

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов...
Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
К кузнечным напускам относятся штамповочные уклоны, внутренние и наружные перемычки отверстий, облой.
Штамповочные уклоны. Наружные и внутренние штамповочные уклоны назначают для того, чтобы поковку можно было легко вынуть из полости штампа (табл. 8). Внутренние уклоны всегда больше наружных, так как поковка при остывании уменьшает свои размеры и охватывает выступы штампа. Для поковок из черных металлов по ГОСТ 7505 - 74 наибольшие штамповочные уклоны составляют 7° для наружных и 10° для внутренних стенок поковки. Если штамп имеет выталкиватели, то для внутренних и наружных стенок уклоны будут соответственно 5 и 7°.
Для поковок, получаемых, высадкой на ГКМ, величина штамповочных ночных уклонов зависит от того, где формируются участки поковки, в полости пуансона или матрицы.
Таблица 7
Допуски на штампованные поковки

| ||||||||||||||||
| Допуски на диаметры типа H, d, и D мм | ||||||||||||||||
| Масс Поковки, кг | Группа стали | Степень сложности | Для размера в мм | |||||||||||||
| До 50 | 50-120 | 120-180 | 180-260 | 260-360 | 360-500 | 500-630 | ||||||||||
| м1 м2 | с1 с2 с3 с4 | |||||||||||||||
  до 0,25 до 0,25
| +0,6 -0,4 | +0,7 -0,4 | +0,8 -0,4 | +0,9 -0,5 | +1,0 -0,6 | +1,2 -0,6 | ||||||||||
  0,25… …0,40 0,25… …0,40
| +0,7 -0,4 | +0,8 -0,4 | +0,9 -0,5 | +1,0 -0,6 | +1,2 -0,6 | +1,3 -0,7 | ||||||||||
  0,4……0,63 0,4……0,63
| +0,8 -0,4 | +0,9 -0,5 | +1,1 -0,5 | +1,2 -0,6 | +1,3 -0,7 | +1,4 -0,8 | +1,4 -1,0 | |||||||||
  0,63…
…1,0 0,63…
…1,0
| +0,9 -0,5 | +1,1 -0,5 | +1,2 -0,6 | +1,3 -0,7 | +1,4 -0,8 | +1,5 -0,9 | +1,6 -1,0 | |||||||||
  1,0…
…1,6 1,0…
…1,6
| +1,1 -0,5 | +1,2 -0,6 | +1,3 -0,7 | +1,4 -0,8 | +1,6 -0,8 | +1,6 -1,0 | +1,8 -1,1 | |||||||||
  1,6 …
…2,5 1,6 …
…2,5
| +1,2 -0,6 | +1,3 -0,7 | +1,5 -0,7 | +1,6 -0,8 | +1,7 -0,9 | +1,8 -1,1 | +2,0 -1,2 | |||||||||
  2,5 …
…4,0 2,5 …
…4,0
| +1,3 -0,7 | +1,5 -0,7 | +1,6 -0,8 | +1,7 -0,9 | +1,9 -1,0 | +2,0 -1,2 | +2,2 -1,4 | |||||||||
 4,0 …
…6,3 4,0 …
…6,3
| +1,5 -0,7 | +1,6 -0,8 | +1,7 -0,9 | +1,9 -1,0 | +2,0 -1,2 | +2,2 -1,4 | +2,5 -1,5 | |||||||||
| 6,3… …10,0 | +1,6 -0,8 | +1,7 -0,9 | +1,9 -1,0 | +2,0 -1,2 | +2,2 -1,4 | +2,5 -1,5 | +3,0 -1,5 | |||||||||
Допуски на размеры типа А, мм Допуски по отклонению от соосности отверстий, мм
| Наибольший размер поковки, мм | Классы точности | |
| До 60 | 0,5 | 0,8 |
| 60…100 | 0,6 | 1,0 |
| 100…160 | 0,8 | 1,5 |
| 160…250 | 1,2 | 2,0 |
| 250…400 | 1,6 | 2,5 |
| 400…600 | 2,0 | 3,0 |
| Величина размера А, мм | Классы точности | |
| До 60 | ± 0,2 | ± 0,3 |
| 60…100 | ± 0,25 | ± 0,5 |
| 100…160 | ± 0,4 | ± 0,8 |
| 160…250 | ± 0,5 | ± 1,0 |
| 250…400 | ± 0,75 | ± 1,5 |
| 400…600 | ± 1,2 | ± 2,0 |
| Форма поковки | Оборудование | Штамповочный уклон | |
| Внешний α | Внутренний β | ||

