Основные типы кузнечно-штамповочного оборудования относятся к машинам прерывного действия. Время одного полного цикла действия машины (без учета пауз) tц=t1+tp+t2, где t1 – время движения рабочего инструмента, tр – время рабочего хода (деформирования), t2 – время возвращения рабочего инструмента в исходное положение. Во время рабочего хода осуществляется процесс деформирования заготовки. Так как кузнечные машины предназначены для пластического деформирования, то характер изменения скорости рабочего инструмента в течение времени tр – может служить важным признаком их классификации (табл. 3).
На участке рабочего хода в зависимости от характера кривой, изображающей на графике скорость деформирующего инструмента, различают нежесткую (изменяющуюся в зависимости от сопротивления деформации металла), жесткую (зависящую от кинематики машины) и неизменную (постоянную) скорости деформирующего инструмента.
Применяемое на производстве кузнечно-штамповочное оборудование имеет следующие силовые характеристики:
Штамповочные молоты:
· паровоздушные простого действия (ПШМ) с массой падающих частей до 10 т;
· паровоздушные двойного действия (ПШМ) с массой падающих частей 0,5…35т;
· безшаботные (БШМ) с массой падающих частей до 80 т.
Фрикционные винтовые прессы (ФП) усилием 40…2000 кгс;
Кривошипные горячештамповочные прессы (КГШП) усилием 630…10000 т.с.;
Гидравлические штамповочные прессы (ГШП) усилием 90…70000 т.с.;
Горизонтально-ковочные машины (ГКМ) усилием 100…40000 т.с.
Высокоскоростные молоты (ВСМ) с номинальной энергией удара 25…250 кДж.
Таблица 2
Выбор способа штамповки в зависимости от массы поковки
| Способ штамповки
| Масса поковки
|
| В открытых
штампах
| От нескольких граммов до 3000 кг
в основном – 50…100 кг
|
| В закрытых
штампах
| до 100 кг
в основном – до 15 кг
|
| Выдавливанием
и прошивкой
| до 75 кг
|
| На ГКМ
| до 150 кг
|
| На высокоскоростных
молотах
| 0.5…25 кг
|
Таблица 3
Классификация кузнечно-штамповочных машин по характеру скорости деформирующего инструмента на участке рабочего хода.
| № группы
| Наименование группы
машин
| Характер скорости
деформирующего
инструмента на
участке рабочего хода
| График
скорости
|
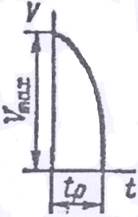
|
| Молоты
| Кривая скорости нежесткая;
скорость изменяется от
максимального
значения Vmax в на-
чале рабочего хода в
зависимости от
оказываемого
сопротивления
деформируемого
металла. Время
tр мало (машины
ударного действия)
Vmax – до 20 м/с
tp = 0.01...0.001 м/c
| 
|
|
| Гидравлические прессы
| Кривая скорости
нежесткая; отличается
характером изменения
(возможно от нулевого
значения в начале
рабочего хода – штриховая линия на схеме).
Время tp сравнительно
большое (машины
статического действия)
Vmax- до 0.3 м/c
tp = 0.1…1с и более
| 
|
|
| Кривошипные
машины
| Кривая скорости
жесткая, изменяется по
заранее заданной
закономерности (если
пренебречь упругими
деформациями
частей машины
и влиянием зазоров в
звеньях).
Vmax – до 0.5 м/с
tp = 0.1…3с и более
| 
|
|
| Ротационные
машины
| Скорость движения
инструмента в течение
периода рабочего хода
постоянна и характеризуется прямой,
параллельной шкале
времени t.
Vmax = 8 м/c
tp = 0.1с и более
| 
|
|
| Импульсные
машины
| Кривая скорости
нежесткая.
Время tp мало.
Vmax – до 300 м/с
Tp = 0.002…0.00002 с
|
|
Поковка методом горячей объемной штамповки может быть получена несколькими способами с применением различного оборудования. Предварительно, без подробной технологической проработки, выбор того или иного способа штамповки и оборудования основывается на следующих общих положениях.
Штамповка на молотах остается широко распространенным способом горячей объемной штамповки. Штамповка осуществляется главным образом на паровоздушных штамповочных молотах двойного действия, в открытых и закрытых штампах. При штамповке на молоте деформирование происходит с большой скоростью за несколько ударов. В начале удара скорость движущейся бабы составляет более 6 м/с.
Наличие окалины увеличивает коэффициент трения металла заготовки о стенки штампа и ухудшает его заполняемость. При штамповке на молоте в открытых штампах после каждого удара окалина отваливается от поверхности заготовки и выдувается из штампа, что облегчает течение металла. На молотах получают поковки различной конфигурации массой до несколько сот килограммов.
