ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС
Процесс изготовления машин и механизмов на машиностроительном предприятии состоит из комплекса работ, в результате которых исходные материалы и полуфабрикаты превращаются в готовое изделие. Отдельные виды исходных материалов, деталей и узлов (подшипники, электродвигатели, гидроавтоматика, резинотехнические изделия и др.) машиностроительный завод может получать в качестве комплектующих изделий от других промышленных предприятий.

Рис. 1. Примерная производственная структура машиностроительного предприятия
1. Производственный процесс. Совокупность всех действий людей и орудий производства, необходимых для изготовления или ремонта изделий на данном предприятии, называют производственным процессом.
Производственный процесс современных машиностроительных предприятий представляет собой единый взаимосвязанный комплекс работ, охватывающих подготовку средств производства и организацию обслуживания рабочих мест, процессы получения исходных заготовок и готовых деталей, процессы сборки, испытания, технического контроля, хранения, транспортировки, упаковки и сбыта готовой продукции, а также другие виды работ, связанные с выпуском продукции.
1.1. Классификация производственных процессов осуществляется по следующим признакам:
1.1.1. В зависимости от значения и роли в изготовлении продукции различают основные, вспомогательные и обслуживающие производственные процессы.
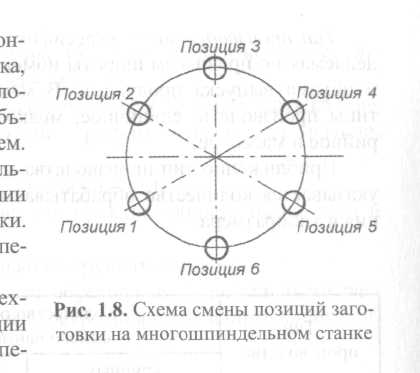
Основной процесс обеспечивает производство товарной продукции. Оннепосредственно связан с изготовлением деталей и сборкой из них машин и механизмов. В ходе основных производственных процессов сырье и материалы превращаются в готовую продукцию заданного качества. К основному производству относятся, например, обработка заготовок на металлорежущих станках, термическая и химико-термическая обработка, ковка, штамповка, сварка, сборка и др. Примерная структура производственного процесса представлена на рис. 1.
Вспомогательные процессы обеспечивают стабильную и ритмичную работу основного процесса и заняты изготовлением продукции и оказанием услуг, необходимых основному производству. К этим работам относят, например, изготовление металлорежущих инструментов и технологической оснастки, наладка и ремонт оборудования, изготовление контрольно-измерительных инструментов, заточка инструмента, обеспечение предприятия электрической и тепловой энергией, сжатым воздухом, углекислым газом, кислородом, ацетиленом и другие виды работ.
Изделия основного производства предназначены для реализации по договорам и на свободном рынке, а изделия вспомогательного производства используются только внутри предприятия-изготовителя.
Обслуживающие процессы должны обеспечивать бесперебойную и ритмичную работу всех подразделений предприятия. К ним относятся меж- и внутрицеховой транспорт, погрузочно-разгрузочные работы, складирование и хранение сырья, материалов, комплектующих изделий, уборка цехов и территории предприятия. Сюда можно отнести также заводские лаборатории, лечебные учреждения, столовые и др.
1.1.2. В зависимости от технической оснащенности, т.е. в зависимости от участия рабочего производственные процессы подразделяются на; ручные, ручные механ изированные, машинно-ручные, машинные, автоматизированные и аппаратурные.
В случае ручных процессов воздействие на предмет труда осуществляется рабочим с помощью каких-либо инструментов, но без применения любых источников энергии. Это, например, завёртывание гайки ключом, сверление отверстия ручной дрелью.
Ручные механизированные процессы характеризуются тем, что технологические операции выполняются рабочим с помощью ручных механизированных орудий труда, т.е. с использованием каких-либо источников энергии, например, сверление отверстий электродрелью, зачистка литья переносным наждачным кругом и т.п.