| Молоты Пресс с выталкиванием | 7° 5° | 10° 7° |

| ГКМ Участки, формируемые в полости пуансона | 15´…1º | 30´…2º |

| ГКМ Участки, формируемые в полости пуансона | не предусмотрен | 1º…2º |
Таблица 8
Величина штамповочных уклонов
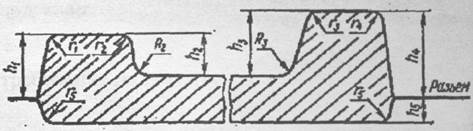
Радиусы закруглений. При горячей штамповке заполнение металлом острых углов в штампах затруднено, так как требуются большая мощность оборудования и большой отход металла в облой. Кроме того, в острых углах штампа могут возникать трещины. Поэтому на угловых участках перехода одной поверхности поковки к другой делают наружные и внутренние закругления. Наружные радиусы закругления r назначают на выступающие части поковки и углы полости штампа. Внутренние радиусы закругления R назначают на впадины поковки и выступы в полости штампа.
Решая при разработке чертежа поковки вопрос, какие закругления относить к наружным, а какие - к внутренним, следует придерживаться простого правила: закругления радиусами r, центры которых находятся внутри контура поковки, относятся к наружным, а радиусами R с центрами вне контура поковки – к внутренним.
Наружные закругления поковок облегчают заполнения металлом углов чистого ручья штампа. Закругления соответствующих углов полости штампа необходимы также во избежание образования трещин в местах пересечения поверхностей ручья при термообработке штампа и в процессе его эксплуатации. Недостаточные радиусы закруглений внутренних углов ухудшают условия штамповки и ускоряют износ штампа. Величина радиусов закруглений наружных углов зависит от глубины полости ручья штампа hi (h1,h2,…,hn) и массы поковки (табл. 9).
Радиусы внутренних закруглений должны быть в 2 - 3 раза больше наружных (R>r).
Для поковок на ГКМ наружные радиусы закруглений принимают равными величине припуска на механическую обработку.
В табл.9 также представлены значения допусков на радиусы закруглений поковок.
Наметки и перемычки. При штамповке поковок в острых штампах на молотах и прессах нельзя получить непосредственно сквозные отверстия, поэтому делают одностороннюю или двухстороннюю наметку глубиной h с перемычкой толщиной s, которую затем удаляют на обрезном штампе. Получение наметок с небольшой толщиной не позволяет экономить металл и снижать трудоемкость при механической обработке отверстий.
С другой стороны, заниженная толщина перемычки ухудшает условия штамповки и отрицательно сказывается на стойкости инструмента. Чем тоньше перемычка, тем требуется больше ударов для доведения поковки до номинальной высоты. Каждый лишний удар сопровождается расходом энергии и ускоряет износ (смятие) выступов штампов, образующих наметки углублений в поковке.
Наметку для отверстий с последующей проколкой перемычки производят, если их диаметр или ширина больше или равны высоте поковки, но не менее 30 мм. В противном
Таблица 9
Наименьшие радиусы закругления штампованных поковок, мм
| Оборудование | Радиусы наружных закруглений, r | Радиусы внутренних закруглений,R | ||||||||
| Молоты Прессы | R=(2…3) r | |||||||||
| Масса заготовки, кг | Радиусы r закругления при глубинеполости h ручья штампа, мм | |||||||||
| До 10 | 10-25 | 25-50 | св.50 | |||||||
| До1 Св.1 до 6 6 … 16 16 … 40 40 …100 св.100 | 1.0 1.5 2.0 2.5 3.0 4.0 | 1.5 2.0 2.5 3.0 4.0 5.0 | 2.0 2.5 3.0 4.0 5.0 6.0 | 3.0 3.5 4.0 5.0 7.0 8.0 | ||||||
| ГКМ | r=z, где z – припуск на механическую обработку | R=(1.5 … 2) r | ||||||||
| ||||||||||
| Допуски на радиусы закруглений поковок, мм | ||||||||||
| Класс точности поковки | Радиусы закруглений R и r, мм | |||||||||
| До 3 | 3 …6 | 6…10 | 10…16 | 16…25 | ||||||
случае производят только глухую наметку (без проколки перемычки) глубиной h не более 0,8 ее диаметра.
Некоторые рекомендации по выбору перемычек рациональных форм и размеров даны в табл. 10.
Облой. Для устранения возможности перегрузки (работы в распор) пресса в конечный момент штамповки части штампа не смыкаются. Предусмотренный между ними зазор обусловливает толщину мостика для облоя h0(с учетом упругих деформаций пресса в момент штамповки). Для получения поковки с требуемыми размерами по высоте (с учетом зазора между зеркалами частей штампа) глубина полотей ручьев в сомкнутом виде должна быть меньше на величину h0. Один из основных вариантов канавки для облоя, применяемых штампах КГШП, и ее размеры в зависимости от номинальных усилий, развиваемых прессами, даны в табл. 11.
В табл. 12 представлены некоторые особенности поковок, получаемых при различных видах технологического оборудования.
2.5. Технические требования на поковку
Технические требования вместе с чертежом поковки регламентируют ее размеры и форму, а также материал поковки и качество поверхности.
Помимо допусков на размеры, в чертеже при необходимости указываются величины допустимых отклонений от требуемой формы: сдвиг по разъему, непараллельность и неперпендикулярность отдельных элементов, овальность отверстий, разностенность, кривизна, коробление и т.д.
В технических требованиях указывают способ очистки поверхности поковки от окалины. Допустимую глубину залегания местных поверхностных дефектов (рисок, волосовин, забоин, вмятин и.т.д.), способ их зачистки.
После горячей штамповки поковки подвергают термической обработке. Термообработка преследует следующие цели:
- снятие остаточных напряжений после нагрева и обработки давлением;
- улучшение обрабатываемости материала поковок на металлорежущих станках;
- подготовка структуры материала к окончательной термообработке.
Основными способами термообработки стальных поковок являются:
- обжиг;
- нормализация;
| Форма перемычки | Применение и параметры |
Плоская