Среди различных способов повышения рентабельности кузнечно-штамповочного производства важное место занимает изготовление поковок на молотах в закрытых штампах (безоблойнная штамповка). Наряду с экономией металла, которая в зависимости от конфигурации поковок достигает от 10 до 30% (и более), снижаются трудоемкость и себестоимость изготовления поковок за счет устранения операции обрезки облоя, высвобождается оборудование (обрезные прессы), отпадает необходимость дорогостоящего обрезного инструмента, а также снижается расход топлива и электроэнергии, уменьшается трудоемкость обработки поковок на металлорежущих станках.
Снятие операции обрезки облоя, которая нередко лимитирует работу штамповщика, позволяет увеличить производительность труда на 10 - 20%. Отсутствие облоя при штамповке в закрытых штампах позволяет вести штамповку на молотах меньшей мощности, упрощает конструкцию штампов и уменьшает их себестоимость.
Поковки, изготовляемые безоблойной штамповкой, более высокого качества, чем в открытых, за счет лучшего расположения и отсутствия переделанных волокон в месте среза облоя и большой точности размеров поковок в плоскости их разъема.
К недостаткам безоблойной штамповки нужно отнести меньшую ее универсальность. В настоящее время штампуют главным образом поковки круглые в плане и можно штамповать поковки с вытянутой осью, имеющие постоянное поперечное сечение по длине. Для штамповки поковок удлиненной формы сложной конструкции со значительной разницей в сечениях требуется подготовка точных фасонных заготовок.
Штамповка на кривошипных горячештамповочных прессах наиболее прогрессивный способ получения поковок. По сравнению со штамповкой на молотах он обладает более широкими возможностями механизировать и автоматизировать штамповочные операции. На ГКШП ложно штамповать, поковки различной конфигурации массой до 100 кг в открытых и закрытых штампах.
Характер деформирования и течение металла на КГШП несколько иные, чем при штамповке на молотах. При штамповке на молоте заполнение металлом полости ручья штампа обычно происходит за несколько ударов, при штамповке на кривошипном прессе - за один ход ползуна пресса. При штамповке на молоте в момент нанесения ударов вследствие больших скоростей деформирования пластической деформации подвергаются преимущественно верхние слои заготовки, т. е. те объемы металла, которые находятся вблизи контакта с движущимся инструментом. Это способствует лучшему заполнению верхних полостей ручья штампа. При штамповке на прессе в момент нажатия деформации подвергается сразу весь объем заготовки. Объемы металла, прилегающие к поверхности штампа, при сравнительно небольшой скорости деформирования быстро охлаждаются, в результате чего происходит интенсивное течение внутренних слоев металла средней части заготовки от центра к периферии и менее интенсивное заполнение полости ручья штампа по высоте. Это необходимо учитывать при разработке технологического процесса и конструировании штампов.
Наиболее целесообразным средством для предотвращения вытекания большого количества металла в облой и более интенсивного заполнения полости ручья прессового штампа является увеличение количества подготовительных ручьев с целью постепенного приближения формы заготовки к форме поковки. В противном случае в облой вытечет, большее, чем положено, количество металла, а полость ручьяштампа останется частично не заполненной. Поковки, штампуемые на молоте за один переход, целесообразно штамповать на прессе за два или несколько переходов. При штамповке поковок сложной конфигурации увеличить сопротивление вытеканию металла в облой можно за счет создания "зоны торможения". Для этого следует либо увеличить ширину мостика на 50 - 70%, либо уменьшить на 40 - 50% толщину облоя. Первый способ более простой и применяется чаще, поскольку высоту облоя при штамповке на КГШП можно изменять. При штамповке на молотах заполнение полости ручья верхней части происходит значительно быстрее, нежели полости ручья нижней части штампа; при штамповке на прессах значительной разницы в заполнении полости ручья верхней и нижней частей штампа нет. Различие в действии удара молота и нажатии пресса состоит в неодинаковой продолжительности воздействия штампа на заготовку. Каждый удар молота длится 0,005-0,01с, тогда как на прессе продолжительность единичного обжатия в каждом ручье составляет 0,03-0,08.
К недостаткам штамповки на КГШП относятся:
· меньшая универсальность в работе по сравнению с молотами. Ввиду жесткого хода ползуна такие операции, как протяжку и подкатку, не применяют;
· необходимость очистки заготовок от окалины перед штамповкой, так как деформация происходит за один ход пресса, и вся окалина может заштамповаться в поверхность поковки;
· штампы ГКШП более сложные, регулировка их трудоемкая.
Штамповка на гидравлических прессах, вместо штамповки на молотах, применяется, как правило, только там, где не может быть использован молот, а именно:
· при штамповке крупных поковок, для которых масса падающих частей самых тяжелых молотов оказывается недостаточной;
· при штамповке малопластичных сплавов, не допускающих больших скоростей деформирования;
· для различных видов штамповки выдавливанием;
· там, где необходим очень большой рабочий ход, например, при глубокой прошивке или протяжке прошитых заготовок.