К машинно-ручным относятся процессы, когда воздействие на предмет труда производится с помощью машины или механизма, но при обязательном участии рабочего, например, сверление отверстия на сверлильном станке с ручной подачей.
Машинные процессы осуществляются на машинах, станках и других видах технологического оборудования без непосредственного участия рабочего, а роль рабочего при этом заключается в обеспечении машины материалом, снятии готовой продукции, пуске и остановке оборудования и пр.
Автоматизированные производственные процессы выполняются на станках-автоматах, автоматизированных поточных линиях и других видах автоматизированного оборудования, а роль рабочего в этом случае сводится к контролю ходом процесса и выполнению пуско-наладочных работ.
Аппаратурные процессы имеют место тогда, когда воздействие на предмет труда происходит каким-либо видом энергии – тепловой, химической, электрической. К этим видам процессов можно отнести, например, металлургические процессы, термическую и химико-термическую обработку, приготовление пара, сушку, различные химические процессы. Рабочие в этом случае наблюдают за работой аппаратов и при необходимости вмешиваются в ход протекающих в них процессов.
1.1.3. В зависимости от стадии изготовления, т.е. от места в процессе изготовления изделия, различают заготовительные, обрабатывающие и сборочные производственные процессы. Заготовительные процессы превращают сырье и материалы в исходные заготовки, по форме и размерам приближающиеся к готовым деталям. В машиностроении это, например, литейные, кузнечно-штамповочные цехи, цеха по первичной обработке проката. Обрабатывающими являются процессы, в ходе которых заготовки превращаются в готовые детали, форма, размеры и свойства которых заданы конструктором на чертеже. К этой фазе относятся обработка заготовок на металлорежущих станках, термическая и химико-термическая обработка, гальванические, окрасочные и другие работы. Сборка узлов, агрегатов и отдельных деталей в готовые изделия производится в отдельных цехах или на отдельных участках цехов.
Кроме того, в производственном процессе предусматриваются контроль качества, регулирование и испытание изготовленной продукции, т.е. проверка тех параметров, которые и определяют ее качество, назначение и применение.
Важнейшим элементом производственного процесса является технологический процесс.
2. Технологический процесс
Технологическим процессом называют часть производственного процесса, содержащую целенаправленные действия по изменению и последующему определению состояния предмета труда.
Под изменением состояния предмета труда понимают изменение его физических, механических, химических свойств, геометрических размеров, внешнего вида.
Технологический переход
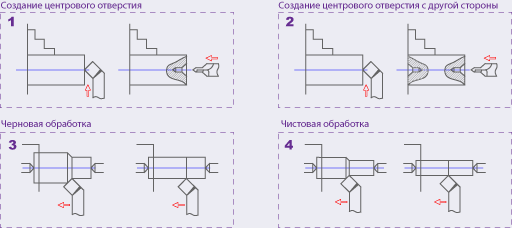
 Технологическим переходом называют законченную часть технологической операции, выполняемой одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Если при обточке валика сменяли инструмент, то обработка этим инструментом той же поверхности заготовки будет являться новым технологическим переходом (рис. 1.6). Но сама смена инструмента является вспомогательным переходом.
Технологическим переходом называют законченную часть технологической операции, выполняемой одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке. Если при обточке валика сменяли инструмент, то обработка этим инструментом той же поверхности заготовки будет являться новым технологическим переходом (рис. 1.6). Но сама смена инструмента является вспомогательным переходом.
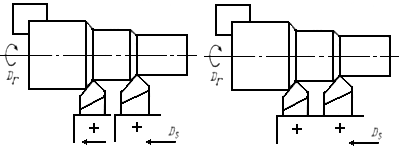
Рис. 1.7. Эскиз токарной операции
а – простые переходы;
б – сложный переход
2.2.2. Вспомогательным переходом называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предмета труда, но необходимы для выполнения технологического перехода.
