Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
7.3. Функции преобразования координатного окна (3 ряд)
7.3.1. Кнопка «I» - установка начала координат
7.3.2. Кнопка «J» - ‘0’ УП
7.3.3. Кнопка «К» - режим «переход»
7.3.4. Кнопка «L» - масштаб
8.
Тестовый режим
8.1. Ручное управление
8.2. Работа по УП
Приложения:
1.
Графические окна программы ЧПУ
1.1. Цифровое окно
1.2. Вспомогательное окно
1.3. Координатное окно
2.
Пульт управления
3.
Среда NortonCommander
4.
Файл начальных установок Saveini
5.
Список ошибок
6.
Работа с 6 газовыми резаками
Данное руководство предназначено для ознакомления с правилами эксплуатации устройства числового программного управления (УЧПУ).
Список сокращений, используемых в руководствах РЭ1-РЭ4:
АЦП – аналого-цифровой преобразователь
В/В – высоковольтный
ВД – высокое давление
ГГ – горючий газ
КВ – концевой выключатель
КПн – кислород подогревающий низкого давления
КПф – кислород подогревающий форсированного давления
КР – кислород режущий
МТР – машина термической резки
НД – низкое давление
ПВ – продолжительность включения
ППлЦ – портальная плазменная цифровая
Пр – пропорциональный клапан
ПУ – пульт управления
САПР – система автоматизированного проектирования
СВР – стабилизация высоты резака
УП – управляющая программа
УПР – установка плазменной резки
УЧПУ – устройство числового программного управления
ЧПУ – числовое программное управление
USB – universal serial bus – разъем подключения внешнего накопителя
PC – personal computer – персональный компьютер
Введение
УЧПУ «Пелла-ППлЦ» предназначено для управления машиной термической резки листового металлопроката при помощи плазменного и газокислородного процессов в автоматическом и ручном режимах.
Рекомендуемое обслуживание машины термической резки (МТР) специалистами предприятия:
САПР «Техтран» для автоматизированного создания карт
раскроя (опционально).
(описание в Руководстве технолога)
Рабочая станция
Рабочая станция представляет собой промышленный компьютер ударо- и вибростойкого исполнения.
Для доступа к тумблеру включения питания рабочей станции необходимо открыть крышку отсека (снять резиновый уплотнитель, разблокировать стопор с помощью ключа (если блокировка существует), повернуть стопор вручную по часовой стрелке, открыть отсек, потянув на себя стопор).
Графические окна
Графический интерфейс программы построен по
принципу “все на одном экране”, что обеспечивает
наиболее быстрый доступ ко всем функциям.
Экран программы состоит из 4 основных окон:
- цифрового (слева)
- вспомогательного (в середине)
- главного меню (справа)
- координатного (внизу)
Цифровое окно.
Выводятся цифровые данные текущих координат по осям X и Y, режимов, скорости резки, автовысоты, текущих строк управляющей программы (УП) и др.
Вспомогательное окно.
Выбор режима отображения с помощью кнопок:
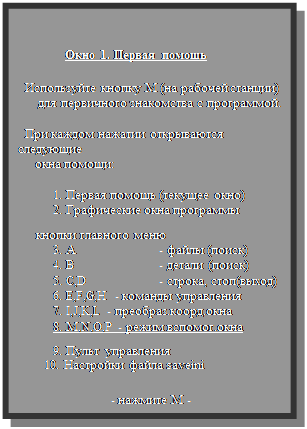
М - справочная информация для начинающего оператора.
При каждом нажатии М открывается одно из 12 окон.
N - вывод увеличенного изображения детали (по умолчанию)
О - вывод состояний цифровых входов/выходов в реальном времени.
Р - графический вывод синхронизации процессов движения, поджига плазмы в реальном времени.
Окно главного меню.
