КГАПОУ «ПЕРМСКИЙ РАДИОТЕХНИЧЕСКИЙ КОЛЛЕДЖ
Им. А. С. ПОПОВА»
О Т Ч Е Т
по преддипломной практике
Специальность 072601 «Декоративно- прикладное искусство и народные
промыслы»
Группа № 213И
Студентка Василенко Маргарита Марисовна
Место прохождения практики: художественные мастерские КГАПОУ «ПРК им.А.С.Попова
(Наименование организации)
Руководитель практики
от колледжа
Шушунова Э.Е
Отчет сдан «__»_________________2017г.
Отчет защищен «__»_____________2017г.
Руководитель практики
от предприятия
Шушунова Э.Е
М. П.
Пермь, 2017
СОДЕРЖАНИЕ
ВВЕДЕНИЕ. 3
1 ИЗУЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПОСЛЕДОВАТЕЛЬНОГО ВЫПОЛНЕНИЯ ХУДОЖЕСТВЕННОГО ИЗЛЕЛИЯ В МАТЕРИАЛЕ. 5
1.1 Подбор материала для изделия. 5
1.2 Выбор метода изготовления изделия. 7
1.3 Оборудование, инструменты, приспособления. 9
1.4 Описание технологического процесса 12
1.4.1 Выпиловка. 12
1.4.2 Пайка. 13
1.4.3 Горячая эмаль. 13
1.4.4. Филигрань. 17
1.4.5 Изготовление фурнитуры. 21
1.4.6 Технологическая сборка изделия. 21
2 ИЗГОТОВЛЕНИЕ ИЗДЕЛИЯ В МАТЕРИАЛЕ (ОПИСАНИЕ ВЫПОЛНЕНИЯ ТЕХНОЛОГИЧЕСКОГО ОБРАЗЦА) 23
2.1 Выпиловка. 23
2.2. Горячая эмаль. 24
2.3 Филигрань. 33
ЗАКЛЮЧЕНИЕ. 43
СПИСОК ЛИТЕРАТУРЫ.. 44
ПРИЛОЖЕНИЕ. 45
ВВЕДЕНИЕ
Актуальность преддипломной практики состоит в необходимости проработки методов изготовления и получении опыта для выполнения дипломной работы.
Целью преддипломной практики является изучение технологического процесса изготовления ювелирных украшений и изготовление технологического образца
Задачи:
· Выполнить фрагмент дипломной работы: браслет
· Выполнить пробный образец дипломной работы – серьгу
· Подобрать инструменты и оборудование для изготовления технологического образца
· Определить последовательность этапов изготовления изделия
· Изучить и применить на практике при изготовлении технологического образца такие техники художественной обработки металла, как выпиловка, филигрань, пайка, перегородчатая эмаль
· Описать технологический процесс
· Составить отчёт по прохождению преддипломной практики и презентацию в PowerPoint
· Заполнить аттестационный лист и дневник
Практика состоит из выполнения индивидуального практического задания, выполнение отчета и презентации, заполнение дневника, аттестационного листа.
Отчет по преддипломной практике состоит из введения, 2-х глав, заключения, списка использованных источников и приложения. Во введении отражаются актуальность преддипломной практики, цель, задачи, структура отчета. Глава 1, «Изучение технологических процессов по выполнению художественного изделия в материале» содержит теорию изготовления ювелирного гарнитура: сведения о подборе материала для изделия, выборе метода изготовления изделия (описание сущности метода), оборудование, инструменты, приспособления, описание технологического процесса с используемым оборудованием. Глава 2, «Изготовление изделия в материале (описание выполнения технологического образца)» содержит поэтапное описание изготовления технологического пробника. Заключение содержит выводы по проделанной работе, трудности, с которыми пришлось столкнуться во время работы.
ИЗУЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПОСЛЕДОВАТЕЛЬНОГО ВЫПОЛНЕНИЯ ХУДОЖЕСТВЕННОГО ИЗЛЕЛИЯ В МАТЕРИАЛЕ.
Описание технологического процесса с используемым оборудованием
Ювелирный гарнитур «Птицы солнечного сада» состоит из серёжек, браслета и колье.
Колье состоит из основной детали, выпиленной из листовой меди 0,8мм толщиной с элементами фоновой и объёмной ажурной филиграни, двух птичьих головок и двух круглых элементов, выпиленных из меди 0,5мм толщиной, покрытых ювелирной эмалью, двух полуобручей, обвитых проволокой.
Браслет состоит из янтарного кабошона, двух деталей – птичек из 0,8мм меди с фоновой филигранью и крапанами, двух круглых звеньев из 0,8мм меди с фоновой филигранью, двух трапециевидных звеньев из 0,8мм меди с фоновой филигранью, двух птичьих головок, выполненных в технике горячей перегородчатой эмали и замка-коробочки.
Серьги состоят из основного элемента, выполненного в технике плоской ажурной двухслойной филиграни, птички и трёх круглых элементов, выполненных в технике горячей эмали, янтарный бусин.
Разметка деталей гарнитура
Выполняется эскиз изделия в натуральную величину, затем переводится на кальку. Кальки наиболее компактно укладываются на лист металла. Затем контур изображения переводится на металл с помощью шила.
Выпиловка деталей гарнитура