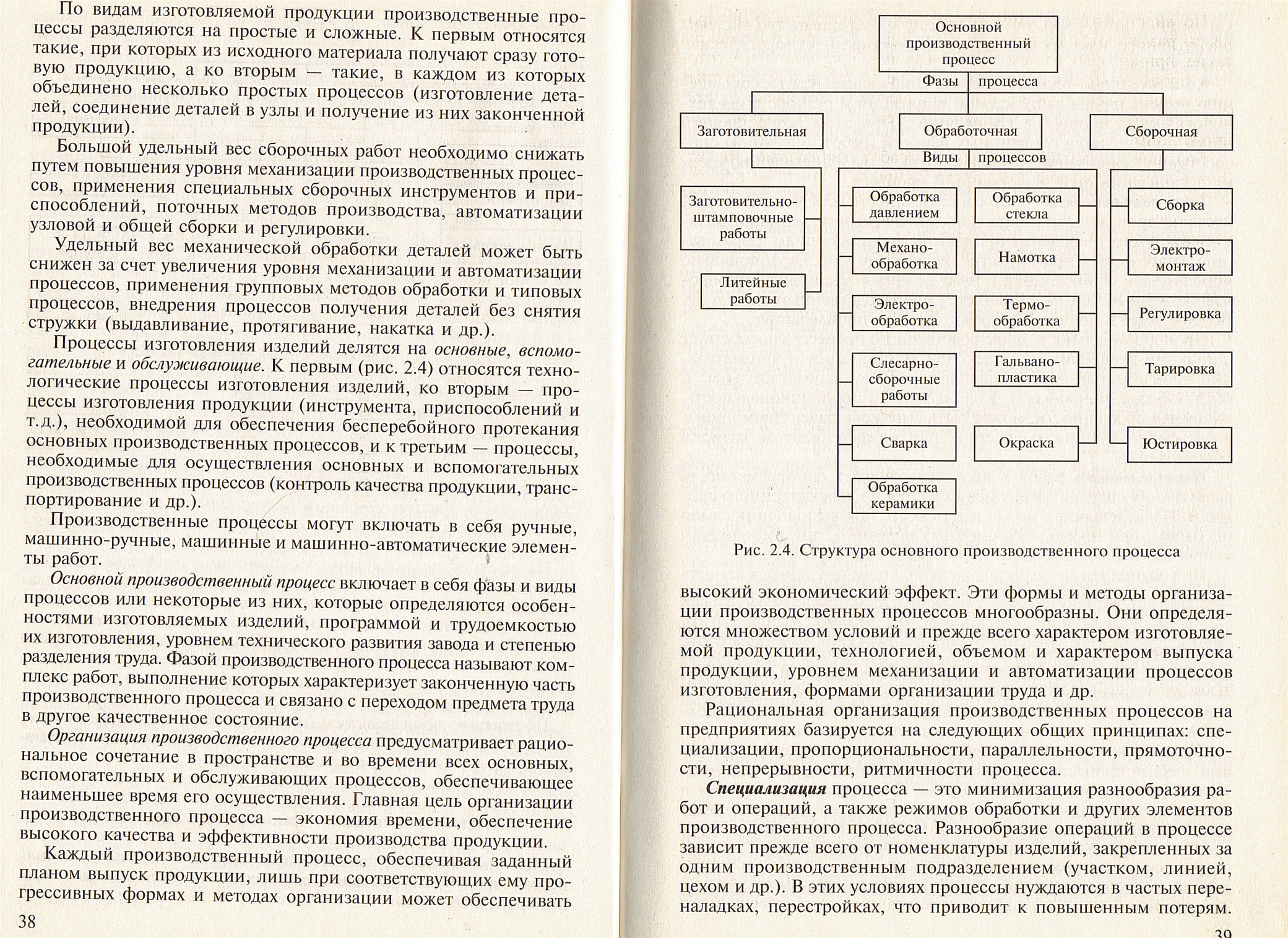
Переходы могут быть совмещены во времени за счет одновременной обработки нескольких поверхностей, т. е. могут осуществляться последовательно (черновая, получистовая, чистовая обточка ступенчатого вала или сверления четырех отверстий одним сверлом), параллельно (обточка ступенчатого вала несколькими резцами или сверление четырех отверстий, сразу четырьмя сверлами) или параллельно-последовательно (после обточки ступенчатого вала одновременно несколькими резцами, одновременное снятие фасок несколькими фасочными резцами или сверление четырех отверстий последовательно двумя сверлами).