Содержит изображения 20 функциональных кнопок, соответствующих
мембранным кнопкам рабочей станции, а также цифровые данные значений времени пробивки, угла поворота УП, масштаба координатного окна и количества клонированных деталей
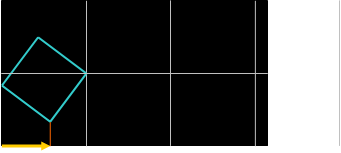
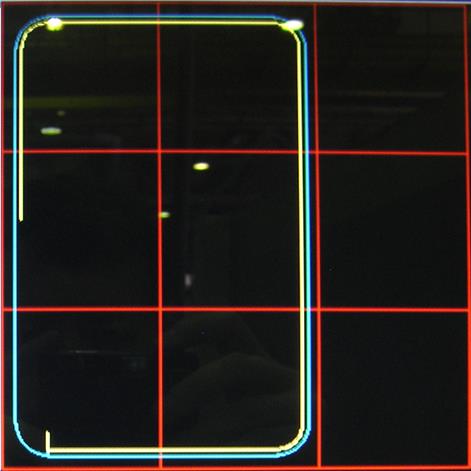
Координатное окно.
Окно представляет собой координатную сетку по осям X,Y с шагом 100 мм. Текущее положение плазмотрона обозначается в виде мерцающего «бегунка». Вырезаемые детали изображены синим цветом. На холостых переходах линии изображаются оранжевым цветом.
Указаны порядковые номера вырезаемых деталей.
Подробное описание графических окон программы см. в приложении 1.
Пульт управления.
ПРИВОД - вкл./выкл. работы приводов
АВАРИЯ - аварийная остановка приводов
XY - ручное управление XY(джойстик)
СКОРОСТЬ - установка скорости резки
ГАЗ / ЗАПРЕТ / ПЛАЗМА – способ резки
Вкл./ откл. - ручное вкл./откл. плазмы (газа).
Вода / Воздух / Вкл.АПР - светоиндикация
ПРОДУВКА - ручная продувка воздуха плазмотрона
(для режима ГАЗ – вкл. электроподжига)
Ток Дуги - регулировка тока дуги УПР
АВТО - Вкл./ откл. режима авто-высоты
Z - ручное управление высотой (джойстик)
Работа по УП:
ВПЕРЕД - начало движения вперед по УП (работа джойстика XY блокируется).
ШАГ ВП - во время движения или в конце кадра - пошаговое движение(пауза после каждой команды УП). В середине кадра – движение назад.
СТОП - ручное прерывание движения (джойстик XY разблокируется)
НАЗАД – последовательное назад по точкам пробивки деталей.
НАЧАЛО - переход в точку начала УП (при клонировании деталей – к началу текущей детали)
На прерванном кадре:
ШАГ ВП – движение назад (до начала текущей команды движения или нажатия кнопки СТОП).
ВПЕРЕД – движение вперед
СТОП (при движении) – остановка
(при остановке) – разблокировка работы джойстика и кнопок рабочей станции.
НАЗАД – движение к началу врезки текущей детали.
Подробное описание рабочих органов пульта управления см. в приложении 2.
Кнопка «E» – точка.
При первом нажатии (при остановке движения) запоминается текущее значение координат X и Y. В координатном окне это местоположение выделяется точкой.
Для указания нахождения в режиме ТОЧКА название кнопки «Е» выделяется красным цветом.
При последующих перемещениях резака после повторного нажатия на кнопку Е всегда можно вернуться в ранее запомненную точку.
Сброс памяти для точки и выход из функции – «Esc», при этом выделение кнопки Е пропадает.
Кнопка «F» – пробивка.
Подстройка времени между включением плазмы и началом движения резака (пробивка листа)
После включения плазмы перед началом движения по детали необходимо время ожидания на пробивку листа. Чем толще лист, тем больше должно быть время на пробивку.
Время пробивки обычно составляет 1…4 сек. и задается в файле начальных установок saveini.dat. Также это время можно задавать в командной строке (см. правила написания управляющей программы).
Обычно, для листов до 15 мм задается значение 10 (1сек.), до 25мм – 20, до 35мм – 30.
При первом нажатии F текущее время пробивки и надпись выделяются красным цветом(в мсек.). С помощью тумблера – «Скорость» + на пульте управления можно менять значение времени.
Перед резкой обязательно выйдете из режима, повторно нажав «F».
Примечание:
Описание файла начальных установок Saveini.dat см. в приложении 4.