Ввиду большой чувствительности пресса к нецентральной нагрузке, необходимо очень точно рассчитывать центр ручья штампа, и этот центр совмещать с осью пресса, в связи с чем на гидравлических прессах осуществляется штамповка только в одном центральном ручье.
Гидравлические штамповочные прессы обладают сравнительно малой скоростью перемещения деформирующего инструмента, поэтому их производительность ниже по сравнению с КГШП, однако они значительно превосходят КГШП по развиваемым усилиям. Их широко применяют для штамповки поковок из легких сплавов. К особо характерным операциям и процессам, выполняемым на гидравлических прессах, относятся: прошивка в закрытой матрице (закрытая прошивка); протяжка через кольца или ролики, применяемая для тонкостенных поковок, которые нельзя изготовлять за одну операцию прошивки; открытая и закрытая (безблойная) штамповка; штамповка выдавливанием.
На винтовых прессах изготовляют поковки различных конфигураций; их используют для правки, гибки и калибровки поковок. Наличие выталкивателя создает благоприятные условия для штамповки на фрикционных прессах болтов, заклепок, валиков и им подобных поковок. Важным технологическим преимуществом этих прессов является безопасность в отношении перегрузки. Так как винтовые прессы относятся к оборудованию с нежестким ходом (в отличие от КГШП и ГКМ), то перегрузки, могущие возникнуть при штамповке, не вызывают заклинивание пресса. Штамповка производится в закрытых штампах.
На горизонтально ковочных машинах можно штамповать детали определенной конфигурации массой от 0,1 до 150 кг. Основное отличие штампов ГКМ от молотовых и прессовых – это наличие у них двух взаимно перпендикулярных плоскостей разъема:а) между пуансоном и матрицами и б) между неподвижной и подвижной полуматрицами.
Штамповка на ГКМ имеет следующие преимущества:
· можно легко штамповать детали, которые на другом оборудовании рационально изготовить нельзя, например, поковки типа стержня с фланцем и другие;
· достигается экономия металла, так как штамповка производится преимущественно в закрытых штампах, а штамповочные уклоны в ряде случаев отсутствуют;
· макроструктура поковок получается благоприятной и обеспечивает высокое качество деталей;
· возможно применение вставок для ручьев, чем экономится штамповая сталь;
· работа на ГКМ легко автоматизируется.
К недостаткам штамповки на ГКМ относятся:
· меньшая универсальность по сравнению с молотами и прессами. Номенклатура поковок резко ограничена;
· низкая стойкость штампов, которая объясняется рядом причин. Штамп закрытый, поэтому возникают перегрузки в полости ручья;
· необходимость очистки нагретого прутка от окалины, так как деформирование происходит за один ход и вся окалина будет заштампована.
Изотермическая штамповка. Сущность заключается в том, что формоизменение нагретой заготовки осуществляют в штампе, нагретом до температуры деформации: Т=700-1100°С. Высокотемпературным изотермическим деформированием можно получать поковки из легированных сталей, титановых и жаропрочных сплавов разнообразных конфигураций. Изотермические условия можно создавать в специальных штамповых блоках, позволяющих со сравнительно небольшими затратами энергии нагревать инструмент до температуры деформации.
Штамповочными материалами служат литейные жаропрочные сплавы на никелевой основе. Заготовки нагревают в автономном нагревателе или непосредственно в штамповом блоке. Время процесса 3-5 мин.
В качестве деформирующего оборудования для изотермической штамповки используют гидравлические прессы с усилием 2,5; 6,3 и 16 МН. Управление прессами - кнопочное. Режимы работы – полуавтоматический и наладочный. Плиты пресса нагревают трубчатыми нагревателями.
Большим преимуществом изотермического деформирования является повышение пластичности обрабатываемого металла. Что связано с более полным протеканием разупрочняющих процессов, а также с «залечиванием» микротрещин при пониженных скоростях деформации.
Поскольку усилие и работа деформации в изотермических условиях снижаются, соответственно уменьшается количество выделенной в результате деформации теплоты, которая вследствие однородности деформации распределяется в объеме заготовок относительно равномерно. Равномерная деформация заготовки при отсутствии зон затрудненной деформации и локального перегрева из-за теплового эффекта обеспечивает хорошую всестороннюю переработку структуры, высокие прочностные и пластические характеристики металла, уменьшает разброс свойств в объеме заготовок.