Установ
Установ — часть технологической операции, выполняемая при неизмененном закреплении обрабатываемых заготовок или собираемой сборочной единицы. Поворот деталей на какой-либо угол является новым установом. Если валик вначале обтачивают в трехкулачковом патроне с одного установа, а затем его перевернут и обточат, то это потребует два установа при одной операции (рис. 1.7).
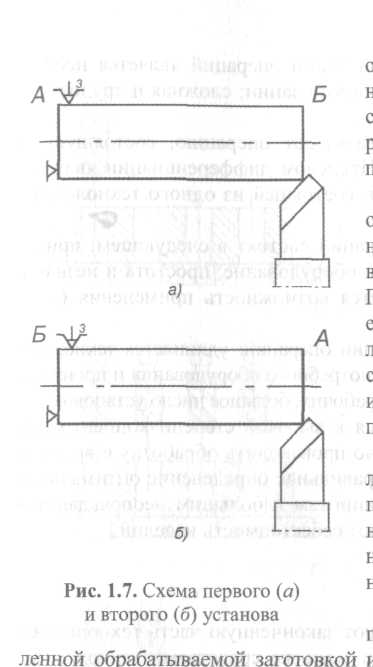
 2.2.4. Позиция. Установленная и закрепленная на поворотном столе заготовка, подвергаемая сверлению, рассверливанию и зенкерованию, имеет один установ, но с поворотом стола она будет занимать новую позицию.
2.2.4. Позиция. Установленная и закрепленная на поворотном столе заготовка, подвергаемая сверлению, рассверливанию и зенкерованию, имеет один установ, но с поворотом стола она будет занимать новую позицию.
Позицией называют фиксированное положение, занимаемое жестко закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. На многошпиндельных автоматах и полуавтоматах заготовка при одном ее закреплении занимает различные позиции относительно станка. Заготовка перемещается в новое положение вместе с зажимным устройством (рис. 1.8).
При разработке технологического процесса обработки заготовок, предпочтительно заменять установы позициями, так как каждый дополнительный установ вносит свои погрешности обработки.
Основное технологическое
оборудование: станки, машины, агрегаты, автоматические линии и т.д.
Вспомогательное оборудование: сборочные, испытательные стенды, транспортеры и др. средства транспортировки изделий и т. п.
Технологическая оснастка: приспособления и инструмент (режу щий, мерительный, вспомогательный)
Организационная оснастка: средства для размещения и хранения приспособлений, инструмента, вспомогательных материалов и документации; производственная тара для заготовок и готовой продукции; средства сигнализации и связи, ухода за оборудованием и рабочим местом
При организации рабочего места станочника следует соблюдать инструкции по эксплуатации оборудования, технике безопасности, санитарные нормы и др. Пространство, занимаемое рабочим местом, как правило, определяется расчетным путем. Это пространство должно быть достаточным для того, чтобы рабочие могли производить все необходимые движения и перемещения при выполнении производственных операций. Необходима также система сигнализации и связи, обеспечивающая обмен информацией между рабочим и мастером, а также службами внутрицехового обслуживания
Важными характеристиками технологического процесса и операции являются цикл, технологической операции, такт и ритм выпуска.
