

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Топ:
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Следующие 4 кнопки «I», «J», «K», «L» из 3 ряда кнопок главного меню преобразуют координатное окно.
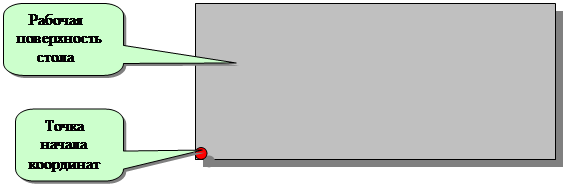
Данная функция привязывает левого нижнего угла координатного окна к текущему положению плазмотрона. При этом обнуляются абсолютные значения координат X и Y.
Обычно в качестве точки начала координат выбирают самую левую нижнюю (для вида сверху) рабочую точку стола или листа. Вся остальная рабочая поверхность резки должна располагается справа и вверху от этой точки.
 |
1. В режиме ручного управления установите плазмотрон в нижней – левой точке стола.
2. Для установки начала координат нажмите кнопку I. При этом в цифровом окне обнуляются текущие координаты X и Y, и бегунок в координатном окне переводится в левый нижний угол.
Если есть загруженная УП, то данная функция также привязывает начало траектории к началу координат.
 Примечание:
Примечание:
 |
7.3.2. «J» – ‘0’ УП.
Функция совмещения начала траектории УП с текущим положением резака. Если на листе требуется вырезать детали из нескольких УП, то с помощью этой функции можно выбирать определенную точку начала очередной УП.
Порядок работы:
1. Загрузить УП. При этом в координатном окне появится траектория УП, начало которой совпадает с текущим положением плазмотрона.
2. В режиме ручного управления перейти в нужную точку начала УП.
3. Нажать кнопку «J». Начало УП совместится с новой точкой.
После окончания работы по УП на том же листе, можно повторить п.2 и 3 для той же УП или для новой, предварительно ее загрузив.
K» – переход.
Производится перемещение резака в его измененную текущую точку.
|
|
 Данный режим может применяться после:
Данный режим может применяться после:
- режима выбора детали (кнопка В, см. п.9) при настройке на новую деталь;
- смещения начальной точки УП при отображении ее траектории, смещенной влево и (или) вниз (см. п.10), при использованной настройке положения листа (кнопка I, XY=0)
В этих случаях автоматически включится режим ожидания перехода (кнопка К выделяется красным цветом). Линия перехода выделяется желтым цветом.
Далее у оператора есть две возможности:
- производить резку с текущего места без учета настройки на лист;
- переместить резак с учетом изменения текущей точки с учетом настройки на лист.
В первом случае нажмите кнопку ВПЕРЕД. Режим ожидания перехода выключится автоматически (кнопка К - желтого цвета).
Во втором случае нажмите кнопку К. После перехода режим ожидания выключится автоматически. И далее – кнопка ВПЕРЕД для работы по УП
 |
L» – масштаб.
Функция масштабирования координатного окна. Последовательное изменение масштаба от 25% до 150% при каждом нажатии L.
Изначально устанавливается масштаб 125%, соответствующий размерам листа 8000*2000 мм. Если листы имеют другие габариты, то для удобства визуализации траектории УП, масштаб можно изменить.
Текущее значение масштаба фиксируется в цифровом окне. При загрузке новой УП автоматически устанавливается оптимальный масштаб.
Тестовый режим
В тестовом режиме работа производится без включения плазмы и газа, при этом тумблер выбора режимов устанавливается в положение «Запрет» и подсвечивается красным цветом. В кронштейн крепления резака устанавливается «чертилка»,а на разделочный стол - ровный лист металла, размерами не менее 600х600 мм. После входа в программу ЧПУ включите приводы, нажав кнопку ПРИВОД на ПУ.
Также см. режим работы без движения приводов (кнопка «S» - симуляция)
8.1. Ручное управление (тест на точность перемещений)
Проверка на точность перемещения привода по оси Х на 500 мм.
|
|
Последовательность действий:
1. Установить нижний конец чертилки на высоту не менее 30 мм над поверхностью листа.
2. Подвести с помощью джойстика чертилку на расстояние 10-20 мм от левого края и 50-70 мм от ближнего от оператора края листа и опустить ее до легкого касания металла.
3. Сделать, используя джойстик, поперечную линию вдоль оси Y, длиной 30-50 мм и установить наконечник «чертилки» примерно на середине этой линии.