Необходимо выпилить детали будущего ювелирного гарнитура: выпиливается из меди основная деталь колье, детали браслета, две головки птиц большего размера (для колье) две головки птиц меньшего размера (для браслета), две птицы (для серёжек), 16 круглых деталей разного диаметра для серёжек и колье, детали для замка-коробочки.
По размеченному контуру производится выпиловка изделия с помощью ювелирного лобзика пилками по металлу на финагеле, закреплённом струбциной. Заготовка опирается на горизонтальную сторону финагеля и придерживается левой рукой. Основная деталь гарнитура имеет отверстия: расстояние между головками и между крыльями. Для выпиливания фигурных отверстий изделие просверливается, место сверления располагается в тех частях рисунка, которые будут удалены. Диаметр отверстия необходимо выбрать таким, чтобы пилка свободно проходила в него. При выпиловке лобзик необходимо держать строго вертикально, не давя на пилку. Для более лёгкого мягкого хода пилку можно смазать воском или парафином.
Оправка деталей.
После выпиловки контур деталей необходимо уточнить при помощи надфилей, так как выпилить ровно практически невозможно. Для процедуры потребуется плоский простой надфиль с заострённым концом, полукруглый надфиль. Деталь обрабатывается поступательными движениями перпендекулярно краю изделия. Контур доводится до ровных линий.
После оправки можно приступать к следующим этапам работы с деталями.
Пайка.
а) Застёжка-коробочка
Застёжка браслета «коробочка» выполнена при помощи пайки. На первом этапе к прямоугольной детали припаиваются три боковые стенки, согнутые из ленты меди в форме буквы «П». На втором этапе припаивается сверху вторая деталь, чтобы получилась фигура на подобии прямоугольного параллелепипеда без одной стенки. Далее деталь опиливается, убирается лишний металл. Из ленты меди сгибается язычок для застёжки-коробочки, куда припаивается отрезок проволоки.
б) Швензы
При помощи пайки выполнены элементы серёг: швензы. В круглых деталях диаметром 8мм в центре просверливается отверстие 1мм толщиной. Далее полученные элементы выколачиваются при помощи анки и пунзелей до полусферы. Соединяются попарно и совмещаются при помощи клея БФ-6. После высыхания клея при помощи биндры спаиваются в небольшие полые бусины. Далее получившиеся бусины отверстием насаживаются на углы серьги и припаиваются.
в) Крапана
На изделие до пайки филиграни припаиваются крапана, во избежание усадки меди при пайке филиграни, т.к. эмалевые элементы могут не войти в предусмотренные места. Эмалевые элементы должны садиться в гнездо плотно и без перекосов. Делается медный крапан (штырёк вертикально стоящий, который можно загнуть), загибается буквой Г, припаивается к медной поверхности. Таких крапанов делается 6 штук. Далее можно выполнять филигранный узор.
Изготовление фурнитуры.
а) Колечки.
Для изготовления колечек необходимо иметь ригель определённой тощины (4мм). Проволока толщиной 0,7мм накручивается плотной спиралью на ригель, после чего бокорезами разрезается на одинаковые колечки.
б) Застёжка.
Застёжка-крючок изготавливается из проволоки 1мм. Круглогубцами и плоскогубцами загибается крючок. Свободный конец крючка при помощи круглогубцев загибается в маленькую петлю. Обратный конец крючка загибается в петлю диаметром 3-4мм. Из другого куска проволоки 1мм выполняется восьмёрка с помощью круглогубцев. Одна петля восьмёрки диаметром 3-4мм, другая петля – 6-7мм.
в) Пин-гвоздик.
Проволока толщиной 0,7мм разрезается на отрезки длиной около 1см. Отрезок зажимается в ювелирные тиски, оставляется небольшой кончик. Осторожно молотком расковывается до получения «шляпки». Далее полученный гвоздик вынимается из тисков, на него нанизывается бусины, Свободный конец при помощи круглогубцев и плоскогубцев выгибается в петлю.
г) Полуобручи.
Берётся отрезок медной проволоки сечения 3мм необходимой длины. Далее по эскизу выгибается нужная форма. После достижения необходимой формы толстая проволока обматывается более тонкой проволокой сечения 1,2мм плотной спиралью. По окончанию спираль спаивается со стержнем при помощи припоя методом присыпки.
ИЗГОТОВЛЕНИЕ ИЗДЕЛИЯ В МАТЕРИАЛЕ (ОПИСАНИЕ ВЫПОЛНЕНИЯ ТЕХНОЛОГИЧЕСКОГО ОБРАЗЦА)
Выпиловка
Первым этапом из листового металла выпиливаются детали технологического образца. Для этого на бумагу переводятся все детали и укладываются на листе меди наиболее компактно.
Процесс разметки металла можно увидеть на рисунке 1