Цикл, такт и ритм выпуска
Циклом технологической операции называют интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо от числа одновременно изготавливаемых изделий.
Тактом называют интервал времени, через который периодически производится выпуск изделий или заготовок определенных наименований, типоразмера и исполнения.
Ритмом выпуска называют количество изделий или заготовок определенных наименований, типоразмеров и исполнений, выпускаемых в единицу времени.
Желательно, чтобы время, затрачиваемое на выполнение одной операции, было равным времени такта выпуска или кратным ему. Такое корректирование затрачиваемого времени на операцию достигается той или иной степенью концентрации операций, применением оптимальных режимов обработки, сокращением вспомогательного времени за счет многоместных приспособлений, автоматизации загрузки, транспортирования, использованием более высокопроизводительного оборудования, параллельной работы на однотипных станках-дублерах и др.
Вопросы для самопроверки
1. Дать определение технологической операции.
2. Чем обусловлено разделение технологического процесса на операции?
3. Что понимают под технологическим маршрутом?
4. Пояснить структуру технологической операции.
5. Что понимается под принципом построения технологического процесса
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС
Процесс изготовления машин и механизмов на машиностроительном предприятии состоит из комплекса работ, в результате которых исходные материалы и полуфабрикаты превращаются в готовое изделие. Отдельные виды исходных материалов, деталей и узлов (подшипники, электродвигатели, гидроавтоматика, резинотехнические изделия и др.) машиностроительный завод может получать в качестве комплектующих изделий от других промышленных предприятий.
Рис. 1. Примерная производственная структура машиностроительного предприятия
1. Производственный процесс. Совокупность всех действий людей и орудий производства, необходимых для изготовления или ремонта изделий на данном предприятии, называют производственным процессом.
Производственный процесс современных машиностроительных предприятий представляет собой единый взаимосвязанный комплекс работ, охватывающих подготовку средств производства и организацию обслуживания рабочих мест, процессы получения исходных заготовок и готовых деталей, процессы сборки, испытания, технического контроля, хранения, транспортировки, упаковки и сбыта готовой продукции, а также другие виды работ, связанные с выпуском продукции.
1.1. Классификация производственных процессов осуществляется по следующим признакам:
1.1.1. В зависимости от значения и роли в изготовлении продукции различают основные, вспомогательные и обслуживающие производственные процессы.
Основной процесс обеспечивает производство товарной продукции. Оннепосредственно связан с изготовлением деталей и сборкой из них машин и механизмов. В ходе основных производственных процессов сырье и материалы превращаются в готовую продукцию заданного качества. К основному производству относятся, например, обработка заготовок на металлорежущих станках, термическая и химико-термическая обработка, ковка, штамповка, сварка, сборка и др. Примерная структура производственного процесса представлена на рис. 1.
Вспомогательные процессы обеспечивают стабильную и ритмичную работу основного процесса и заняты изготовлением продукции и оказанием услуг, необходимых основному производству. К этим работам относят, например, изготовление металлорежущих инструментов и технологической оснастки, наладка и ремонт оборудования, изготовление контрольно-измерительных инструментов, заточка инструмента, обеспечение предприятия электрической и тепловой энергией, сжатым воздухом, углекислым газом, кислородом, ацетиленом и другие виды работ.
Изделия основного производства предназначены для реализации по договорам и на свободном рынке, а изделия вспомогательного производства используются только внутри предприятия-изготовителя.
Обслуживающие процессы должны обеспечивать бесперебойную и ритмичную работу всех подразделений предприятия. К ним относятся меж- и внутрицеховой транспорт, погрузочно-разгрузочные работы, складирование и хранение сырья, материалов, комплектующих изделий, уборка цехов и территории предприятия. Сюда можно отнести также заводские лаборатории, лечебные учреждения, столовые и др.
1.1.2. В зависимости от технической оснащенности, т.е. в зависимости от участия рабочего производственные процессы подразделяются на; ручные, ручные механ изированные, машинно-ручные, машинные, автоматизированные и аппаратурные.