4. Поднять «чертилку» над листом и снова опустить до касания для устранения возможного люфта.
5. Нажмите I – для обнуления координат.
6. Войти в режим командной строки «С» - однократное нажатие.
(если вошли в режим редактора – двойное нажатие, нажмите Esc и повторите вход в требуемый режим.
7. Наберите на клавиатуре команду движения на 500 мм вдоль оси Х: +5000+
(для набора 1-го символа, его нужно нажать дважды) и нажмите Tab. В координатном окне появится траектория движения по линии.
8. На ПУ установите скорость 500 мм/мин. и нажмите ВПЕРЕД.
9. После выполнения движения по линии устраните возможный люфт (п.4) и создайте 2-ю поперечную линию (п. 3). (Разблокировка движения с помощью джойстика – СТОП на ПУ или из режима «С» - Esc и СТОП).
10. Приподнимите «чертилку» над листом и отведите ее в сторону от нарисованной линии. Измерьте ее длину с помощью измерительного инструмента. Если полученный размер отклоняется, более чем на 0,35 мм от номинального, осуществите подстройку привода Х (и Х2). – См. раздел «Корректировка точности перемещений».
8.2. Работа по УП ( проверка прямого угла между осями X и Y)
На листе металла вычерчивается квадрат, размерами 500х500 мм с «вылетами» на вершинах.
Последовательность действий:
1. Установить нижний конец чертилки на высоту не более 30 мм над поверхностью листа.
2. Подвести с помощью джойстика чертилку на расстояние 40-50 мм от левого края и 40-50 мм от ближнего от оператора края листа и опустить ее до легкого касания металла (размеры листа – не меньше 600х600 мм!)
3. Нажмите I – для обнуления координат.
4. Войти в режим «А»-файлы. Загрузить файл Primer1 из банка 1.
5. На ПУ установите скорость 500 мм/мин. и нажмите ВПЕРЕД. Следите, чтобы «чертилка» не вышла за край листа, во время движения по УП всегда будьте готовы, в случае необходимости, быстро нажать на кнопку СТОП на ПУ.
6. После выполнения всей УП, приподнимите «чертилку» над листом и отведите ее в сторону от нарисованного квадрата. Измерьте диагонали с помощью измерительного инструмента. Если разница диагоналей составляет более 0,5 мм, то необходима процедура юстировки прямого угла (см. соответствующий раздел).
|
|
Приложение 1. Графические окна программы ЧПУ.
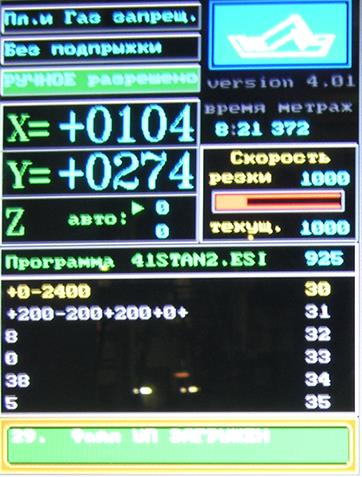
Приложение 1. 1. ЦИФРОВОЕ окно.
 | |||
 | |||
 | |||||
 | |||||
 | |||||
 | |||||
 | |||
 | |||
Режимы.
1. Плазма и газ запрещены(Запрет) / Плазма разрешена /Газ разрешен (управляется тумбле-
ром на ПУ).
2. Без подпрыжки / С подпрыжкой (кнопка Q рабочей станции, по умолчании выбор при
загрузке программы см. приложение 4 файл saveini).
3. Ручное разрешено /Ручное запрещено. Блокировка от случайного срабатывания джой
стика XY и кнопок рабочей станции при выполнении УП. При движении по УП для разблокировки любой кнопки нажать СТОП на ПУ 2 раза.
Текущие координаты XY. На экран выводятся абсолютные значения текущих координат X и Y. Перед работой по УП абсо лютное начало координат устанавливается заранее (кнопка I). Обычно это самая левая ближняя к оператору (нижняя) рабочая точка МТР.
Вверх/вниз высота. Индикаторы текущего движения плазмотрона вверх или вниз.
Запом., текущ. автовысота. Выводятся текущее значение, пропорциональное высоте резака, и значение подстройки (текущее значение высоты в момент нажатия кнопки «Авто» на ПУ).
Имя текущей УП. Выводится имя текущей УП (расширение ESI).