Далее лобзиком при помощи финагеля, закреплённого струбциной выпиливаются все детали.
Процесс выпиловки отображён на рисунке 2.

Горячая эмаль
В технологическом образце используется техника горячей эмали для птички и трёх круглых подвесок.
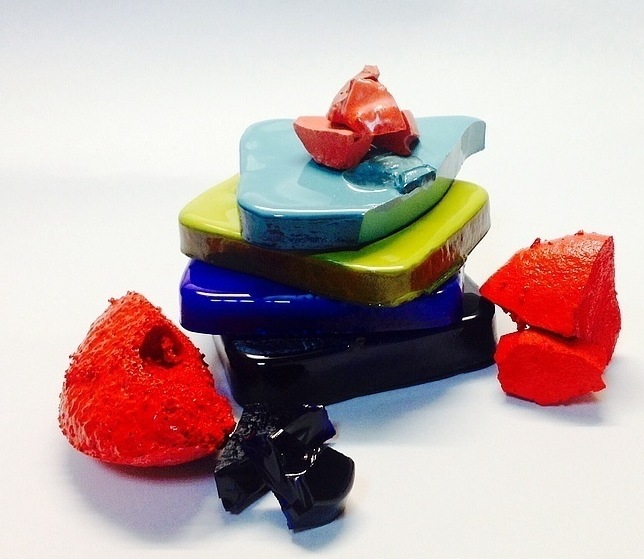
Измельчение эмали.
Горячие эмали поступают в продажу в виде мелкого порошка или плиток 7х10х2 см. Плитку раскалывают и перетирают в ступке.
Подготовку эмали начинают с измельчения крупных кусков. Для этой цели подходит ступка. А для разделения размолотой эмали на фракции пользуются набором сит с ячейками разной величины.
Для работы в технике перегородчатой эмали целесообразно использовать эмалевый порошок с величиной зерна 0,1-0,5мм. Более мелкий помол может вызывать окисление и гидролиз эмалей, а более крупный помол увеличивает усадку при обжиге и затрудняет закладывание эмали в мелкие ячейки.
Разбивают кусочки в несколько этапов и периодически просеивают помол сквозь сито. Оставшиеся в сите крупные фракции измельчают вновь. Относительно крупные кусочки можно использовать для вкрапления в основной цвет эмалевого слоя.
Процесс измельчения эмали в ступке изображён на нижеследующем рисунке.
| Рисунок 3- Измельчение эмали
|

Отмучивание.
После того как получена необходимая смесь фракций, эмаль высыпают в баночку и заливают водой. Затем ее перемешивают и ненадолго оставляют. Когда эмаль отстоится необходимо слить мутную воду в отдельную ёмкость и заменить мутную воду свежей. Процесс повторяют до тех пор, пока вода над эмалью не станет совсем прозрачной. Эта степень чистоты отмывки особенно необходима для прозрачных эмалей; отмывку непрозрачных эмалей можно прекращать при несколько мутной воде, это не оказывает существенного влияния на качество эмалевой поверхности.
| Рисунок 4 – Отмучивание эмали
|
Отмучивание эмалей иллюстрирует рисунок 4.