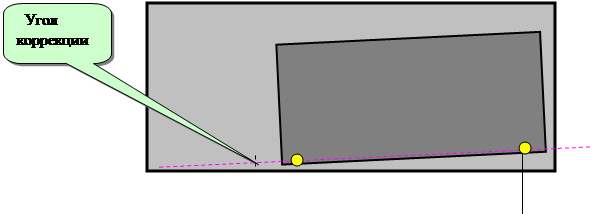
Кнопка «G» – наклон.
Листовой металлопрокат, из которого вырезаются детали, имеет прямоугольную форму. Если кромка, перпендикулярная порталу, не совпадает с осью Х МТР, можно осуществить коррекцию УП на угол, равный разнице осей Х станка и листа.
Рис.10. Угол коррекции (вид сверху).
Последовательность действий при установке угла наклона:
1. С помощью джойстика совместить центр плазмотрона с краем листа по Х. Нажать G. Производится запоминание текущих координат X Y для 1 точки.
2. Переместить плазмотрон правее вдоль кромки Х листа. Нажать G второй раз. Производится запоминание текущих координат XY и вычисляется угол наклона. Его значение появляется рядом с кнопкой.
Примечание:
Быстрые повороты УП
1. Нажать G
2. - на 90град.: джойстик вверх
- на 180град.: джойстик влево
- на -90град: джойстик вниз
- 0град. (обнулить): джойстик не двигать
3. Второй раз нажать G
7.2.4. «H» – блокировка отпускания джойстика.
При работе в ручном режиме движения, джойстик XY задает только включение направления движения, при этом движение будет продолжаться бесконечно долго даже при отпускании джойстика (до наезда на механический концевик).
Оператору не требуется, как обычно, долго удерживать джойстик в отклоненном положении.
Остановка, а также выход из режима, происходит при нажатии кнопки СТОП.
Эта функция может быть полезна при длинном движении в одном направлении как при резке, так и без нее, например, при переводе портала в парковую зону. Возможно также диагональное движение, последовательно отклонив джойстик в двух соседних направлениях.
Включение режима – нажатие H (в цифровом окне отображения клавиши надпись «БлокДж» выделятся красным цветом).
Отключение режима – повторное нажатие H или СТОП.
Примечание:
Q» – режим «подпрыжки».
Включение/отключение режима «подпрыжки».
При включенном режиме в цифровом окне появляется надпись:
«С подпрыжкой» на зеленом фоне, при отключении – «Без подпрыжки».
Данный режим используется при пробивке толстых листов металла (обычно более 30 мм) плазмой для увеличения срока службы сопла. В этом режиме выплески металла производятся не вертикально вверх, а в сторону за счет медленного горизонтального движения плазмотрона на линии врезки. Кроме того, в этот момент производится вертикальное движение вверх-вниз плазмотрона.
В режиме «подпрыжка» при пробивке толстых металлов горизонтальное движение происходит на всей длине линии врезки с постоянной скоростью. При этом имеется две составляющих скорости:
- вертикальная (движение вверх – 1сек, удержание – 1сек. и вниз 1 сек.),
итого 3 сек.
- горизонтальная, задается из расчета движения по врезке не менее 3 сек.
Для врезок длиной 5 мм скорость должна быть не более 100 мм/мин,
длиной 10 мм – не более 200 мм/мин (задана по умолчанию)
Горизонтальную скорость можно изменить в файле начальных установок saveini.dat.
При заданном повороте листа переход по кнопке «К» к началу УП не требуется. Сразу нажимайте ВПЕРЕД.
Внимание: при загрузке новой УП режим «подпрыжки» сохраняется, при выходе из рабочей программы – нет.
S» – режим «симуляция».
Используется для перемещения «бегунка» по экрану без движения приводов. Удобен для для тестовой «обкатки» УП и быстрого перемещения начальной точки УП.
Включение режима – кнопка S. Во время работы в этом режиме на экране значок S выделяется красным цветом, а «бегунок», показывающий положение резака в координатном окне имеет пульсирующий красно-желтый цвет.
Для быстрого перемещения начала УП в любую точку координатного окна используйте джойстик, который будет перемещать «бегунок» по экрану в 5 раз быстрее обычного режима с использованием приводов.
Выключение режима – повторное нажатие кнопки S. При этом значок S будет иметь желтый цвет, а «бегунок» – пульсирующий сине-желтый.