Текущие кадры УП. Выводятся текущий кадр УП (желтый цвет) и последующие 5 кадров.
Информационное окно. Аварийно-предупредительные, пояснительные сообщения, подсказки оператору (см. приложение 5).
Логотип. В левом верхнем углу окна выведен логотип фирмы – производителя данного УЧПУ.
Номер версии программы. Выводится номер версии данного программного продукта.
Метраж. При задании количества клонированных деталей выводится значение расстояния по оси Y ряда деталей, в мм.
Текущее время. Для учета оператором рабочего времени и времени работы УП выводится на экран реальное время компьютера (корректировка времени – см. работа в NortonCommander).
|
|
Скорость резки. Выводится значение текущей заданной скорости резки (начальная установка – 1000 мм/мин.).
Индикатор скорости резки. Для более наглядного восприятия текущее задание для скорости резки представлено в виде горизонтальной линейки. Вся шкала линейки соответствует скорости 4000 мм/мин. Заданная скорость резки пропорциональна длине красного участка линейки.
Скорость текущая. Выводится значение текущей скорости по осям XY – холостого хода быстрой или замедленной или скорости при резке.
Всего кадров УП. Выводится значение общего числа кадров УП.
Эквидистанта(«экв.:») (поправка на ширину реза) - выводятся текущие значения поправок по осям X и Y. (если значения не более ±100 и не равно 0) – для контроля правильности расчета смещений вершин траектории движения по детали.
Дополнительно:
Таймер КпФ. после включения клапана форсированного кислорода высвечиваются цифры обратного отсчета ожидания автоматического включения клапана режущего кислорода.
Режим включения резки. Включается при зажигании дуги плазмы или режущего кислорода при газовой резке.
Режим включения клапана электроподжига. Включается при открывании клапана электроподжига (перед замыканием высоковольтной дуги).
Приложение 1.2. ВСПОМОГАТЕЛЬНОЕ ОКНО.
Выбор режима отображения окна осуществляется с помощью кнопок главного меню нижнего ряда M,N,O,P.
 |
«M» – помощь.
При каждом нажатии на кнопку «М» последовательно открывается одно из 10 окон, содержащее краткую справочную информацию о функциях программы.

Примечание:.
Тексты 1 и 8 окон помощи приведены ниже:
 | 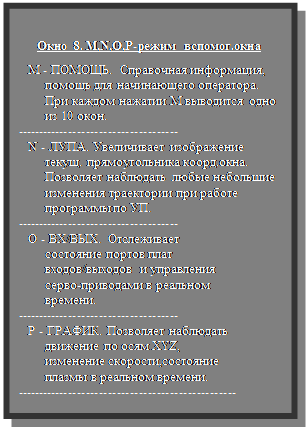 |
 «N» – лупа.
«N» – лупа.
Это основной режим вспомогательного окна при автоматической резке.
Вывод изображения следующей детали для резки с масштабированием окна (координатная сетка 100 мм) и движение резака в процессе резки. При учете поправки на ширину реза (эквидистанта) можно визуально контролировать смещение траектории движения резака по детали относительно заданной.
 «O» – входы / выходы.
«O» – входы / выходы.
В этом режиме отображаются текущие состояния всех входов/выходов, используемых программой ЧПУ
(для кислородно-плазменного и газового оборудования имеются дополнительные входы/выходы – см. РЭ2).
|
| 00. Продувка | 16. Ручное управление (РУ) X + | |||
| 01. Готовность УПР (4011) | 17. РУ Х - | |||
| 02. Контроль дуги (4011) | 18. РУ Y + | |||
| 03. Скорость + | 19. РУ Y - | |||
| 04. Скорость - | 20. РУ Z + | |||
| 05. Датчик воды | 21. РУ Z - | |||
| 06. Датчик воздуха | 22. Включить плазму | |||
| 07. Авто – высота (СВР) | 23. Газ |
| 08. Концевой выключатель (КВ) Х + | 24. Отключить плазму | |||
| 09. КВ Х - | 25. Вкл./выкл. приводы | |||
| 10. КВ Y + | 26. Использ. плазмы (4011) | |||
| 11. КВ Y - | 27. В начало УП | |||
| 12. Готовность приводов | 28. Назад по УП | |||
| 13. КВ Z - | 29. Стоп | |||
| 14. КВ Z + | 30. Шаг вперед | |||
| 15. | 31. Вперед |
| 00. | 16. Есть вода (индикация) | |||
| 01. Включение триггера (4011) | 17. Есть воздух (индик.) | |||
| 02. Включение приводов | 18. Готовность АПР (4011) (индик.) | |||
| 03. Включение Z + | 19. Запрет вкл. плазмы (индик.) | |||
| 04. Включение Z - | 20. Авто-высота (СВР) (индик.) | |||
| 05. Вкл. низкое давление воздуха | 21. Привод включен (индик.) | |||
| 06. Вкл. высокое давление воздуха | 22. | |||
| 07. | 23. |
|
|
Активные сигналы имеют значения 0 (работают в инверсии) и имеют малиновый фон.