| 30<d≤80 мм S=0.1d но не менее 4 мм |
Вогнутая
(с раскосом)

| 80<d≤150 мм S=0.1d Smax=1.35S Smin=0.65S |
Выпуклая
(с карманом)
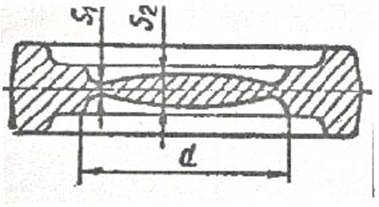
| d>150 мм
 S2=5S1
S2=5S1
|
Таблица 10
Форма и размеры перемычек

| |||||
| Усилие пресса, МН | Размеры, мм | ||||
| ho | h1 | Bo | R | r | |
| 6.3 | 1.0 …1.5 | 5 …6 | 0.5 | ||
| 1.5 …2.0 | 6…7 | ||||
| 2.0 … 2.5 | 1.5 | ||||
| 2.5 …3.0 | 6…8 | 6..8 | |||
| 2.5 | |||||
| 31.5 | 3.5 …4.0 | 8…10 | |||
| 4…5 | 9…11 | ||||
| 5…6 | 11…12 | ||||
| 6…7 | 12…14 |
Таблица 11
Размеры облойной канавки открытых штампов
Таблица 12
| Оборудование | ПШМ | КГШП | ГКМ | ВСМ | ФП | ГШП | Выдавливание |
| Внешний вид поковки | 
| ||||||
| Область применения | серийное производство | крупносерийное, мелкосерийное производство | массовое серийное производство | масса поковки до 12 кг | мелкосерийное пр-во малопластичные цветные сплавы (Сu, Mg) | крупногабаритные поковки, малопластичные материалы | цветные сплавы диаметр до 200 мм |
| Min толщина, мм стенки ребра полотна наименьший радиус скругления, мм | 4…5 2,5 … 3,0 3…4,0 2 …3 | 6…7 3…5 4 …6 3…5 | S≥0.15Dнар 1,0 … 3,5 0,5 …2,0 | 3…4 1,5 …2,0 2…3 1,0 | 4 …5 2,5 … 3,0 3 …4 2…3 | 0,5 … 1,0 больше толщины стенки | |
| Допуск на размеры, мм | ±(0,8..1,0) | ±(0,2..0,5) | ±(0,5..0,8) | ±(0,05..0,1) | ±(0,4..0,8) | ±(0,8..1,0) | ±(0,03..0,05) |
| Сквозное отверстие | dотв>30 мм получают путем прокола перемычки перемычки | dотв≥30 мм Lотв≤3dотв | |||||
| наметка | Глубина наметки h≤0,8Dнам | Глухая наметка dнам=12…30 мм
с толщиной перемычки

| |||||
| Примечание: 1 - деталь; 2 - припуск на механическую обработку; S - толщина стенки; Dнар - наружный диаметр поковки; dотв – диаметр отверстия; dнам – диаметр наметки; L – глубина отверстия; Sп – толщина перемычки; h – глубина наметки |
Технологические особенности штамповки на различных штампах.
ПШМ – паровоздушный молот; КГШП – кривошипный горячештамповочный пресс; ГКМ – горизонтально-ковочная машина; ВСМ – высокоскоростной молот; ФП – фрикционный винтовой пресс; ГШП – гидравлический штамповочный пресс.
- нормализация с отпуском;
- улучшение (закалка с высоким отпуском).
В технических требованиях указывают вид термообработки, место испытания твердости, а также требуемые показатели механических свойств. Вид, режимы термической обработки и твердость в состоянии поставки назначаются в соответствии с ОСТ 1.90085 - 73.
Поковки по объему приемно-сдаточных испытаний механических свойств и твердости в соответствии с ОСТ 1.90085 - 73 подразделяются на три группы:
I – поковки, подлежащие поштучному контролю механических свойств и твердости.
II - поковки, подлежащие выборочному контролю механических свойств и твердости.
III - поковки, подлежащие контролю только на твердость в состоянии поставки.
Отнесение поковок к соответствующим группам производится потребителем в зависимости от группы контроля деталей.