T» – клон.Y.
Включение режима повторения деталей.
Деталь должна описываться в виде законченной УП. Может содержать внутренние вырезы, внешний контур в тексте УП должен быть последним.
Задается количество повторений детали вдоль оси Y с помощью кнопок Т и СКОРОСТЬ +-. После установки требуемого значения, нажатие снова Т для выхода из режима задания количества повторений.
Для планирования размеров делового отхода листового металла в программе предусмотрен вывод текущего значения габаритов оставшихся деталей ряда вдоль оси Y (значение в мм). Данное значение появляется в цифровом окне, если задано ненулевое значение клонированных деталей и синхронно меняется с изменением задания количества деталей.
Режим повторений будет работать при ненулевом значении количества повторений (при нулевом значении это значение на экран не выводится).
Установка значения повторений для ряда будет корректной только при
текущей координате Y, равной 0 (кнопка I - X=Y=0), в противном случае после окончания ряда переход на начало следующего будет некорректен.
Порядок клонирования производится в автоматическом режиме без остановки от Y- до Y+. После каждой вырезанной детали значение количества повторений уменьшается на 1. После завершения резки ряда производится переход автоматически на начало следующего ряда, затем пауза с восстановлением значения количества повторений для следующего ряда. Для продолжения – нажмите кнопку ВПЕРЕД.
При дорезании ряда (после перерыва в работе, выключения рабочей станции) можно
с помощью того же режима задания количества повторений T (ввести значение количества остатка дорезки деталей), при этом координата Y не обнуляется.
Холостые переходы между деталями производятся с учетом габаритов внешнего контура детали (включая поправку на ширину реза) и величины врезки для соответствующей оси (Y для переходов по ряду, Х для последнего перехода после окончания ряда к началу следующего с добавлением 10 мм.
Для паузы между резкой деталей в ряду нажмите кнопку ШагВП в момент холостого перехода между деталями.
Проводите тестовые проверки интервала между деталями, используя «чертилку».
Если интервал между деталями не устраивает, измените размер врезки по соответствующей координате.
Старайтесь по возможности использовать между соседними деталями линии, параллельные оси Х.
K» – переход.
Производится перемещение резака в его измененную текущую точку.
Данный режим может применяться после:
- режима выбора детали (кнопка В, см. п.9) при настройке на новую деталь;
- смещения начальной точки УП при отображении ее траектории, смещенной влево и (или) вниз (см. п.10), при использованной настройке положения листа (кнопка I, XY=0)
В этих случаях автоматически включится режим ожидания перехода (кнопка К выделяется красным цветом). Линия перехода выделяется желтым цветом.
Далее у оператора есть две возможности:
- производить резку с текущего места без учета настройки на лист;
- переместить резак с учетом изменения текущей точки с учетом настройки на лист.
В первом случае нажмите кнопку ВПЕРЕД. Режим ожидания перехода выключится автоматически (кнопка К - желтого цвета).
Во втором случае нажмите кнопку К. После перехода режим ожидания выключится автоматически. И далее – кнопка ВПЕРЕД для работы по УП
L» – масштаб.
Функция масштабирования координатного окна. Последовательное изменение масштаба от 25% до 150% при каждом нажатии L.
Изначально устанавливается масштаб 125%, соответствующий размерам листа 8000*2000 мм. Если листы имеют другие габариты, то для удобства визуализации траектории УП, масштаб можно изменить.
Текущее значение масштаба фиксируется в цифровом окне. При загрузке новой УП автоматически устанавливается оптимальный масштаб.
Тестовый режим
В тестовом режиме работа производится без включения плазмы и газа, при этом тумблер выбора режимов устанавливается в положение «Запрет» и подсвечивается красным цветом. В кронштейн крепления резака устанавливается «чертилка»,а на разделочный стол - ровный лист металла, размерами не менее 600х600 мм. После входа в программу ЧПУ включите приводы, нажав кнопку ПРИВОД на ПУ.
Также см. режим работы без движения приводов (кнопка «S» - симуляция)
8.1. Ручное управление (тест на точность перемещений)
Проверка на точность перемещения привода по оси Х на 500 мм.
Последовательность действий:
1. Установить нижний конец чертилки на высоту не менее 30 мм над поверхностью листа.