В случае ручных процессов воздействие на предмет труда осуществляется рабочим с помощью каких-либо инструментов, но без применения любых источников энергии. Это, например, завёртывание гайки ключом, сверление отверстия ручной дрелью.
Ручные механизированные процессы характеризуются тем, что технологические операции выполняются рабочим с помощью ручных механизированных орудий труда, т.е. с использованием каких-либо источников энергии, например, сверление отверстий электродрелью, зачистка литья переносным наждачным кругом и т.п.
К машинно-ручным относятся процессы, когда воздействие на предмет труда производится с помощью машины или механизма, но при обязательном участии рабочего, например, сверление отверстия на сверлильном станке с ручной подачей.
Машинные процессы осуществляются на машинах, станках и других видах технологического оборудования без непосредственного участия рабочего, а роль рабочего при этом заключается в обеспечении машины материалом, снятии готовой продукции, пуске и остановке оборудования и пр.
Автоматизированные производственные процессы выполняются на станках-автоматах, автоматизированных поточных линиях и других видах автоматизированного оборудования, а роль рабочего в этом случае сводится к контролю ходом процесса и выполнению пуско-наладочных работ.
Аппаратурные процессы имеют место тогда, когда воздействие на предмет труда происходит каким-либо видом энергии – тепловой, химической, электрической. К этим видам процессов можно отнести, например, металлургические процессы, термическую и химико-термическую обработку, приготовление пара, сушку, различные химические процессы. Рабочие в этом случае наблюдают за работой аппаратов и при необходимости вмешиваются в ход протекающих в них процессов.
1.1.3. В зависимости от стадии изготовления, т.е. от места в процессе изготовления изделия, различают заготовительные, обрабатывающие и сборочные производственные процессы. Заготовительные процессы превращают сырье и материалы в исходные заготовки, по форме и размерам приближающиеся к готовым деталям. В машиностроении это, например, литейные, кузнечно-штамповочные цехи, цеха по первичной обработке проката. Обрабатывающими являются процессы, в ходе которых заготовки превращаются в готовые детали, форма, размеры и свойства которых заданы конструктором на чертеже. К этой фазе относятся обработка заготовок на металлорежущих станках, термическая и химико-термическая обработка, гальванические, окрасочные и другие работы. Сборка узлов, агрегатов и отдельных деталей в готовые изделия производится в отдельных цехах или на отдельных участках цехов.
Кроме того, в производственном процессе предусматриваются контроль качества, регулирование и испытание изготовленной продукции, т.е. проверка тех параметров, которые и определяют ее качество, назначение и применение.
Важнейшим элементом производственного процесса является технологический процесс.
2. Технологический процесс
Технологическим процессом называют часть производственного процесса, содержащую целенаправленные действия по изменению и последующему определению состояния предмета труда.
Под изменением состояния предмета труда понимают изменение его физических, механических, химических свойств, геометрических размеров, внешнего вида.
Элементы технологического процесса
Технологический процесс может состоять из одной или нескольких операций.
Новая операция начинается тогда, когда рабочий, закончив часть обработки у всей партии деталей, приступает к дальнейшей обработке той же партии деталей, либо переходит к обработке новых деталей.
