| 
| |
| 11. Крупные в плане с
глухой полостью
| 
|
| 12. Круглые в плане со
сквозной полостью
(кольца, втулки)
| 
|
| 13. Сложной формы с
утолщениями,
полостями
| 
|
| 14. С продольными и
торцовыми ребрами
| 
|
Таблица 5
Выбор способа изготовления поковок и оборудования методом горячей штамповки
| Способ штамповки
| Оборудование
| Типы поковок
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| В открытых штампах
| ПШМ
| +
| +
| +
| +
| +
| +
| +
| +
|
|
|
|
|
|
|
| ФП
| +
| +
| +
| +
|
| +
|
|
|
|
|
|
|
|
|
| КГШП
| +
| +
| +
| +
| +
| +
| +
|
|
|
|
|
|
|
|
| ГШП
|
|
|
|
|
| +
|
| +
|
|
|
|
|
|
|
| В закрытых штампах
| ПШМ
| +
|
|
|
|
| +
| +
| +
|
|
|
|
|
|
|
| ФП
| +
| +
| +
| +
|
| +
| +
| +
| +
| +
| +
| +
|
|
|
| КГШП
| +
|
|
|
|
| +
| +
| +
| +
| +
| +
| +
|
|
|
| ГШП
|
|
|
|
|
| +
| +
|
|
|
| +
| +
|
|
|
| Выдавливанием и прошивкой
| ФП
|
|
|
|
|
|
|
| +
|
| +
|
|
|
|
|
| КГШП
|
|
|
|
|
|
|
| +
| +
| +
|
|
|
|
|
| ГШП
|
|
|
|
|
|
|
|
|
| +
| +
| +
|
|
|
| На горизонтально-ковочных машинах
| ГКМ
|
|
|
|
| +
|
|
| +
| +
| +
| +
| +
|
|
|
| На высокоскоростных молотах
| ВСМ
|
| +
|
|
|
| +
| +
| +
|
|
| +
| +
| +
| +
|
| | | | | | | | | | | | | | | | | |
Обозначения: ПШМ – паровоздушный молот; ФП – фрикционный винтовой пресс; КГШП – кривошипный
горячештамповочный пресс; ГШП – гидравлический штамповочный пресс; ГКМ – горизонтально-ковочная
машина; ВСМ – высокоскоростной молот.