2. Подвести с помощью джойстика чертилку на расстояние 10-20 мм от левого края и 50-70 мм от ближнего от оператора края листа и опустить ее до легкого касания металла.
3. Сделать, используя джойстик, поперечную линию вдоль оси Y, длиной 30-50 мм и установить наконечник «чертилки» примерно на середине этой линии.
4. Поднять «чертилку» над листом и снова опустить до касания для устранения возможного люфта.
5. Нажмите I – для обнуления координат.
6. Войти в режим командной строки «С» - однократное нажатие.
(если вошли в режим редактора – двойное нажатие, нажмите Esc и повторите вход в требуемый режим.
7. Наберите на клавиатуре команду движения на 500 мм вдоль оси Х: +5000+
(для набора 1-го символа, его нужно нажать дважды) и нажмите Tab. В координатном окне появится траектория движения по линии.
8. На ПУ установите скорость 500 мм/мин. и нажмите ВПЕРЕД.
9. После выполнения движения по линии устраните возможный люфт (п.4) и создайте 2-ю поперечную линию (п. 3). (Разблокировка движения с помощью джойстика – СТОП на ПУ или из режима «С» - Esc и СТОП).
10. Приподнимите «чертилку» над листом и отведите ее в сторону от нарисованной линии. Измерьте ее длину с помощью измерительного инструмента. Если полученный размер отклоняется, более чем на 0,35 мм от номинального, осуществите подстройку привода Х (и Х2). – См. раздел «Корректировка точности перемещений».
8.2. Работа по УП ( проверка прямого угла между осями X и Y)
На листе металла вычерчивается квадрат, размерами 500х500 мм с «вылетами» на вершинах.
Последовательность действий:
1. Установить нижний конец чертилки на высоту не более 30 мм над поверхностью листа.
2. Подвести с помощью джойстика чертилку на расстояние 40-50 мм от левого края и 40-50 мм от ближнего от оператора края листа и опустить ее до легкого касания металла (размеры листа – не меньше 600х600 мм!)
3. Нажмите I – для обнуления координат.
4. Войти в режим «А»-файлы. Загрузить файл Primer1 из банка 1.
5. На ПУ установите скорость 500 мм/мин. и нажмите ВПЕРЕД. Следите, чтобы «чертилка» не вышла за край листа, во время движения по УП всегда будьте готовы, в случае необходимости, быстро нажать на кнопку СТОП на ПУ.
6. После выполнения всей УП, приподнимите «чертилку» над листом и отведите ее в сторону от нарисованного квадрата. Измерьте диагонали с помощью измерительного инструмента. Если разница диагоналей составляет более 0,5 мм, то необходима процедура юстировки прямого угла (см. соответствующий раздел).
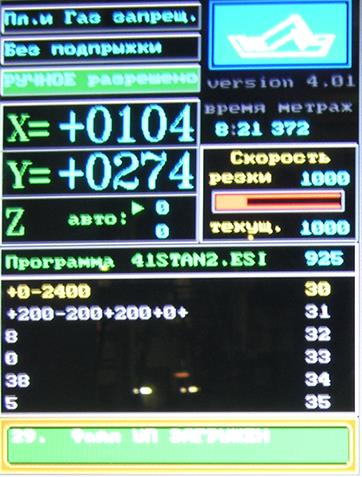
Приложение 1. Графические окна программы ЧПУ.
Приложение 1. 1. ЦИФРОВОЕ окно.
Режимы.
1. Плазма и газ запрещены(Запрет) / Плазма разрешена /Газ разрешен (управляется тумбле-
ром на ПУ).
2. Без подпрыжки / С подпрыжкой (кнопка Q рабочей станции, по умолчании выбор при
загрузке программы см. приложение 4 файл saveini).
3. Ручное разрешено /Ручное запрещено. Блокировка от случайного срабатывания джой
стика XY и кнопок рабочей станции при выполнении УП. При движении по УП для разблокировки любой кнопки нажать СТОП на ПУ 2 раза.
Текущие координаты XY. На экран выводятся абсолютные значения текущих координат X и Y. Перед работой по УП абсо лютное начало координат устанавливается заранее (кнопка I). Обычно это самая левая ближняя к оператору (нижняя) рабочая точка МТР.