Точность заготовок, штампованных в изотермических условиях, значительно повышается в результате:
· уменьшения упругих деформаций системы пресса – штамп за счет снижения сопротивления деформированию штампуемого металла и усилия штамповки;
· уменьшения колебаний температуры деформации и, следовательно, большей стабильности геометрических размеров штампованных поковок;
· снижения остаточных напряжении в объеме штамповочной поковки, что уменьшает ее деформацию при остывании и термообработке и улучшает ее качество;
· уменьшения толщины дефектного слоя и улучшения качества поверхности поковки в результате меньшего взаимодействия с окружающей средой при снижении температуры деформации и использовании эффективных защитно-смазочных стеклянных покрытий.
Особенности изотермического деформирования обуславливает область его применения, которая охватывает в основном следующие технологические процессы:
· деформирование малопластичных материалов, практически не поддающихся обработке давлением в обычных условиях;
· штамповку заготовок с элементами небольшой ширины, которые в обычных условиях можно получить только с большими напусками;
· штамповку поковок повышенной точности, особенно для деталей из дорогостоящих материалов;
· штамповку поковок для изделий, к качеству и надежности которых предъявляют повышенные требования.
Штамповка в условиях сверхпластичности. Сверхпластичность означает способность металла к большим пластическим деформациям без нарушения внутренней сплошности в изотермических условиях при повышенной температуре и низких усилиях деформации, величина которых зависит от скорости деформации. Для возникновения сверхпластичного состояния материала обычно требуется следующие условия:
· ультрамелкозернистая структура с размерами зерен в диапазоне 1-10 мкм;
· при температуре деформирования предпочтительнее иметь двухфазную структуру во избежании роста зерен;
· эти две фазы должны иметь примерно одинаковую прочность;
· температура деформирования должна составлять 0,4-0,7 абсолютной температуры плавления;
· малая скорость деформации.
Отсюда следует, что эффект сверхпластичности проявляется в гораздо узком температурно-скоростном интервале, чем при изотермическом деформировании. При этом к исходной структуре предъявляются жесткие требования.
Оборудование применяется такое же, как и при изотермической штамповке.
Высокоскоростная штамповка.
Обработке с высокими скоростями деформации подвергают различные материалы, в том числе труднодеформируемые - жаропрочные и титановые сплавы, коррозионно-стойкие стали.
Технология высокоскоростной штамповки может быть использована для получения точных поковок с тонкими стенками, с минимальными штамповочными уклонами. При этом значительно снижается трудоемкость последующей обработки заготовок в механических цехах, повышается качество изготовления деталей.
Как показала практика, высокоскоростная деформация является одним из путей повышения точности поковок.
Технологические возможности высокоскоростной штамповки основываются на ряде особенностей процесса и оборудования:
· повышенная (8-20м/с) скорость деформирования, позволяющая сократить длительность процесса штамповки, выполнить его практически без теплообмена, что создает условия для изготовления сложных и точных поковок с тонкими элементами, которые трудно получить на обычных молотах и прессах;
· наличие нижнего (или верхнего) выталкивателя с большим ходом и значительным усилием, что позволяет получать поковки с минимальными штамповочными уклонами или без уклона;
· повышенная точность дозирования энергии последовательных ударов.
На высокоскоростном оборудования фактически можно получить толщину стенок 3-4 мм, точность выполняемых размеров по 6-7-му квалитетам и выше; отдельные элементы поковок (ребра, лопатки) можно выполнить с допуском 0,05-0,1 мм; шероховатость поковок из титановых сплавов и сталей Rz20-Rz25.
Высокоскоростная штамповка позволяет обрабатывать различные материалы и сплавы.
К преимуществам высокоскоростной штамповки относятся:
· деформирование на высокоскоростных машинах проводит к увеличению теплосодержания поковки, таким образом, формообразование происходит в таких тепловых условиях, которые поддерживают в деформируемом материале высокую пластичность;
· трение в условиях высокоскоростного деформирования ниже, чем при деформации с обычными скоростями;
Для высокоскоростной штамповки используют специализированное оборудование - высокоскоростные молоты. Скорость инструмента находится в пределах 8-20м/с.
К нагреву заголовок на высокоскоростном молоте следует предъявлять более высокие требования, чем при штамповке на обычном оборудовании, т.е. повышенные требования к размерности прогрева, толщины дефектного слоя на поверхности (обезуглероживание у сталей, альфированный слой у титановых лопаток).
Ротационная ковка.
Для получения заготовок наиболее близко приближающимся по конфигурации и размерам к готовой детали применяется ротационная ковка. Этот метод заключается в периодических обжатиях и вытягивании по уступам отрезанной от прутка цилиндрической заготовки в специальных матрицах. Большое число, следующих друг задругам (примерно через 0,01 с), обжатий пластически деформируют заготовку, уменьшая ее поперечное сечение и заставляя металл течь в осевом направлении. Этот метод применим в крупносерийном производстве.