Подготовка пластин для эмалирования.
Пластины для эмалирования должны быть свободны от внутренних напряжений. Для этого следует отжечь все 6 деталей после придания им нужной формы: производится выколотка металлической основы на толстой резине с помощью молотка с круглым отбойником и чеканов.
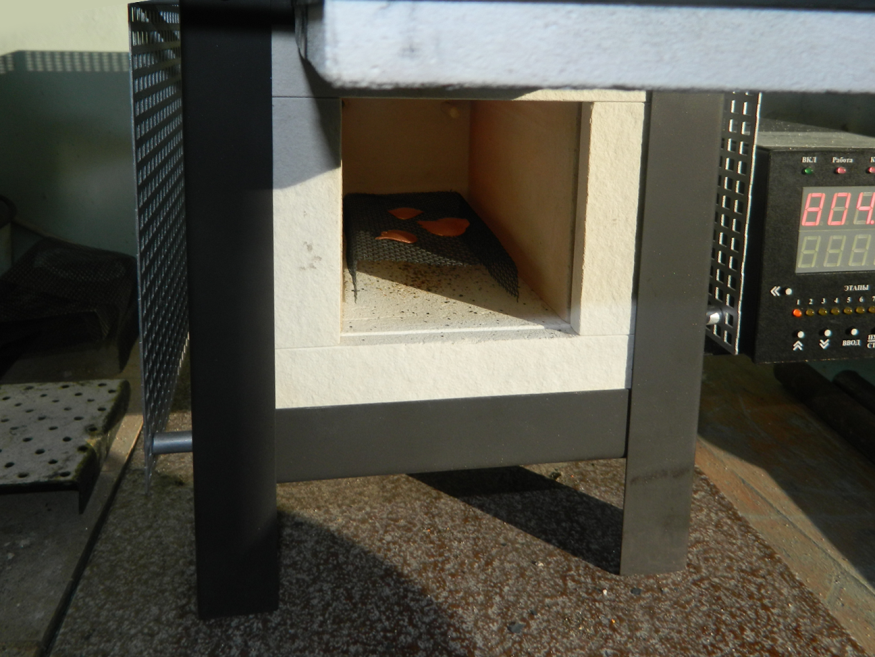
Процесс выколачивания металлической заготовки для эмали и отжиг заготовок в муфельной печи отображён на нижеследующих рисунках:
| Рисунок 5 – Выколотка при помощи молотка и шайбы
|

| Рисунок 6 – Выколотка при помощи анки и пунзеля
|
| Рисунок 7 – Отжиг металлических
заготовок в муфельной печи
|

Закладка контрэмали.
Закладывается контрэмаль на обратную сторону заготовки, после чего помещается в необходимую температуру в муфельной печи. Три круглых элемента имеют петельки, поэтому под контрэмаль кладётся проволока, которая при обжиге «впаивается» в неё.
На рисунках 8,9 отображён процесс закладки контрэмали и петель
| Рисунок 8 – Закладка петель под контрэмаль
|

| Рисунок 9- Закладка контрэмали
|

Очистка лицевой стороны
После обжига на металле образуется окалина, которую необходимо снять перед закладыванием эмали на лицевую сторону. Окалина снимается при помощи резиновой насадки бормашины. Далее производится промывание лицевой стороны пластины зубной щёткой с содой для удаления жира, который может повредить при запекании эмалей.
Процесс очистки от окалины запечатлён на рисунке 10

| Рисунок 10 – Очистка от окалины
|
Приклеивание перегородок
Далее переносят рисунок (только не карандашом, т.к. грифель способен нанести дефект покрытию эмали), согласно которому на клей БФ-6 приклеиваются перегородки из проволоки. Для гибки перегородок необходим набор щипцов: плоскогубцы с длинными и заострёнными губками, круглогубцы, бокорезы. Они должны быть небольшого размера (13-15 см.). Кроме того, нужно иметь ещё несколько пинцетов.
Процесс приклеивания перегородок наглядно отображён на рисунке, следующем ниже:
| Рисунок 11 – Приклеивание перегородок
|

Закладка эмали.
Перед началом закладки эмали на клей БФ-6 к изнаночной стороне приклеивают подставку из тонкой меди, чтобы при обжиге контрэмаль не стекла на подставку и заготовки не прилипла к ней.
Порошковую эмаль разводят водой до сметанообразной консистенции. Наносят (закладывают) в ячейки с помощью кисточки и соломинки, как показано на рисунке 12
| Рисунок 12 – Закладка эмали
|