Группа контроля деталей устанавливается по ОСТ 1.00021 78. Группа поковок указывается в чертеже. Для поковок I и II групп в чертеже поковки указывается место и расположение вырезаемых образцов. Механические свойства, определяемые на образцах, вырезанных из поковки должны соответствовать требованиям, приведенным в ОСТ 1. 90085 - 73.
На чертеже поковки, обрабатываемой по всем поверхностям, рекомендуется сплошной тонкой линией обозначать контуры детали. Значения общих припусков указываются на соответствующих поверхностях.
Система простановки размеров поковки должна соответствовать системе размеров детали и учитывать:
- удобство проверки припуска путем сравнения размеров на чертеже поковки с соответствующими размерами на чертеже детали;
- удобство измерения размеров на поковках;
- простановка размеров в чертежах поковок должна осуществляться только от исходных баз механической обработки.
На чертежах поковок указываются технические требования в следующем порядке (в соответствии с ГОСТ 2.316 – 68 п.13):
1. Материал.
2. Вид поковки.
З. Группа поковки.
4. Вид термообработки.
5. Линейные и штамповочные уклоны и радиусы, и допуски на них.
6. Допуски на смещение штампов по линии разъема.
7.Допускаемое коробление (кривизна прогиб).
8.Допускаемое смещение от соосности прошиваемых отверстий и остальных поверхностей.
9.Допускаемая величина остатка облоя.
10.Коэффициент использования металла.
12.Вид очистки поковки.
13.Допускаемые дефекты поверхности.
14.Ссылки на нормативно-технические документы, содержащие технические требования не приведённые на чертеже.
Чертежи выполняются соблюдением всех действующих стандартов. Основные требования к рабочим чертежам установлены ГОСТ 2.109-73. Особенности оформления чертежа приведены в ГОСТ 7505-74.
Примечание. На чертежах поковок допускается вместо значения общих припусков под размерными линиями в скобках указывать номинальные размеры детали.
Пример проектирования поковки
Требуется спроектировать заготовку для детали «муфта» из материала 38ХА, обработка которой осуществляется в условиях серийного производства (рис.3, а).
В соответствии с табл. 4 заготовка для «муфты» относится к типу поковок круглых в плане со сквозной полостью (тип 12). Такого типа поковка, как это следует из табл.5, может быть получена различными способами: в закрытых штампах с использованием фрикционного, гидравлического и горячештамповочного прессов, путём прошивки и выдавливания, на горизонтально-ковочных машинах и высокоскоростных молотах.
Из всех рассмотренных и возможных способов получения поковки наиболее целесообразным является штамповка на ГКМ так как:
· Обеспечивает более высокую производительность, что является важным с учётом серийности производства;
· Макроструктура поковок получается благоприятной и обеспечивает высокое качество деталей;
· Отсутствует резка прутка на мерные заготовки и есть возможность штамповки нескольких заготовок с одного нагрева;