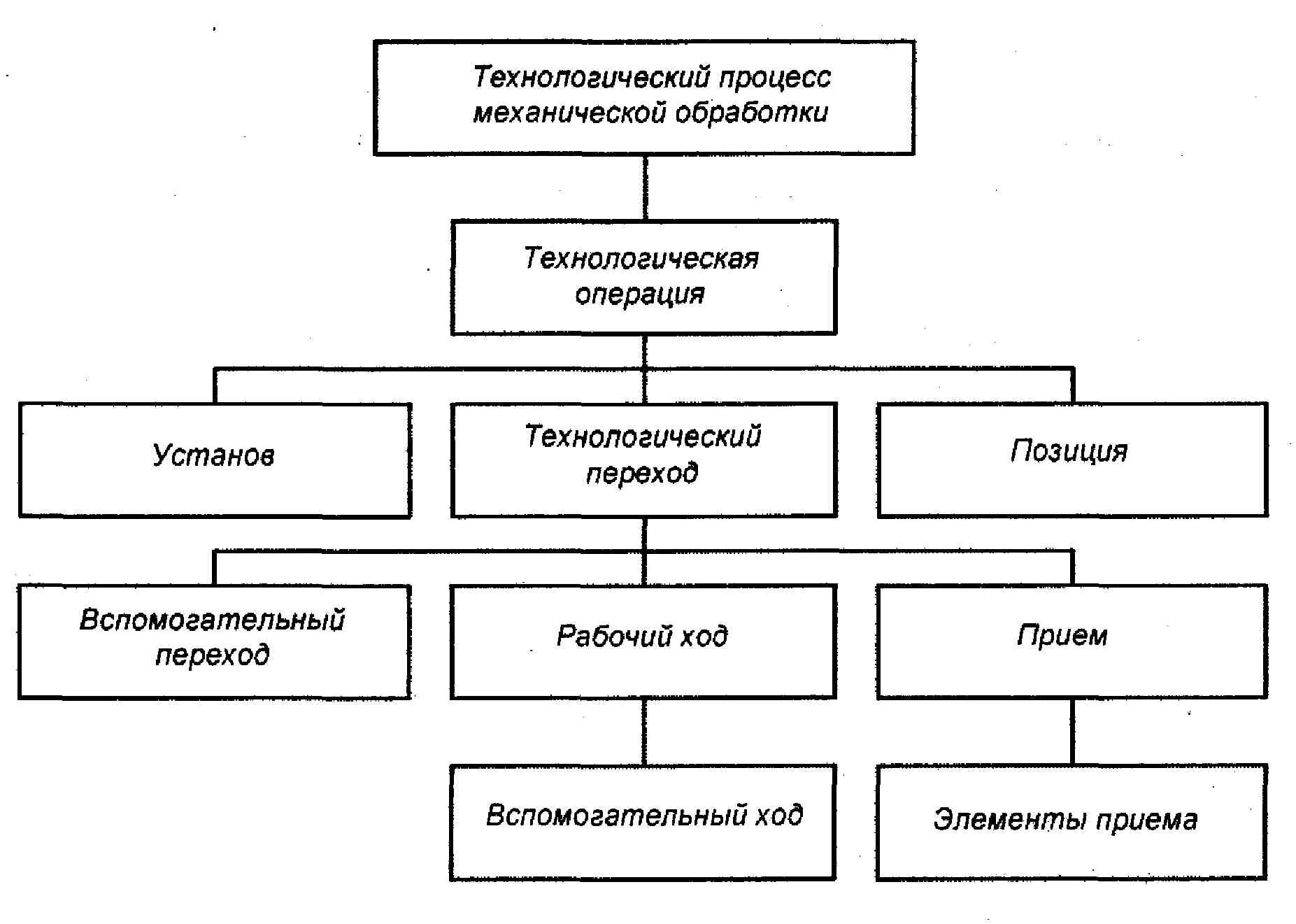
Рис. 2. Структура технологического процесса
2. Технологическая операция. Технологической операцией называют законченную часть технологического процесса, выполняемую на одном рабочем месте. Следует учитывать, что рабочим местом является элементарная единица структуры предприятия, где размещены исполнители работы, обслуживающие технологическое оборудование, на ограниченное время оснастка и предметы труда. Например, обработку ступенчатого вала можно выполнять в следующей последовательности: на первой операции подрезают торцы и центруют вспомогательные базы, на второй — обтачивают наружную поверхность, на третьей — шлифуют эти поверхности.