Просушивание и обжиг.
После нанесения эмаль необходимо полностью высушить, прежде чем начать обжиг. Иначе лопающиеся пузырьки воздуха испортят эмалевую гладкость покрытия. Просушивание удобно проводить, поставив заготовку на муфельную печь, которая нагревается, тем самым ускоряя процесс высушивания.
Дальше изделие нагревают в специальной муфельной печи. Температура наплавления эмалей на металл — t 790+20. Так как эмаль в украшении многоцветная и перегородчатая, то технология работы предусматривает строгую очерёдность обжига (плавления эмалевого порошка). Первой наносят жаростойкую эмаль, в данном случае зелёную, затем изделие помещается в печь, где эмаль затвердевает. Наименее тугоплавка - красная эмаль, она закладывается в последнюю очередь.
После закладывания эмали с помощью мастихина будущее изделие помещается на специальную жаропрочную подставку. С помощью ухвата подставка помещается в печь. После расплавления эмали изделие достаётся вместе с подставкой с помощью этого же ухвата.
Сушку, обжиг и обожжёный эмалированные элементы можно увидеть на рисунках 13-15.

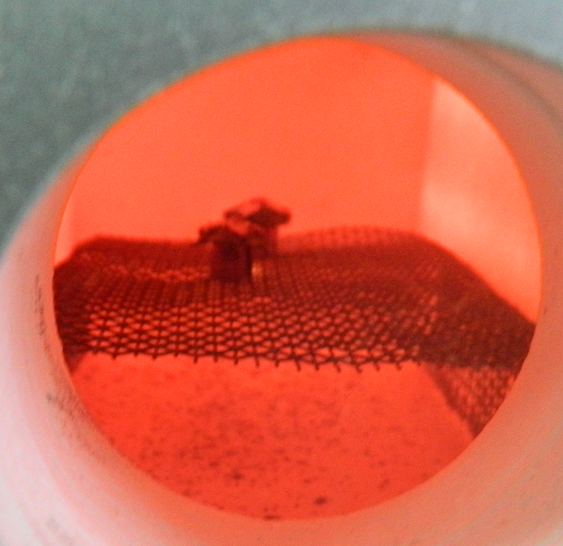

После того, как изделие достанут из печи, ему дают остыть.
Повторная закладка эмалей.
При обжиге эмаль даёт усадку, поэтому необходимо заложить эмаль снова. Так же для работы выбрана прозрачная оранжевая эмаль, которая закладывается вторым слоем на прозрачную или белую эмаль.
На этом этапе, после снятия окалины с перегородок при помощи бормашинки и обезжиривания содой, закладывается второй слой эмали так же при помощи кисточки и соломинки. Просушивается и обжигается.
Второй слой необожженной эмали можно увидеть на рисунке 16.
| Рисунок 16 – Второй слой эмали
|

Заключительный обжиг.
Для получения блестящей поверхности эмали отшлифованные, чисто вымытые изделия подвергают заключительному обжигу. При температуре около 800 °С подготовленное изделие обжигается до тех пор, пока эмаль не начинает блестеть.
После обжига необходимо удалить окалину с перегородок механическим способом (мелкой шкуркой), что отображено на рисунке 17.
| Рисунок 17 – Удаление окалины с перегородок
|

Удаление подставки
Подставка с изнаночной стороны изделия после заключительного обжига удаляется. Сначала выступающий металл откусывается бокорезами, затем бормашинкой с насадкой - шлифовальным камнем стачивается до гладкой поверхности.
Результат такой работы можно увидеть на рисунке 18.
| Рисунок 18 – Изнаночная сторона после обработки шлифовальным камнем
|

Филигрань
Основная часть серьги состоит из ажурной плоской двухслойной филиграни филиграни.
Подготовка проволоки
Из медной проволоки, так называемой, «круглой глади «подготавливается проволока для филиграни, «плоская гладь» и скань. Для этого необходима медная проволока разного сечения, вальцы, горелка, дрель.
Процесс вальцевания запечатлён на рисунке 19
| Рисунок 19 – Заготовка проволоки для филиграни
|

Выполнение контура изделия
Согласно эскизу, из плоской глади 2,5мм при помощи плоскогубцев, круглогубцев, бокорезов выполняется контур изделия, затем спаивается при помощи биндры, охлаждается и отбеливается в лимонной кислоте для удаления окалины и остатков флюса.
Первый этап можно увидеть на рисунке 20
| Рисунок 20 – Первый этап пайки филиграни
|

Набор мелких элементов
Из проволоки 1,5мм набираются более мелкие детали ажурной филиграни. Далее склеиваются клеем БФ-6. После высыхания клея изделие паяется и отбеливается в лимонной кислоте.
Процесс набора, пайки и отбеливания иллюстрируют рисунки 21-23
| Рисунок 21 – Набор филиграни
|