а) б)
1. Материал 38 ХА.
2. Штамповка на ГКМ.
3. Термообработка – нормализация.
4. Допуски на неоговоренные размеры +(-) 0,7.
5. Штамповочные радиусы R 8+3; R 6+2;R 5^+2.
6. Заусенец по периметру среза не более 2 мм.
7. КИМ – 0,8.
8. Остальные тех. Требования по ГОСТ 141187-78.
Рис.3. Чертеж (б) и поковки (а)
· Нет необходимости в специальном обрезном прессе.
При штамповке на ГКМ плоскость разъёма совпадает с осью симметрии детали. С учётом того, что при высадке легче и быстрее деформируется обращённый к пуансону конец заготовки, участок, соответствующий фланцу детали, будет формироваться в полости пуансона, а ступицы – в полости матрицы.
Проведём расчёт размера поковки по нормативным значениям общих припусков.
Принимаем класс точности изготовления поковки – 1 класс.
Определяем категорию материала: для стали 38Хам-группа М1 (см.п.2.2.).
Определяем группу сложности поковки по формуле
С =Vпок/Vфнг. =180см2 = 0,25, что соответствует 3 группе сложности.
Масса поковки, определяемая по массе детали с учётом припусков на механическую обработку и кузнечных напусков, будет равна m = 2,1кг. По табл.6 в зависимости от требуемой шероховатости поверхности готовой детали, назначаем припуски на механическую обработку для различных элементарных поверхностей, каждая из которых на чертеже имеет свой номер. Нагрев заготовки будет осуществляться в пламенной печи, поэтому припуск на обработку увеличивается на 0.5мм.
Допуски на размеры поковки назначаем по табл.7.
Штамповочный уклон на отверстие Æ30, согласно табл.8, принимаем равным 20.
Радиусы закруглений и соответствующие им допуски выбираются по табл.9.
Результаты расчёта размеров поковки представлены в табл.13, а на рис.3,б представлен её чертёж с техническими требованиями на поковку.
|
|
|

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