Дополнительные выходы (При работе с газокислородной резкой - см. соотв. раздел).
Oписание входов/выходов.
Сигналы на цифровые входы поступают в рабочую станцию от кнопок пульта управления, концевых выключателей и др. оборудования станка.
Сигналы с цифровых выходов поступают из рабочей станции для управления УПР и приводами, а также для включения светоиндикаторов пульта управления.
| Вход 00 | Ручная продувка воздуха плазмотрона. |
| Входы 01,02 | Включается при готовности УПР и при наличии рабочей дуги плазмы от УПР-4011 соответственно. |
| Входы 03,04 | Изменение скорости резки – уменьшение/увеличение значения |
| Входы 05, 06 | От датчиков воды и воздуха при работе с УПР-4011 |
| Входы 13, 14, 08, 09, 10, 11 | Срабатывают при наезде на концевой выключатель соответственно высота нижний (Z -), высота верхний (Z +), Х правый (Х +), Х левый (Х -), Y дальний (Y +), Y ближний (Y -) |
| Вход 07. | При нажатии кнопки «Авто-высота» (на пульте управления – ПУ). |
| Вход 12. | Из монтажного шкафа, подтверждение готовности всех приводов к работе. |
| Входы 16, 17, 18, 19. | От джойстика на ПУ ручное управление по координатам соответственно X+, X-, Y+, Y-. |
| Входы 20, 21. | От джойстика на ПУ управление высотой плазмотрона вниз (Z+) и вверх (Z-) соответственно. |
| Входы 22, 24. | От кнопок на ПУ включить и отключить плазму. |
| Входы 23, 26. | От тумблера на ПУ запрет/разрешение работы газа/разрешение работы плазмы (4011). |
| Вход 25. | От кнопки на ПУ включить/выключить приводы. |
| Входы 27, 28, 29, 30, 31. | От кнопок навигатора по УП на ПУ соответственно – переход в начало УП, в обратную сторону по УП, стоп движению приводов, шаг вперед и вперед по УП. |
| ----------------------------------------------------------------------------------------------- | |
| Выход 01. | Подача сигнала для включения плазмы на УПР-4011. |
| Выход 02. | На все сервопривода - разрешение работы. |
| Выходы 03, 04. | На сервопривод Z – выбор направления вращения двигателя вниз (Z+) и вверх (Z-) соответственно. |
| Выходы 05, 06. | Включить реле низкого и высокого давления воздуха соответственно. |
| Выходы 16, 17. | Включение светоиндикаторов наличия воды и воздуха от соответствующих датчиков. |
| Выход 18. | Включение светоиндикатора готовности УПР-4011. |
| Выход 19. | Включение светоиндикатора на запрет включения любого источника плазмы. |
| Выход 20. | Включение светоиндикатора на ПУ авто-высота (СВР). |
| Выход 21. | Включение светоиндикатора на ПУ привод включен. |
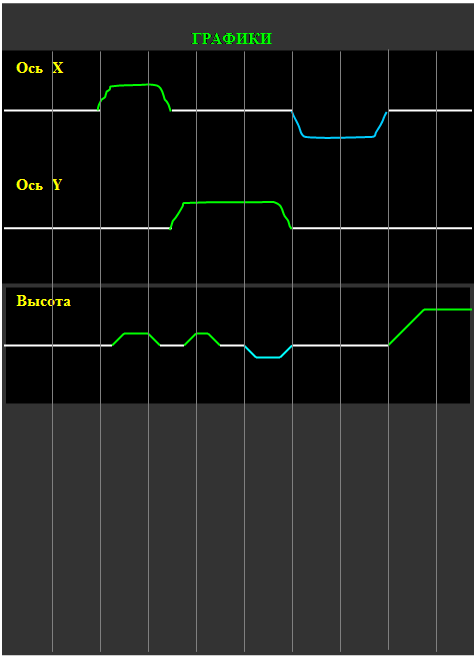
«Р» – график.