Набор забивки
Следующим этапом является набор тонкой витой проволоки «забивки» филиграни, которая так же скрепляется клеем БФ-6, паяется и отбеливается.
Процесс набора забивки вы можно увидеть на рисунке 24
| Рисунок 24 – Забивка сканью
|

Пайка крапанов, петель
Изготовление петель: из медной проволоки сечения 0,7мм при помощи плоскогубцев выгибаются три U-образные детали, которые приклеиваются на БФ-6 к изнаночной стороне серьги. Паяются биндрой, отбеливаются.
Изготовление крапанов: эмалевые накладки должны садиться в гнездо плотно и без перекосов. Делается медный крапан (штырёк вертикально стоящий, который можно загнуть), загибается буквой Г, припаивается к медной поверхности. Таких крапанов делается 4 штуки. Припаиваются поочерёдно, после каждой пайки изделие отбеливается.
Изготовление швензы
Швензы выполнены при помощи пайки. В круглых деталях диаметром 8мм в центре просвердивается отверстие 1мм толщиной. Далее полученные элементы выколачиваются при помощи анки и пунзелей до полусферы.
Промежуточный результат выколотки показан на рисунке 26
| Рисунок 26 – Выколотка при помощи анки и пунзелей
|

Полученные полусферы соединяются попарно и совмещаются при помощи клея БФ-6. После высыхания клея при помощи биндры спаиваются в небольшие полые бусины.
После отбела бусина большим отверстием надевается на угол основной детали серьги и припаивается при помощи биндры.
Изделие на этом этапе можно увидеть на рисунке 27
| Рисунок 27 – Основная деталь серьги с припаянными бусинами
|

Следующим этапом является пропиливание отрезным кругом при помощи бормашины борозды, по которой будет ходить швенза и просверливание отверстия для штифта, чтобы швенза была подвижной.
В качестве штифта используется отрезок проволоки сечением 1,5мм, раскованный с одной стороны по типу гвоздя.
Далее из проволоки 0,7мм выгибается дуга с петлёй на конце, вставляется в щель, в сквозное отверстие через петлю швензы вставляется штифт и расковывется с обратной стороны, тем самым мы получаем подвижный механизм швензы.
Механизм можно увидеть на рисунках 28 и 29
| Рисунок 28 – Швенза, вид сверху
|

| Рисунок 29 – Швенза, подвижный штифтовой механизм
|

Патинирование
Патинирование производится при помощи серной мази, разведённой в пропорции 1:1 с вазелином. Полученной смесью при помощи зубной щетки обрабатывается изделие и нагревается до почернения. Далее необходимо при помощи зубной щётки и мыла удалить жирные остатки смеси под струёй воды. Далее мелкой шкуркой с зерном 2000 шлифуются выступающие детали. В конце процесса все детали полируются на войлочном круге пастой ГОИ.
На нижеследующих рисунках показана серная мазь и щетинная кисть и результат чернения
| Рисунок 30 – Серная мазь и кисть-щетина
|

| Рисунок 31 – Патинированная серьга
|

Полировка на войлочном круге изображена на рисунке 32
| Рисунок 32 – Полировка пастой ГОИ на войлочном круге
|