Вверх/вниз высота. Индикаторы текущего движения плазмотрона вверх или вниз.
Запом., текущ. автовысота. Выводятся текущее значение, пропорциональное высоте резака, и значение подстройки (текущее значение высоты в момент нажатия кнопки «Авто» на ПУ).
Имя текущей УП. Выводится имя текущей УП (расширение ESI).
Текущие кадры УП. Выводятся текущий кадр УП (желтый цвет) и последующие 5 кадров.
Информационное окно. Аварийно-предупредительные, пояснительные сообщения, подсказки оператору (см. приложение 5).
Логотип. В левом верхнем углу окна выведен логотип фирмы – производителя данного УЧПУ.
Номер версии программы. Выводится номер версии данного программного продукта.
Метраж. При задании количества клонированных деталей выводится значение расстояния по оси Y ряда деталей, в мм.
Текущее время. Для учета оператором рабочего времени и времени работы УП выводится на экран реальное время компьютера (корректировка времени – см. работа в NortonCommander).
Скорость резки. Выводится значение текущей заданной скорости резки (начальная установка – 1000 мм/мин.).
Индикатор скорости резки. Для более наглядного восприятия текущее задание для скорости резки представлено в виде горизонтальной линейки. Вся шкала линейки соответствует скорости 4000 мм/мин. Заданная скорость резки пропорциональна длине красного участка линейки.
Скорость текущая. Выводится значение текущей скорости по осям XY – холостого хода быстрой или замедленной или скорости при резке.
Всего кадров УП. Выводится значение общего числа кадров УП.
Эквидистанта(«экв.:») (поправка на ширину реза) - выводятся текущие значения поправок по осям X и Y. (если значения не более ±100 и не равно 0) – для контроля правильности расчета смещений вершин траектории движения по детали.
Режим включения резки. Включается при зажигании дуги плазмы или режущего кислорода при газовой резке.
Режим включения клапана электроподжига. Включается при открывании клапана электроподжига (перед замыканием высоковольтной дуги).
Приложение 1.2. ВСПОМОГАТЕЛЬНОЕ ОКНО.
Выбор режима отображения окна осуществляется с помощью кнопок главного меню нижнего ряда M,N,O,P.
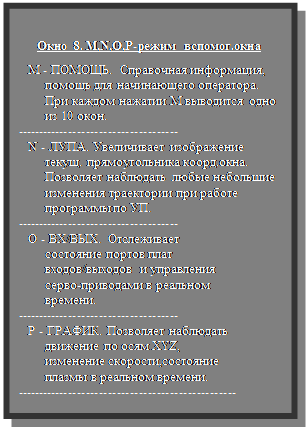
«M» – помощь.
При каждом нажатии на кнопку «М» последовательно открывается одно из 10 окон, содержащее краткую справочную информацию о функциях программы.
Примечание:.
Тексты 1 и 8 окон помощи приведены ниже:
«N» – лупа.
Это основной режим вспомогательного окна при автоматической резке.
Вывод изображения следующей детали для резки с масштабированием окна (координатная сетка 100 мм) и движение резака в процессе резки. При учете поправки на ширину реза (эквидистанта) можно визуально контролировать смещение траектории движения резака по детали относительно заданной.
«O» – входы / выходы.
В этом режиме отображаются текущие состояния всех входов/выходов, используемых программой ЧПУ
(для кислородно-плазменного и газового оборудования имеются дополнительные входы/выходы – см. РЭ2).
ЦИФРОВЫЕ ВХОДЫ
ЦИФРОВЫЕ ВЫХОДЫ
00. Продувка
16. Ручное управление (РУ) X +
01. Готовность УПР (4011)
17. РУ Х -
02. Контроль дуги (4011)
18. РУ Y +
03. Скорость +
19. РУ Y -
04. Скорость -
20. РУ Z +
05. Датчик воды
21. РУ Z -
06. Датчик воздуха
22. Включить плазму
07. Авто – высота (СВР)
23. Газ
08. Концевой выключатель (КВ) Х +
24. Отключить плазму
09. КВ Х -
25. Вкл./выкл. приводы
10. КВ Y +
26. Использ. плазмы (4011)
11. КВ Y -
27. В начало УП
12. Готовность приводов
28. Назад по УП
13. КВ Z -
29. Стоп
14. КВ Z +
30. Шаг вперед
15.