С помощью этой кнопки во вспомогательном окне можно наблюдать изменения некоторых основных параметров программы в графическом представлении.
 | |||
 | |||
Ось X. Параметр – рассогласование по оси Х между заданным по программе движением и реальным
(1 график на рис.)
Если двигатель остановлен, то рассогласование равно 0 (на графике – горизонтальная белая линия).
В начале движения в прямом направлении, когда двигатель ускоряется и не достиг еще заданной скорости, рассогласование возрастает (см. пологий подъем зеленой линии на графике).
При достижении заданной скорости, двигатель начинает работать с постоянной скоростью. Рассогласование не возрастает (см. горизонтальный участок зеленой линии).
При торможении двигателя до остановки, рассогласование плавно уменьшается до 0 (пологий спад зеленой линии).
После этого двигатель Х некоторое время стоит на месте (белая линия), затем начинает вращаться в обратную сторону, рассогласование будет отрицательным (см. синюю линию на том же графике).
Ось Y. Параметр – рассогласование по оси Y. Все аналогично оси Х.
| Параметр – относительная высота плазмотрона. На графике можно наблюдать подъемы (линии с наклоном вверх) и опускания (линии со спуском) плазмотрона. При значении высоты выше номинала (белой линии) линии зеленого цвета, ниже – синего. |
Высота.
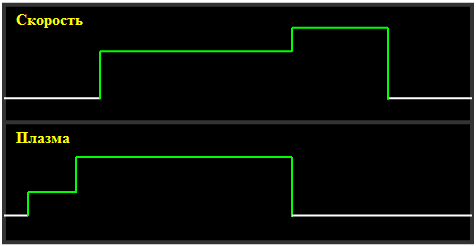
| Параметр – текущая скорость двигателей X,Y.Обычно скорость резки меньше скорости холостого хода. На 4 графике сначала включается скорость резки – зеленая горизонтальная линия нижняя, затем холостого хода – зеленая горизонтальная линия более высокого уровня. Белая линия скорость равна 0 – двигатели X, Y остановлены. |
Скорость.
| Параметр – наличие/отсутствие плазмы. При выключенной плазме – белая горизонтальная линия (см. 5 график). Перед включением плазмы сначала загорается дежурная дуга (подробнее о работе плазмотрона см. в главе 5) – зеленая линия низкого уровня. При включении плазмы зеленая линия переходит на более высокий уровень (см. 5 график). |
Плазма.
Промежуток между линиями составляет 1 сек.
| – запрос на включение плазмы (см. 5 график) – сначала загорается дежурная дуга, все двигатели пока стоят. |
0.5 сек.
| – включается плазма, двигатели пока стоят – необходимо время для пробивки листа. |
1.5 сек.
| – включается двигатель Х в прямом направлении (1 график) и скорость резки (4 график). Двигатель Y стоит, значит режется горизонтальная линия (слева – направо). |
2.0 сек.
| – начинается подстройка авто-высоты вверх (3 график), значит уровень листа в направлении движении плазмотрона повышается. |
2.3 сек.
| – остановка двигателя по Х. Включение двигателя по Y в прямом направлении. |
3.3 сек.
| – корректировка высоты вверх (про СВР см. в главе 4). |
3.7 сек.
| – еще одна корректировка высоты вниз. |
5.0 сек.
| – выключение плазмы, остановка двигателя Y, включение двигателя Х в обратном направлении на скорости холостого хода. |
6.0 сек.
| – остановка двигателя Х, подъем плазмотрона с помощью тумблера на ПУ. |
8.0 сек.
| – остановка подъема плазмотрона. |
8.8 сек.
При достижении графиков правого края экрана, все графики экрана стираются, новые точки появляются опять с левой части вспомогательного окна. Для фиксации изображения графиков с целью их дальнейшего изучения, повторно нажмите на кнопку «Р», находясь в режиме ГРАФИК.
В верхнем правом углу выводятся текущие значения рассогласований по осям X и Y.