Изготовление фурнитуры
Изготовление колечек
Для изготовления колечек необходимо иметь ригель определённой тощины (4мм). Проволока толщиной 0,7мм накручивается плотной спиралью на ригель, после чего бокорезами разрезается на одинаковые колечки.
ЗАКЛЮЧЕНИЕ
В результате работы была достигнута поставленная цель: изготовлен технологический образец ювелирного гарнитура «Птицы солнечного сада»
Для достижения цели были выполнены поставленные промежуточные задачи:
· Подобраны инструменты и оборудование для изготовления технологического образца
· Определена последовательность этапов изготовления изделия
· Изучены и применены на практике при изготовлении технологического образца такие техники художественной обработки металла, как выпиловка, филигрань, пайка, перегородчатая эмаль
· Изготовлен технологический образец и фрагмент дипломной работы
· Описан технологический процесс
· Составлена пояснительная записка к преддипломной практике и презентация в PowerPoint
· Заполнен аттестационный лист и дневник
Во время работы пришлось столкнуться с некоторыми трудностями.
· Особенности работы с ювелирными эмалями. Материал достаточно хрупки, при работе с надфилями и шлифовальными брусками кусочки эмали откалывались, приходилось повторно запекать изделие
· Нехватка опыта при пайке: несколько раз приходилось перепаивать элементы, так как при проверке их на прочность оказывалось, что не всё пропаяно.
· Не была взята в учёт усадка меди при пайке, что так же вызвало некоторые трудности при сопоставлении деталей.
За время работы были получены новые навыки, знания и умения в работе с ювелирным ручным и механическим инструментом, изучены особенности работы с различными материалами.
СПИСОК ЛИТЕРАТУРЫ
1. Анри де Моран. История декоративно-прикладного искусства. – М.: Искусство, 1982.
2. Дронова Н.Д. Оценка стоимости ювелирных изделий и драгоценных камней. – М.: Дело, 2001.
3. Земпер Г.О. О формальных закономерностях украшений и их значении как художественных символов / Г.Земпер // Практическая эстетика. М. 1970
Энциклопедия для детей. Т. 7. Искусство. Ч. 1 /Глав. Э68 ред. М.Д. Аксёнова. — М.: Аванта+, 1997.
4. Золото мира / Вед. ред. Е. Аканьева; отв. ред. А. Журавлев. – М.: Аванта+, 2003.
5. Зубрилина, С.Н. Справочник по ювелирному делу. Издательство: Ростов н/Д: Феникс. 350 страниц; 2006 г.
6. Изобразительное искусство и художественный труд. Программа
и тематическое планирование. Под редакцией Т. Я. Шпикаловой. Учебник. — М.: Просвещение, 2010.
7. Комягин Ю.П., Новиков В.П. Учебник ювелира-монтировщика. – Л.: Машиностроение, 1986.
8. Логинов В.Д. Ювелирные товары и часы. – М.: Экономика, 1984.
9. Макаров Л.П. Ювелирные украшения. – М., 2001.
10. Марченко В.И. Ювелирное дело. – М.: Высшая школа, 1984.
11. Марченков В.И. Ювелирное дело. – М.: Высшая школа, 1975.
12. Мерцалова М.Н. История костюма. – М., 1972.
13. Свирин А.Н. Ювелирное искусство Древней Руси. М., 1972.
14. Сокровища мира / Под ред. Джанни Гуадалупи. – Астрель: АСТ, 2001.
15. Товароведение ювелирных товаров и товаров народного художественного промысла / Под ред. Т.А. Мельничегко – Ростов-на-Дону: Феникс, 2002.
16. Художественная обработка металла. Азы филлиграни / Под ред. Соколова М.В. – М.: ВЛАДОС, 2003.
ПРИЛОЖЕНИЕ
| Рисунок 35 – Листовая медь
|


| Рисунок 38 – Припой ПСр-70
|
| Рисунок 37 – Медная проволока «верёвочка»
|


| Рисунок 39 – Ювелирные эмали
|

| Рисунок 41 – Ювелирный лобзик
|

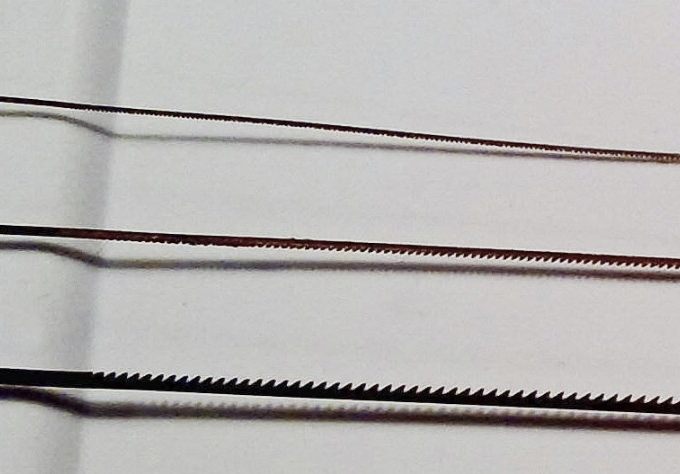
| Рисунок 42 – Пилки по металлу
|

| Рисунок 44 – Струбцина и финагель
|

| Рисунок 45 – Бормашина и насадки
|



| Рисунок 46 – Филигранный пинцет
|


| Рисунок 50 – Газовая горелка
|


| Рисунок 55 – Асбестовый лист
|


| Рисунок 56 – Муфельная печь
|
| Рисунок 57 – Молоток с круглым отбойником
|


| Рисунок 60 – Ступка с пестиком
|




| Рисунок 63 – Огнеупорная подставка
|


| Рисунок 66 – Закладка эмали
|
| Рисунок 65 – Измельчение эмали
|


| Рисунок 68 – Волочение проволоки
|
| Рисунок 67 – Обжиг эмалей
|

| Рисунок 70 – Набор филиграни
|
| Рисунок 69 – Заготовка скани
|
| Рис. 128.
Набор филиграни
|
| Рис. 127.
Изготовление зерни
|