31. Вперед
00.
16. Есть вода (индикация)
01. Включение триггера (4011)
17. Есть воздух (индик.)
02. Включение приводов
18. Готовность АПР (4011) (индик.)
03. Включение Z +
19. Запрет вкл. плазмы (индик.)
04. Включение Z -
20. Авто-высота (СВР) (индик.)
05. Вкл. низкое давление воздуха
21. Привод включен (индик.)
06. Вкл. высокое давление воздуха
22.
07.
23.
Активные сигналы имеют значения 0 (работают в инверсии) и имеют малиновый фон.
Дополнительные выходы (При работе с газокислородной резкой - см. соотв. раздел).
Oписание входов/выходов.
Сигналы на цифровые входы поступают в рабочую станцию от кнопок пульта управления, концевых выключателей и др. оборудования станка.
Сигналы с цифровых выходов поступают из рабочей станции для управления УПР и приводами, а также для включения светоиндикаторов пульта управления.
Вход 00
Ручная продувка воздуха плазмотрона.
Входы 01,02
Включается при готовности УПР и при наличии рабочей дуги плазмы от УПР-4011 соответственно.
Входы 03,04
Изменение скорости резки – уменьшение/увеличение значения
Входы 05, 06
От датчиков воды и воздуха при работе с УПР-4011
Входы 13, 14, 08, 09, 10, 11
Срабатывают при наезде на концевой выключатель соответственно высота нижний (Z -), высота верхний (Z +), Х правый (Х +), Х левый (Х -), Y дальний (Y +), Y ближний (Y -)
Вход 07.
При нажатии кнопки «Авто-высота» (на пульте управления – ПУ).
Вход 12.
Из монтажного шкафа, подтверждение готовности всех приводов к работе.
Входы 16, 17, 18, 19.
От джойстика на ПУ ручное управление по координатам соответственно X+, X-, Y+, Y-.
Входы 20, 21.
От джойстика на ПУ управление высотой плазмотрона вниз (Z+) и вверх (Z-) соответственно.
Входы 22, 24.
От кнопок на ПУ включить и отключить плазму.
Входы 23, 26.
От тумблера на ПУ запрет/разрешение работы газа/разрешение работы плазмы (4011).
Вход 25.
От кнопки на ПУ включить/выключить приводы.
Входы 27, 28, 29, 30, 31.
От кнопок навигатора по УП на ПУ соответственно – переход в начало УП, в обратную сторону по УП, стоп движению приводов, шаг вперед и вперед по УП.










 2. Состав
2. Состав







 Графический интерфейс программы построен по
Графический интерфейс программы построен по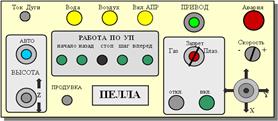







 Примечание:
Примечание: 7.2.4. «H» – блокировка отпускания джойстика.
7.2.4. «H» – блокировка отпускания джойстика. Примечание:
Примечание:

 Порядок клонирования производится в автоматическом режиме без остановки от Y- до Y+. После каждой вырезанной детали значение количества повторений уменьшается на 1. После завершения резки ряда производится переход автоматически на начало следующего ряда, затем пауза с восстановлением значения количества повторений для следующего ряда. Для продолжения – нажмите кнопку ВПЕРЕД.
Порядок клонирования производится в автоматическом режиме без остановки от Y- до Y+. После каждой вырезанной детали значение количества повторений уменьшается на 1. После завершения резки ряда производится переход автоматически на начало следующего ряда, затем пауза с восстановлением значения количества повторений для следующего ряда. Для продолжения – нажмите кнопку ВПЕРЕД.
 Данный режим может применяться после:
Данный режим может применяться после: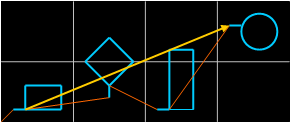


 «N» – лупа.
«N» – лупа.
 «O» – входы / выходы.
«O» – входы / выходы.