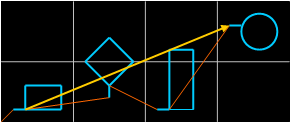
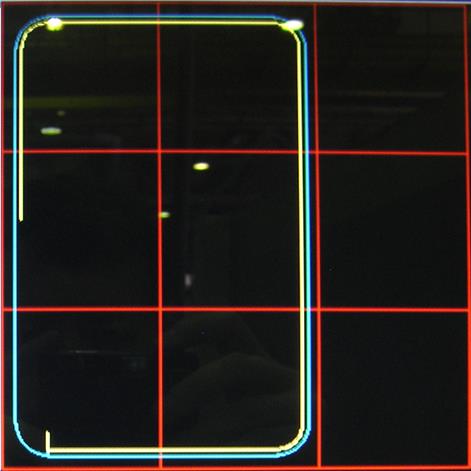
Приложение 1.3. КООРДИНАТНОЕ окно.
Это окно представляет собой координатную сетку по осям X и Y с шагом 100 мм.
Текущее положение плазмотрона обозначается в виде мерцающего бегунка.
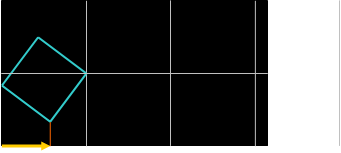
Если загружена УП, то выводится ее траектория, причем вырезаемые детали изображены циановым цветом, а движения без вкл. плазмы – желтым (чтобы не перегружать внешний вид окна, в новой версии программы холостые переходы не рисуются).
Также указаны все порядковые номера вырезаемых деталей. После вырезки детали, ее номер закрашивается малиновым цветом.
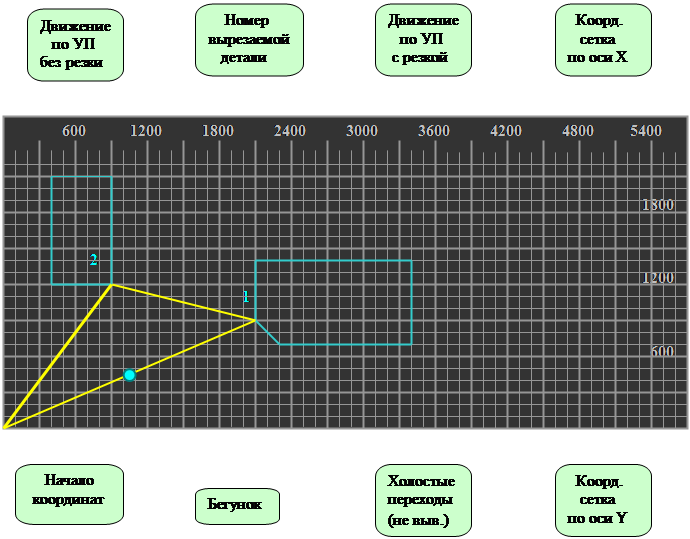
Если траектория УП отклоняется влево и (или) вниз относительно начальной точки и ее габариты не помещаются в размеры листа, установленные кнопкой I (XY=0), производится автоматический сдвиг траектории вправо и (или) вверх. При этом начальная точка УП также сместится и включится режим ожидания перехода с линией перехода. Далее можно использовать или не использовать режим перехода (см. кнопка «К»- переход).
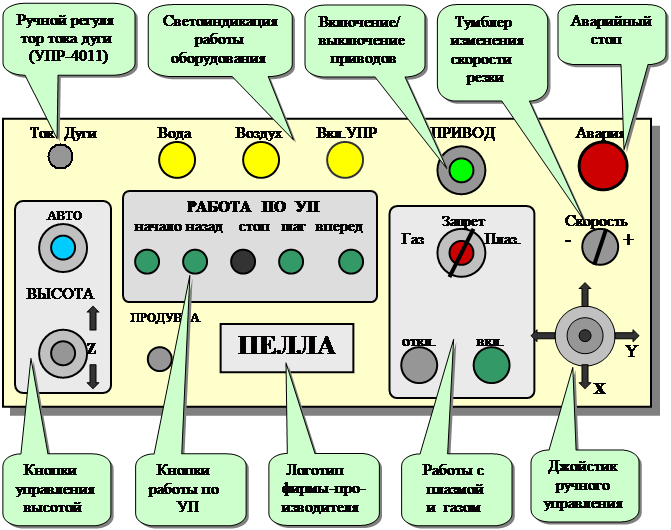
Приложение 2. Пульт управления.
|
|
|

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!