| Рисунок 73 – Патинирование
|
| Рисунок 71 – Замочек-крючок для колье
|

КГАПОУ «ПЕРМСКИЙ РАДИОТЕХНИЧЕСКИЙ КОЛЛЕДЖ
Им. А. С. ПОПОВА»
О Т Ч Е Т
по преддипломной практике
Специальность 072601 «Декоративно- прикладное искусство и народные
промыслы»
Группа № 213И
Студентка Василенко Маргарита Марисовна
Место прохождения практики: художественные мастерские КГАПОУ «ПРК им.А.С.Попова
(Наименование организации)
Руководитель практики
от колледжа
Шушунова Э.Е
Отчет сдан «__»_________________2017г.
Отчет защищен «__»_____________2017г.
Руководитель практики
от предприятия
Шушунова Э.Е
М. П.
Пермь, 2017
СОДЕРЖАНИЕ
ВВЕДЕНИЕ. 3
1 ИЗУЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПОСЛЕДОВАТЕЛЬНОГО ВЫПОЛНЕНИЯ ХУДОЖЕСТВЕННОГО ИЗЛЕЛИЯ В МАТЕРИАЛЕ. 5
1.1 Подбор материала для изделия. 5
1.2 Выбор метода изготовления изделия. 7
1.3 Оборудование, инструменты, приспособления. 9
1.4 Описание технологического процесса 12
1.4.1 Выпиловка. 12
1.4.2 Пайка. 13
1.4.3 Горячая эмаль. 13
1.4.4. Филигрань. 17
1.4.5 Изготовление фурнитуры. 21
1.4.6 Технологическая сборка изделия. 21
2 ИЗГОТОВЛЕНИЕ ИЗДЕЛИЯ В МАТЕРИАЛЕ (ОПИСАНИЕ ВЫПОЛНЕНИЯ ТЕХНОЛОГИЧЕСКОГО ОБРАЗЦА) 23
2.1 Выпиловка. 23
2.2. Горячая эмаль. 24
2.3 Филигрань. 33
ЗАКЛЮЧЕНИЕ. 43
СПИСОК ЛИТЕРАТУРЫ.. 44
ПРИЛОЖЕНИЕ. 45
ВВЕДЕНИЕ
Актуальность преддипломной практики состоит в необходимости проработки методов изготовления и получении опыта для выполнения дипломной работы.
Целью преддипломной практики является изучение технологического процесса изготовления ювелирных украшений и изготовление технологического образца
Задачи:
· Выполнить фрагмент дипломной работы: браслет
· Выполнить пробный образец дипломной работы – серьгу
· Подобрать инструменты и оборудование для изготовления технологического образца
· Определить последовательность этапов изготовления изделия
· Изучить и применить на практике при изготовлении технологического образца такие техники художественной обработки металла, как выпиловка, филигрань, пайка, перегородчатая эмаль
· Описать технологический процесс
· Составить отчёт по прохождению преддипломной практики и презентацию в PowerPoint
· Заполнить аттестационный лист и дневник
Практика состоит из выполнения индивидуального практического задания, выполнение отчета и презентации, заполнение дневника, аттестационного листа.
Отчет по преддипломной практике состоит из введения, 2-х глав, заключения, списка использованных источников и приложения. Во введении отражаются актуальность преддипломной практики, цель, задачи, структура отчета. Глава 1, «Изучение технологических процессов по выполнению художественного изделия в материале» содержит теорию изготовления ювелирного гарнитура: сведения о подборе материала для изделия, выборе метода изготовления изделия (описание сущности метода), оборудование, инструменты, приспособления, описание технологического процесса с используемым оборудованием. Глава 2, «Изготовление изделия в материале (описание выполнения технологического образца)» содержит поэтапное описание изготовления технологического пробника. Заключение содержит выводы по проделанной работе, трудности, с которыми пришлось столкнуться во время работы.
ИЗУЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПОСЛЕДОВАТЕЛЬНОГО ВЫПОЛНЕНИЯ ХУДОЖЕСТВЕННОГО ИЗЛЕЛИЯ В МАТЕРИАЛЕ.








